新型塑料颗粒3D打印机技术方案的研究
2018-01-19 11:22张继春王世博
机械设计与制造 2018年1期
陈 磊,张继春,王世博
(哈尔滨工业大学(威海),山东 威海 264209)
1 引言
熔融堆积成型技术(FDM)是从CAD数据产生有形实体最快速的方式,是目前国内外应用最为广泛的快速成型技术之一[1]。但是市场中的快速成型机只能使用直径固定的丝质原料,该种原料的制造成本与技术要求较高,且目前市场上流行的丝质原料种类较为单一,而塑料颗粒因为广泛运用于工业制造,所以种类较多;再者丝质原料容易因为氧化而无法使用。尤其是FDM类3D打印机,因为其对丝质的连续性和均匀性要求较高,且出于节约资源,减低打印成本等目的,开发塑料颗粒3D打印机十分必要。
螺旋挤压机构工业上普遍用于塑料加工,文献[2]等对相关理论进行了详细的介绍;螺杆的设计及参数的选择也给了相应的方法;而熔融堆积成型技术的发展,给螺旋挤出机构带来了新的运用场景。针对螺杆挤出装置的数值分析研究较为广泛和深入;螺杆槽内颗粒料的相互作用加上相变因素存在粘性耗散[3]等,过程是十分复杂的[4],在熔融段,文献[5]最早提出了螺杆腔熔融段数学模型,之后Maddock、Klenk等模型相继出现;在此基础上文献[6-7]等对螺杆槽内的热场、流场等进行了仿真分析,并对已有的熔融理论进行讨论,文献[8]通过实验评估打印误差并给出建议。
目前丝料型3D打印机较为常见,其中太尔时代的桌面级打印机采用近端挤出机构,依靠两个驱动轮旋转所产生的摩擦力将丝料送往加热的喷头[9]。还有Delta并联结构的FDM打印机,该类型的挤出机构是将柱塞式的挤出喷头中的驱动电机与加热模块分离,将驱动电机与啮合齿轮固定到机架上,加热模块与运动喷嘴相连[10]。采用螺杆挤出装置作为打印喷头,基于螺杆挤出装置的体积与质量较大的考虑,所以将喷头固定,采用运动灵活的Delta并联臂结构来控制工作平台完成成型运动。塑料颗粒从漏斗加入,在螺杆的旋转运动下进入螺杆槽内,直至下方的加热块腔体内,加热块依靠两个加热棒加热,当温度达到塑料颗粒的熔化温度时,在喉管和加热块构成的稳压腔体内形成熔融态塑料,通过螺杆挤压作用,将液态塑料从孔径约0.5mm的喷头挤出,下方Delta并联机构来控制打印机的成型运动。
2 漏斗进料端的分析
进料漏斗的斜面与螺杆轴线所形成的进入角度影响着颗粒进料的效率,由于塑料颗粒表面光洁度较高,硬度普遍较大;而桌面级3D打印机电机的选择和输出功率受限,因此,颗粒进入是否顺畅严重影响下端熔融料的供给;为此建立塑料颗粒进料端DEM模型,监测螺杆进料段的质量流量,其中依据进入角的大小,分析了进入角分别为 40°、65°、90°的圆形漏斗、方形漏斗、侧边漏斗。
2.1 建模及条件设置
建立塑料颗粒PLA模型,其基本力学性质[11],如表1所示。颗粒设为球型模型,颗粒与颗粒之间、颗粒与壁面之间的相互作用模型选择Hertz Mindlin模型,其滚动阻力选择力比例,系数分别设为0.12和0.15;气体设为理想气体,考虑重力因素,耦合流体和能量,选择流体边界扩散,温度设为室温。工业用塑料颗粒的直径大小约在(3~4)mm,螺杆的槽深与槽宽应当不小于4mm,喷头整体尺寸随着螺杆直径的增加而增大,所以螺杆的直径不能过大。为能够对颗粒原料产生较大的推送压力,应当选择螺旋升角较小的螺杆。从市场成品中选择送料螺杆,其参数,如表2所示。

表1 塑料颗粒PLA的力学性质Tab.1 Mechanical Properties of PLA Plastic Particles

表2 螺杆主要参数Tab.2 The Main Parameters of Screw
在喷射器模块中设定合适的流量和颗粒的粒径,运行大概15s,喷入合适数量的颗粒后停止喷射,待所有颗粒处于静止状态时,再启动螺杆转动给料过程的模拟,设定螺杆旋转速率分别为0.05rps、0.1rps、0.3rps、0.5rps、0.7rps,并且在螺杆下方建立监视平面,检测流过该平面的粒子质量流量。其中在转速为0.5rps的情况下运行50s后的速度标量场,如图1所示。

图1 螺杆转速0.5rps下对称面的速度标量场Fig.1 The Velocity Distribution of the Symmetry Plane at Screw Speed 0.5rps
2.2 模拟结果分析
监测面的质量流量数据整理得到,如表3所示。通过图表可以直观的分析各型漏斗的进料特性,以及进入角对进料效率的影响:通过数据对比可知,在相同转速下,不同的转速范围内,各型漏斗的进料速率不同,当转速低于0.1rps时,转速相同,不同型漏斗的质量流量基本相当,在转速为0.1rps情况下,进入角为90°的漏斗进料量明显比65°和40°的小,此时因为螺杆转速较低,颗粒自身重力和漏斗斜面对阻力作用明显;而当转速减小到0.05rps时,65°进入角的方型漏斗质量流量高于其他两种,并且有继续扩大的趋势,而在(0.1~0.7)rps之间,进入角 65°和 90°对质量流量影响不明显,但相应的圆型漏斗的质量流量远大于其他两种类型,并且差距有扩大的趋势。所以在低速范围内,质量流量对进入角不敏感,选择在65°左右,即方型漏斗较为合理;当转速大于0.1rps时,考虑选择圆型漏斗,其特性,如图2所示。
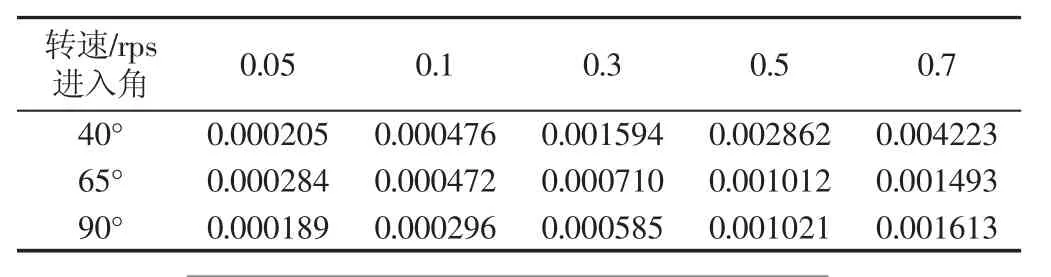
表3 稳定后质量流量数据统计Tab.3 Statistics of Stable Mass Flow
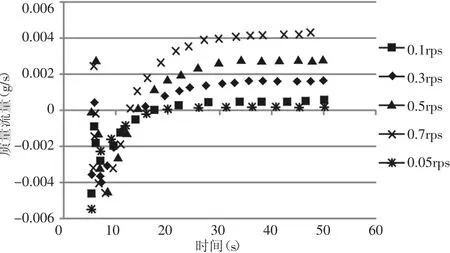
图2 40°进入角时螺杆输送颗粒的质量流量Fig.2 Mass Flow Rate of Plastic Particles in a 40-Degree Angle
引入一个评判指标填充率,表示单位体积内颗粒所占体积分数,在不考虑颗粒原料相变时发生的体积变化的情况下,计算出0.05rps以上时圆型漏斗给料,螺槽内物料的填充率,如式(1)所示。

式中:A—质量流量;n—螺杆转速;B—螺杆槽宽;H—螺杆槽深;
S—螺杆导程;d2—螺杆中径;ρ—颗粒PLA的密度。
计算出填充率数据,如表4所示。需要说明:此处没有考虑进料段颗粒间的挤压作用,模型中假设的下端为自由端,颗粒在即将脱离螺杆处有相对螺槽内表面向下的速度,而脱离螺杆瞬间还有螺杆牵连速度,所以颗粒通过监测面时较为分散,但有参考意义,随着转速升高,填充率也逐渐升高,当速度大于0.3rps时,此时的填充率升高的趋势趋缓,当速度逐渐提高时,漏斗进料口由于摩擦使颗粒运动加剧,影响进料效率,所以,螺杆旋转的速率不能过高,应该控制在(0.1~0.7)rps。

表4 填充率计算数据Tab.4 Calculation Data of Filling Rate
3 喷嘴出料端的分析
喷嘴腔体内的颗粒料在热源作用下发生相变,不同材料热力性质不同,对于熔点较低的原料,热的腔体可能导致颗粒在输送的螺槽通路中发生熔融粘连,原料既不完全融化也无法顺利被传送,最终会导致螺杆通道堵塞无法继续工作。而对于熔点较高的原料,腔体的温度无法使其产生热变形,在通道中可以预热,在到达喷嘴的位置时可以很快地被加热到熔融态,从而在一定程度上可以提高打印速度。分析传热装置的温度场分布是很有必要的。
3.1 模型网格划分
研究采取多面体网格,设置网格基础尺寸为3mm,棱柱层厚度相对尺寸为5%,表面尺寸最小相对尺寸5%,相对目标尺寸10%,对传热部件的网格划分基准设置相同。挤出腔体的网格数23万,加热块的网格数15万。
3.2 条件设置及模拟结果
挤出结构采用相同的材料铝(除喉管为不锈钢外),空间模型三维、时间模型定常、材料模型固体。设置两个交界面为接触面,热阻设置为2E-6m2k/W,其他面与空气对流,热传递系数为10w/m2K,环境温度293K,将加热棒与热块的接触面设置为恒温,监控能量标准选为默认值1E-4。根据实验用颗粒材料的性能,热源温度设置的范围在(480~540)K,以20K为间隔进行温度场分布的计算。得出温度场分布知:在不同热源温度条件下,挤出螺杆的末端即连接喉管的上端腔体的温度大约分布在(400~500)K的范围内。
4 颗粒打印实验
基于STAR-CCM+的分析结果,对不同的颗粒实验设定不同的外部条件。在对PLA、POM、PE等材料进行打印试验时,螺杆末端腔体壁面的温度达到材料的融化温度,为了颗粒材料能顺利通过挤出通道到达挤出喷嘴,在实验的过程中给予外部强制冷却,即开启安装的风扇;而对于PP、PC、PA+GF等材料,由温度场的分布分析,短时间内颗粒在螺杆的末端不会融化而产生粘连,所以不必设定外部强制冷却。在实验的过程中,根据材料的颗粒大小、粘性不同,取用不同直径的喷嘴,设定不同的打印参数,包括挤出温度、驱动电机转速、打印速度等一系列相关参数,采用控制变量法进行不同模型的多次打印实验,找到合适的参数组,打印出质量良好的模型。实验结果统计,如表5所示,部分打印件模型,如图3所示。打印状态根据打印模型表面质量的好坏、打印成功率等来评价。
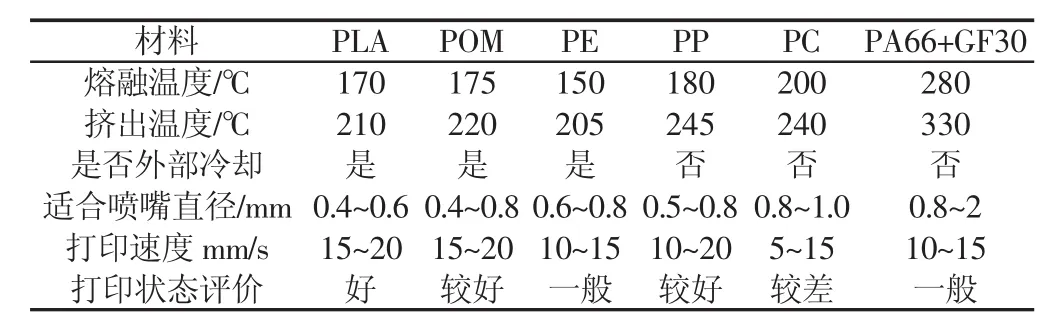
表5 不同材料打印实验结果统计Tab.5 The Print Results of Different Materials
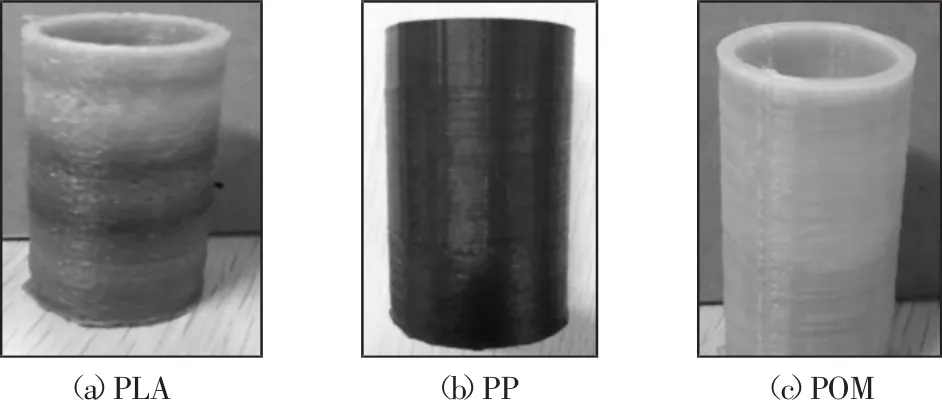
图3 部分材料打印样品Fig.3 The Print Samples of Some Materials
在多次实验的验证下,确定出部分适合3D打印的颗粒原料,并积累了相关的经验。(a)对于熔融温度较低、变形率较小的材料打印的成功率较高。(b)由于材料粘性的不同,挤出喷嘴直径的大小会影响出丝质量。(c)挤出温度一般需要高于材料的熔融温度(30~40)℃左右。
5 结论
(1)参考成型的Delta机构与螺杆注塑机,结合打印机的各大系统,对颗粒打印机进行整体的设计,重新设计挤出机构,在程序的控制下,配合成型运动来完成打印,实验验证了方案可行。(2)颗粒塑料的进料效率与螺杆参数、进入角及塑料颗粒本身形状等有关,这里讨论了在常见塑料颗粒粒径下,进入角对进料效率的影响,对完成样机实验提供设计依据。(3)不同塑料颗粒的性质不同,装置的温度控制需要更加精细化,温度场与流道腔内流动的耦合也是必要的,温度场模拟保证的样机的实验进行,同时为内腔的物料状态及流动情况判断提供了初步的参考。
[1]曹炜,曾忠,李合生.快速成形技术及其发展趋势[J].机械设计与制造,2006(5):104-106.(Cao Wei,Zeng Zhong,Li He-sheng.Rapid prototyping technology and its development dendency[J].Machinery Design & Manufacture,2006(5):104-106.)
[2]李凌丰,刘际轩,茅旭飞.螺杆加工塑料时熔体流动的数值模拟[J].机械工程学报,2011(24):50-56.(Li Ling-feng,Liu Ji-xuan,Mao Xu-fei.Study on simulation of molten polymer flow in the screw groove[J].Journal of Mechanical Engineering,2011(24):50-56.)
[3]Bainian Qian,Costas G Gogos.The importance of plastic energy dissipation(PED)to the heating and melting of polymer particulates in intermeshing co-rotating twin-screw extruders[J].Advances in Polymer Technology,2000,19(4):287-299.
[4]Zhu Lin-jie,Geng Xiao-zheng.Experimental investigation of polymer pellets melting mechanisms in corotating twin-screw extrusion [J].Advances in Polymer Technology,2002,21(3):188-200
[5]Z Tadmor,I Duvdevani,I Klein.Melting in plasticating extruders theory and experiments[J].Polymer Engineering and Science,1967,7(3):198-217.
[6]刘光富,李爱平.螺旋挤压熔融沉积的流体动力学分析[J].机械设计与研究,2003(1):46-48.(Liu Guang-fu,Li Ai-ping.Hydrokinetics analysis of fused polymer extruded by a screw mechanism[J].Machine Design and Research,2003(1):46-48.)
[7]杜佳佳.PVC木塑单螺杆挤出机熔融段的数值模拟研究[D].武汉:武汉理工大学,2014.(Du Jia-jia.The research on numerical simulation of the PVC wood-plastic single-screw extruder’s melting section[D].Wuhan:Wuhan University of Technology,2014.)
[8]C Andrej,P Vojko,S Zoran.Shape verification of fused deposition modelling 3D prints[J].International Journal of Information and Computer Science,2015(4):1-8.
[9]汪甜田.FDM送丝机构的研究与设计[D].武汉:华中科技大学,2007.(Wang Tian-tian.The research &design on the feeder in FDM[D].Wu han:Hua zhong University of Science & Technology,2007.)
[10]阴贺生,赵文豪,宋杰.基于三臂并联结构的桌面3D打印机[J].机械,2015(2):36-40.(He Yin-sheng,Zhao Wen-hao,Song Jie.A desktop 3D printer based on delta structure[J].Machinery,2015(2):36-40.)
[11]田怡,钱欣.聚乳酸的结构、性能与展望[J].石化技术与应用,2006(3):233-237.(Tian Yi,Qian Xin.Structures and properties of polylactide[J].Petrochemical Technology & Application,2006(3):233-237.)
猜你喜欢
环球时报(2022-12-05)2022-12-05
小猕猴智力画刊(2021年9期)2021-10-11
科学之谜(2021年6期)2021-09-02
中国特种设备安全(2019年2期)2019-04-22
橡塑技术与装备(2018年20期)2018-10-20
作文·初中版(2018年7期)2018-09-12
中国塑料(2015年7期)2015-10-14
装备机械(2015年1期)2015-02-28
中国塑料(2014年1期)2014-10-17
中国兽药杂志(2012年4期)2012-11-06