
图像识别技术在板材缺陷识别中的应用
2018-01-19 07:49柴文婷李雯琼王效岗朱丽丽
重型机械 2017年6期
柴文婷,胡 鹰,李雯琼,王效岗,朱丽丽
(1.太原科技大学, 山西 太原 030024;2.太原工业学院,山西 太原 030008)
0 前言
随着钢铁工业的快速发展,对钢铁产品的质量要求越来越高。板形作为钢铁生产的重要指标,其重要性不言而喻。目前,国产第三代全液压矫直机并未配备板型仪,主要采用人工目测判断板材缺陷及缺陷类型,依靠经验给出弯辊值,由于误差较大而导致矫直质量下降,影响产品质量。本文利用图像处理技术,借助工业相机采集板材图像信息,通过对图像信息的处理,不仅得到板材的不平度等常规信息,还通过图像的分析归类,将板材缺陷对应到弯辊特定的矫直工艺,即通过确定缺陷类型才能正确的进行弯辊量设置从而消除板形缺陷。
1 板形判定对矫直的意义
目前在国外一部分矫直机上采用了板型仪来实现板形判定,但在国内矫直机上板型仪应用的却很少。板型仪按照与板材的关系大致可以分为两大类,一类是接触式板型仪,在检测辊中装入压力传感器,直接接触带材和检测辊,得到板材的张力,通过对张力的分析得出板形。但这种方式容易损伤带材表面,虽然可以运用技术预防和修复,但付出的人力、物力较大,而且工作效率下降,后期维护工作也比较困难,因此接触型板型仪已经不符合当前产品的生产要求。另一类为非接触式板型仪,主要的检测方法有激光法、测扰度法、电磁法等,与接触式板型仪相比,非接触式板型仪使用寿命长,易于维护和费用低,但其检测方法易受到周围环境的影响,从而影响识别结果[1]。
随着计算机技术的应用和发展,图像识别技术也日益成熟。图像识别技术具有再现性好、处理精度高、灵活性好及比较经济等特点,在很多领域得到了广泛的应用。对于目前的高强度、薄规格板材,接触式与非接触式两种板型仪应用效果都不是特别好。而且板型仪只能测量得到不平度数据,对于得到板形识别结果还要经过复杂的数据分析。因此本文将图像识别技术引入到对矫直机进行不平度数据采集和板形缺陷识别的工作中。通过图像识别技术识别矫前板形,采集板材的不平度数据,为进一步模糊控制弯辊装置奠定了基础。矫前板形的获取是为了确定矫直工艺,矫后板形的获取主要是为了调整优化模型参数,如图1所示。

图1 矫前与矫后板形
2 图像识别技术在板材缺陷识别中的应用
2.1 板形缺陷识别原理
一束光照射到正常板材和缺陷板材上的反射是有差异的,即取决于板材的缺陷类型和粗糙程度,通常人眼难以识别。因此可以通过图像处理技术比较某一区域与其相邻区域的表面特性差异来判断是否存在板材缺陷及其类型,即通过判断反射光强度的变化得出此板材区域是否存在缺陷[2]。对面阵CCD摄像机提出现场采集的图像进行图像处理后,提取出其板材的特征值,即可获得板材的缺陷信息。
2.2 板材图像处理核心技术
2.2.1 板材图像的采集

2.2.2 板材图像的滤波去噪
板材图像在生成和传输过程中很容易受到周围环境及其它各种因素的干扰,从而影响后期的图像处理工作。由于现场存在较强的电磁干扰及声光震动等,图像在采集传输中会耦合影响识别结果的各种干扰噪声,例如脉冲噪声、高斯噪声等,为了减少噪声对数字图像的影响,需对数字图像进行去噪处理。目前主要的图像去噪算法有邻域平均法和中值滤波法等。邻域平均法是对当前像素及其相邻的像素点统一进行平均处理,即去除突然变化的像素点、平滑像素使图像有一定程度的模糊化,这样就可以滤去图像中的噪声[3]。但模糊化后的图像由于像素均匀会影响边缘检测,从而影响后续工作。中值滤波法则是把以某点(x,y)为中心的区域内的所有像素的灰度按从大到小的顺序排列,取中间值作为(x,y)处的灰度值(若窗口中有偶数个像素,则取两个中间值的平均)。中值滤波法在去除噪声的同时还可以保护图像边缘[4]。因此本文采用中值滤波法对数字图像进行去噪处理。
2.2.3 板材图像的边缘检测
板材图像的边缘是指像素灰度急剧变化的区域,可以表示出一个图像的轮廓,是图像的一个基本特征。边缘大致可以分为两种,一种边缘两边像素的灰度值明显不同,称为阶跃边缘。另一种为像素的灰度值变化为由小到大,再由大到小,这时突变区域为边缘,称为屋顶边缘[5]。图像的边缘包含大量的有用信息,是确定板形缺陷的重要依据,不仅可以确定板材缺陷的位置形状、还可以分析应变聚集程度,是板材图像处理过程的重要环节。
边缘检测的处理过程基本分为4个步骤:滤波、增强、检测、定位。经典的边缘检测方法就是通过在图像中像素的某一邻域构造边缘检测算子来实现边缘检测的目的。经典的边缘检测算子有Roberts算子、Sobel算子、Prewitt算子、Canny算子等。Roberts算子计算交叉方向上的像素差值,对垂直边缘有较好的检测效果,但对噪声非常敏感。Sobel算子和Prewitt算子相似,都能很好的消除噪声,但同时会造成图像模糊化。Canny算子先对图像进行平滑处理后再求导,能很好的检测出图像的边缘,而且提取出的图像清晰、连续性好。因此根据板材图像处理的需求,选取canny边缘检测算子进行处理是最优选择。
通过CCD摄像机拍摄中浪和左边浪两种缺陷板形后,用计算机对其进行中值滤波和Canny算子边缘检测处理后,实验结果为图2、图3所示。

图2 中浪板形缺陷检测

图3 左边浪板形缺陷检测
2.3 板材图像数据处理及分析
2.3.1 板材图像识别特征值的提取
对图像完成去噪和边缘检测处理后,需对得到的图像数据进行分析处理。本文对缺陷的识别通过提取特征值来实现。选用平均值、方差和对比度作为特征值。
(1)平均值的计算公式为

式中,L为灰度级数;b为离散灰度在[0,L-1]上的随机量;P(b)为灰度b的概率密度。
(2) 方差的计算公式为
(3)对比度的计算公式为
式中Pδ(j,k)为灰度共生矩阵,表示灰度点离开某个固定位置关系为k的概率。
通过对图像特征值的提取,能够根据不同的特征值将板材图像进行分类,分别对应不同的板形缺陷模型,例如中浪、边浪等。
3.3.2 采用径向基网络识实现材缺陷的机器识别
本文采用径向基网络对板材图像进行缺陷识别,径向基网络将径向基函数运用于神经网络中,运用局部逼近的方式避免了BP收敛速度慢等缺点,而且学习能力也得到了提高,可以较快的实现机器自学习。具体方法是将典型的板型缺陷图像提取到的特征值作为训练样本,利用径向基网络对这三组特征值进行训练学习,经过一定次数的学习后,径向基网络就可以识别对应的典型板材缺陷。径向基网络的设计步骤:
(1) 将平均值、方差和对比度作为输入,即输入层为3;
(2) 本文设定主要识别边浪、中浪两种缺陷,同时包括正常和异常两种情况,用0和1 的组合来表示输出,[1 ,0]表示中浪,[0,1]表示边浪,[0,0]表示正常,[1,1]表示异常;
(3) 隐含层选用单层,神经元个数随着收敛速度慢慢减少,这样可以减少计算量;
(4) 选用138组边浪和138组中浪作为训练样本;
(5) 设定训练误差为0.0001,经过128步完成训练。
对两组138个样本的训练结果见表1。平均识别率达到97.5%

表1 板形缺陷训练结果
可以看出,首先通过中值平滑滤波很好的去除了图像噪声,再通过Canny算子边缘检测后得到明显的图像边缘,再提取板形特征,最后通过RBF分类器正确的得出板形缺陷类型。因此将图像识别技术应用在板材缺陷识别中的方法效果良好,板材缺陷识别率达到了97.5%。
2.4 板材不平度的识别
得到板材的缺陷类型后,利用侧面摄像机来提取板材的不平度图像,再经过图像滤波和边缘检测得到灰度图,最后利用灰度差就可得到板材不平度。图4是以中浪为例的不平度图像处理过程。

图4 中浪不平度图像处理
确定板形缺陷和板材不平度的整体流程如图5所示。
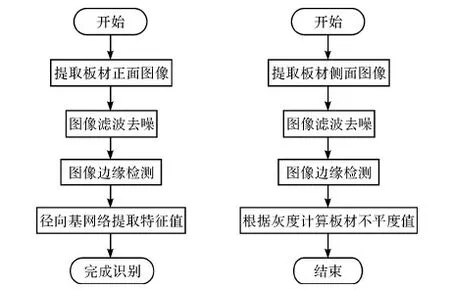
图5 板材缺陷识别及不平度图像处理流程图
3 结束语
本文设计的板材缺陷识别方法已应用在国内某钢厂全液压矫直机矫直模型软件系统当中,通过对多种规格及缺陷板材的矫直测试,系统能够有效的识别测试板材的典型缺陷,并根据识别结果给出合理的弯辊设定值,实现了板型缺陷自动识别及弯辊的自动设定,提高了矫直机的矫直效率和质量。
[1] 夏德深,傅德胜编著.现代图像处理技术与应用[M].南京:东南大学出版社,1997.
[2] 章毓晋.图像工程(上册)——图像处理和分析[M].北京:清华大学出版社,1999.
[3] 郎锐.数字图像处理学-Visual C++实现[M].北京:北京希望电子出版社,2002:134-139. [4] 周存龙,徐静,王国栋.中厚板辊式矫直机压下模型[J].重型机械,2016 (02):24-26.
[5] 刘颖.计算机图像识别技术的发展现状和展望[J].考试周刊,2014(08).
[6] 杨红光.中厚板矫直机弯辊量自适应模型系统[D].太原科技大学,2012.
[7] 申敏.基于自适应智能调整的九辊矫直机控制系统[J].自动化技术与应用,2014.
[8] 崔丽.中厚板辊式矫直过程模型研究[D].沈阳:东北大学,2009.
[9] Liu Zhifang,Wang Yongqin,Yan Xingchun.A new model for the plate leveling process based on curvature integration method[J],International Journal of Mechanical Sciences, 2012,54(01):213-224.
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29
中国重型装备(2022年1期)2022-02-11
燕山大学学报(2021年6期)2021-12-11
农业知识(2021年19期)2021-10-16
中国金属通报(2021年2期)2021-05-23
铝加工(2021年2期)2021-05-17
中国金属通报(2020年20期)2020-03-27
青岛画报(2017年12期)2018-02-06
商周刊(2017年22期)2017-11-09
北京理工大学学报(2016年11期)2016-12-19
