
对辊破碎机辊轮面磨损分析
2018-03-16 06:03:48韦文举
中国设备工程 2018年5期
韦文举
(柳州泰坦宇翔钢圈有限公司,广西 柳州 545007)
对辊机主要由辊轮、辊轮支撑轴承、压紧弹簧、支架等组成,其两个辊轮分别由电动机经皮带传动而产生相对转动,物料从进料口通过辊轮,经碾压而破碎,破碎后的成品从支架底下面排出。如图1所示,为对辊机的工作简图。
由图1可知,对辊机一个辊轮支撑轴承座自由度全部被约束而固定不动,另一个则只有部分被约束,水平方向没有被约束,可水平移动,且左边连接有压紧弹簧,保证两辊轮接触相对运动。矿粒通过辊轮时,迫于弹簧和辊轮旋转所给的力而被破碎。为了能够进一步了解矿粒的破碎过程,充分理解对辊破碎机破碎原理,我们来看一下矿粒通过辊轮时的受力情况。

图1
由于矿粒形状各异,大小不一,接触表面更是凹凸不平,其接触点受力方向难以确定。为此我们将假设一个形状规则,接触表面平整,具有代表性的矿粒对它进行受力分析。
简化后的矿粒形状如图2所示,为了让读者能够更好的理解矿粒通过辊轮时的受力情况,我们故意将矿粒形状大小夸张地放大数倍,而将对辊轮夸张地缩小数倍。我们假设该矿粒为刚体,受力不发生塑性变形。当对辊轮静止不转动时,矿粒受到重力G的作用,在重力作用下,矿粒分别受到两对辊轮支撑力F支的作用;当辊轮在电动机作用下转动时,两辊轮分别给矿粒一个斜向下的力F切,该力F切作用点为辊轮圆弧表面与矿粒面接触点,作用方向与圆弧相切,且与矿粒面平行,如图2(b)所示。矿粒的质量一般都比较小,受到的重力自然而然也小,支撑力F支也就比较小了,所以作用给矿粒的破碎压力,即水平分力F分大都由力F切所承担。当辊轮还在AB上行走时,破碎力F分为F切的一个水平分力;当辊轮在BC上行走时,辊轮对矿粒的力F切方向垂直下,这时破碎力F分等于压紧弹簧作用在辊轮上的力。
通过上面分析可知,当AB斜面倾斜度越大,也就是β角越大,F切的分力F分越大,破碎效果越好。然而,在工程实际中,矿粒形状却没有这么规则,受力方向瞬息万变,但是无论如何变化,破碎力F分方向始终如一,且足够大,才能达到破碎矿石的效果。
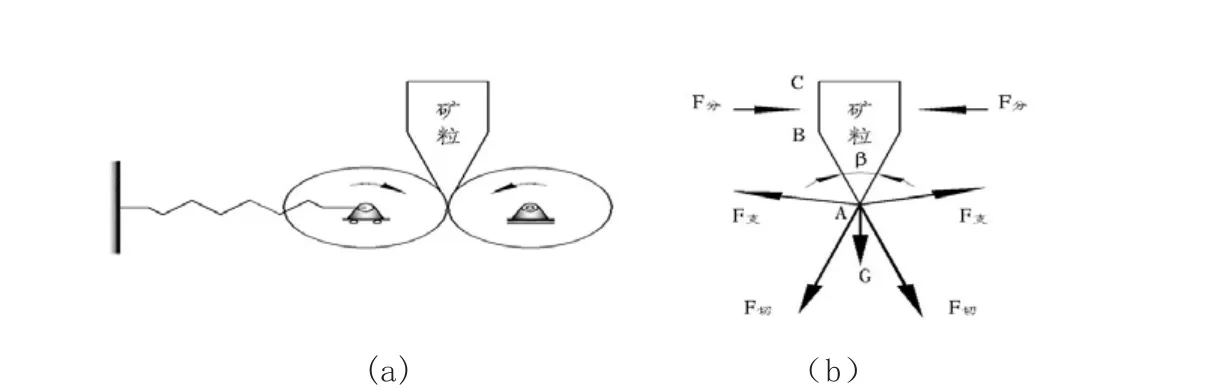
图2
对辊机辊轮转动能够给矿粒作用力,是因为接触面不是绝对光滑面,存在摩擦。矿粒对辊面的损坏主要表现为三种形式:(1)削式,矿粒形状大小不一,存在锐边菱角,通过辊轮时对辊面产生高应力冲击,凿削辊轮表面,出现沟槽和压痕;(2)高应力碾压式,对辊轮碾压矿粒,使矿粒压渍碾碎,辊面产生塑性变形或剥落而形成凹槽和凹坑;(3)低应力擦伤式,矿粒硬度高,应力低,矿粒未压渍,两对辊轮在两台电动机的带动下转动,由于两辊轮两端轴承阻尼(轴承上的润滑脂受污染,变质程度不一样,阻尼也不一样)和电机性能不完全一样,以致两滚轮产生相对滑动,辊面出现擦伤或切削痕迹,因此,在安装两对辊轮时,应留有一定的间隙,这样在没有矿料通过辊轮的情况下,可减少辊轮之间相互刮伤而加剧磨损。
如此看来,对辊机辊轮面在长时间工作后磨损是不可避免的,理论上,辊轮两端一小段距离几乎没有磨损,磨损基本上集中在辊轮中间表面上,并基本均匀的往两边扩散,扩散一段距离后,呈一弧线回辊轮两端。然而,实际最大的磨损量不在辊轮中间,而是偏向辊轮一个端面,甚至出现两个或两个以上的最大磨损量,并呈弧线往两边不均匀扩散。如此,便让一些颗粒比较小的矿粒不经辗压就能通过辊轮最大磨损量处,影响破碎效果。同时,辊轮面局部磨损大,检维修时,对辊轮表面磨平切削量大,减少了辊轮使用寿命,耗费大量地人力、物力、财力。
出现局部最大磨损量主要有两个原因,其一是对辊机工作时,给矿不均匀,局部得矿比较多,当然磨损量也就比较大了;其二是作用于其中一个辊轮的两个压紧弹簧参数发生变化。由给矿不均引起的局部最大磨损,通过调节可以避免,这里就不细加分析了。接下来我们主要分析一下当压紧弹簧参数发生变化时对辊轮磨损产生的影响。
如图3所示,为对辊破碎机简化图,电动机6由皮带轮4带动对辊轮5转动,轴承座3放置在机架上,受力可水平移动。前面我们分析了矿粒受到辊轮的作用力而破碎,根据牛顿第三定律,力的作用是相互的,辊轮给矿粒一个作用力,矿粒同样给辊轮一个反作用力,由于矿粒大小不一,形状各异不规则,再加上矿粒通过辊轮的速度快,受力时间极短,因此,我们可认为矿粒给辊轮的反作用力为单位脉冲力δ(t),即:

矿粒给辊轮的反作用力大小是单位脉冲力的数倍,即为n·δ(t)。

图3 对辊机简化图
为了便于分析计算,我们将压紧弹簧受力情况简化为图4所示 。已知压紧弹簧刚度为k,没有受外力作用的自由长度为H0,预压变形量为λ0,在不计阻尼情况下,可求出压紧弹簧受单位脉冲力作用后变形规律的数学表达式,根据牛顿定律,列出运动微分方程为:

图4 压紧弹簧受力图



已知y(t),z(t)的幅值分别为,λ0,角频率那么 的角频率也为:x(t)

简谐运动角频率越大,周期就越短,换句话说就是质量m回到初始位置所需要用的时间越短。由上述可知,当质量m一定,弹簧刚度k越大,角频率ω也就越大。对辊机两个压紧弹簧作用于同一个辊轮,若一个压紧弹簧刚度k大于另一个,那么在受到相等冲击力作用后,产生运动,刚度大的一边很快能够回到初始位置,继续与矿粒接触摩擦。也可以这么理解,当受到矿粒冲击后,弹簧刚度大的一边“避让”能力弱,受矿粒凿削、擦伤得厉害,磨损严重;而弹簧刚度小的一边“避让”能力强,受到矿粒凿削、擦伤得较轻,磨损也就少一些。
当然了,对辊机压紧弹簧在装配时要预压一段距离λ0,预压力Fλ=k·λ0,只有当矿粒给辊轮的冲击力大于预压力Fλ时,辊轮才会产生水平运动。由此也可以看到,压紧弹簧量越大,即预压力越大,“避让”能力也就越弱,这样,当硬度较大且不宜一次性破碎的矿粒通过对辊轮时,对辊轮的损伤很大,且产生的机械振动也会很大。所以对辊机压紧弹簧预压不能太大,但也不能太小,太小影响破碎效果,适中即可。若预压量λ0相同,两压紧弹簧预压力F不相同,“避让”能力也不相同,辊轮两边磨损量也就不相同了。
实际上,辊机辊轮受力运动,是存在阻尼的,主要是摩擦阻力,阻尼消耗能量,这就是辊轮受力产生位移后能够最终停留在初始位置的原因。
猜你喜欢
中国设备工程(2023年4期)2023-02-28 10:26:54
魅力中国(2021年36期)2021-10-27 09:15:34
现代矿业(2021年7期)2021-08-23 01:06:34
机械设计与制造(2020年12期)2020-12-25 12:31:10
设备管理与维修(2020年15期)2020-09-24 06:19:50
制造技术与机床(2019年11期)2019-12-04 05:50:18
中国特种设备安全(2019年7期)2019-09-10 07:30:56
中国金属通报(2019年5期)2019-01-03 09:29:10
机械研究与应用(2018年5期)2018-11-05 05:59:40
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
