空气轴承式板形仪积累误差所致板形缺陷的处理与改进
2021-05-17 10:55王鹏
铝加工 2021年2期
王 鹏
(江苏大屯电力工程有限公司,徐州221000)
0 前言
板形仪是一种由板形检测辊、信号传输处理和检测计算组成的板形检测控制系统,已广泛应用于金属轧制过程中,用来精确测量控制板带材的板形平直度质量。按照检测方式,板形仪分为接触式(根据传感器不同,有英国VIDIMON 空气轴承式、瑞典ABB 压磁式、德国Achenbach-BFI 压电式等)和非接触式(如美国Thermo/Radiometrie-X 射线式和德国西门子的Si-flat)。
在铝板带箔生产过程中,板形仪应用比较普遍,集合了板形自动控制系统(AFC)和厚度自动控制系统(AGC),因此也是轧机现代化装机水平的一个重要标志。在近期生产过程中,我公司1550mm 万能铝箔轧机配备的奥钢联(VAI)公司空气轴承式板形仪多次出现板形仪反馈与实际不符的情况,虽然经过板形缺陷均衡控制和轧制工艺调整,但改善效果不明显。因装饰箔基材要进行涂布工艺,对板形要求很高,这给稳定高效的生产组织造成一定的不利影响。
1 缺陷表现
在几次轧制半卷时,板形仪检测的铝板平直度良好,对应区域的喷淋符合设定的板形曲线,但在实际的铝卷上有固定的几个区域内出现了板形松的现象(薄料明显)。卸卷后,展开该处呈细碎的波浪。
2 原因分析
在轧制过程的升速阶段,为尽快达到目标厚度,轧制力和弯辊使用幅度较大,一般要求实际板形与目标板形曲线相吻合时再投入使用板形自动控制系统(AFC)完成生产全过程监测[1]。
由于箔材产品厚度较薄、生产用时较长,在AFC 投入后,工作辊的辊型很快就处于热平衡状态,辊缝中的产品板形也处于稳定状态,此时的板形没有异常,说明板形仪测量的板形与实际板形的偏差较小;在长时间稳定轧制后,板形仪的测量反馈依然显示正常,而实际板形的缺陷却逐步显现,说明随着生产时间的增加,板形的测量与实际板形偏差变大(即板形不符)。经过以上轧制过程中板形变化的分析,表明产生该缺陷的原因是板形仪的板形控制系统测量偏差累积(即板形仪产生的误差积累)所致。
3 检查方案及处理措施
空气轴承式板形仪是由心轴和一系列质地坚硬、精密研磨的转子(测量环)组成,中间由高压气提供支撑,形成空气式(悬浮)轴承,见图1。在轧制时,带材在张力的作用下把施加给接触的每个转子的压力在对应的每组传感器上形成压力差信号,通过脐带线传递到传感器箱,转换为电压读数,再经过微处理器处理后形成板形信号显示到操作台显示器上,供操作监控使用;另一方面,板形信号送到中央计算机后,中央计算机将收到的板形信号与目标板形进行对比,分解板形偏差信号,分别向倾斜、弯辊、分段喷淋发出指令,从而实现板形自动控制(AFC)。

图1 空气轴承板形仪
众所周知,板带箔材坯料的原始板形具有遗传性,轧制道次越靠前板形控制就显得越重要,尤其是箔材第一道次轧制,绝对压下量大,金属变形热多,容易产生板形缺陷。所以,在箔材的粗轧道次应优先考虑配备一台板形仪,这对改善后续道次的轧制、实现优质高效生产具有重要的实际意义[2]。气动轴承具有高速度、耐高温和低摩擦的特性,使得空气式轴承板形仪可以保持长时间运行。另外,其响应时间快,维护简便,可在一个班次内拆装检修,因此在箔材轧机上使用较为广泛[3]。由于它是精密设备,系统结构复杂,各部件运行条件要求严格,而实际生产环境变化较大,加之连续高速、大压下量生产,有很多因素都可能造成板形仪测量控制精度下降,最终影响到板形质量的精准检测。
3.1 轧机辊系机械精度
板形仪正常工作是建立在轧机良好的机械精度基础上,机械精度不良将对板形检测的精度造成严重影响,特别是出口侧辊系精度,将会直接影响板形仪测量的准确性,进而对板形自动控制系统的控制效果产生重大影响。因此,保持轧机机械精度是保证产品质量的先决条件。铝箔轧机辊系机械精度要求见表1。

表1 铝箔轧机辊系机械精度要求
3.2 工作辊磨削精度
在设备正常的情况下,影响铝箔板形的主要因素有轧制油、工作辊和坯料原始板形。工作辊表面粗糙度不均时,在轧制过程中,当工作辊表面粗糙度相差较大时,粗糙度大的部分变形抗力大,产生的摩擦热多,辊缝就小,对应的箔带变形大,长度变长,厚度偏薄;粗糙度小的部分,变形抗力小,产生的摩擦热少,辊缝就大,对应的箔带相应变形小,长度变小,厚度偏厚,极易出现局部波浪或者成串的波浪[4]。
判断是否是工作辊因素造成板形缺陷的途径比较多,一般常用的方法有三种:用同一副工作辊轧制不同批次的坯料然后进行比较;用不同的工作辊轧制同一批次的坯料然后进行比对;运用专业工具对工作辊磨削质量(粗糙度、辊径等)进行检查。这三种方法均方便易行,但也同样仅适用于检验坯料质量是否存在缺陷。
3.3 检查输入气源质量
通过空气轴承式板形仪工作原理可以知道,板形测量和控制是基于对分差传感器的气压差的数据计算,因此,提供持续可靠的气源质量是板形仪工作的必备条件。板形仪气源技术要求见表2。

表2 板形仪气源技术要求
为了保证板形仪工作正常,空气干燥机的进气压力应不低于0.55 MPa (80psi)。当空气压力小于0.55 MPa时,将会使输入空气压力和板形仪止推轴承与芯轴间报警压力间的安全余量减少到一个可能会影响到设备仪器可靠性的级别。当压力低于最小连续值时,主空气压力开关接触应设置成打开,通常为0.6 MPa(87psi);如果空气干燥机与其他设备共用一个主压缩空气气源,建议空气干燥机进气压力不小于0.68 MPa,具体视实际情况的不同而不同。
在板形仪各项气压正常的情况下,需要对板形松位置对应的测量环进行重点检查:确认芯轴空气喷嘴是否堵塞或漏气、芯轴压力传感器和传感器块上的接头间的信号线是否正常、气压信号是否存在泄露等情况。
3.4 冷却喷淋系统故障
冷却喷淋系统是按照板形仪平直度自动控制系统(AFC)的指令来控制工作辊各个区域与测量环相对应的冷却液喷淋阀门、为轧辊提供最合适的方式和最佳的冷却液流量,使工作辊各区域冷却以消除残余板形平直度偏差同时控制轧制过程中轧辊的温度,从而达到精确控制板形的目的。它也可以被单独布置在操作工控制面板上,操作工可以通过控制面板来选择各个喷嘴的喷淋级别或者特定的喷淋方式。1550 mm铝箔轧机喷淋系统采用的是积分喷淋阀,其结构见图2。

图2 积分喷淋阀横截面
板形自动控制系统(AFC)在将实际板形和设定的目标板形进行对比后,根据有关算法对形成的差值(称为板形误差)进行分解,分别通过一次线性误差(倾斜控制)、二次抛物线误差(弯辊控制)、残余误差(喷淋控制)进行消除[5]。而分段冷却控制是所有板形控制措施中最后一道且不可或缺的精细控制措施,在薄料加工时其作用尤为明显。
冷却液的“断”、“通”由喷淋阀内的橡胶薄片控制。当压缩空气压力大于轧制油压力时,喷嘴“关闭”,反之则“开通”。为确保喷淋阀门的快速和正确转换,空气室压力要大于冷却液压力0.2 MPa。由于阀内橡胶薄片在工作期间连续的弯曲和伸直而极易疲劳断裂,如未能及时发现并处理,喷嘴处冷却液会处于“常开”状态(渗漏),这种故障所引起的板形缺陷占比较大,需要定期检查。实践发现,当气液压力比为2∶1时,执行和冷却效果最好。
3.5 板形仪测量误差
板形仪的测量误差会直接导致板形控制问题。因此,对板形仪进行日常检查、定期校准就显得非常重要。检查板形仪测量是否准确,就需要对测量环进行校准,使之符合校准曲线(见图3),以确保精确度保持最佳状态。
测量环压力信号/载荷特性可以表示为:

校正的数据表给出了所有的M和C的值。
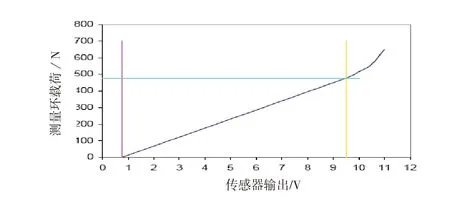
图3 典型的校正曲线
经过对板形仪测量环的3次标定,将4个已知重量法码6.29 kg/10.99 kg/20.38 kg/29.76 kg 分别加到每个测量环上,记录这4个重量分别对应的电压值,从中发现第7#、8#、9#三个环的数据异常,如表3所示。当然,也可以根据测得的电压值反推出加在辊环上的重量值。

表3 三次标定记录统计
根据经验,当发现个别转子的标零(ZERO mV)最大值和最小值误差过大时,应立即停车检查原因[6]。从表3 中可以看出,在重量29.76 kg 时,7#、8#、9#环不同次标定时的最大差值分别为:0.16 V、0.1 V、0.09 V。以7#环平均值4.34 V来计算,每公斤对应的电压值为:4.34 V/29.76 kg=0.146 V/kg,也就意味着第1 次标定和第3 次标定的电压差值已经达到1.09 kg。也就是说,板带对板形环的压力为5kg,板形环检测的结果是6 kg,而对于板形平直度目标曲线来说,如果6 kg刚好满足要求,那么在线的板形显示就是良好的,但实际板形却是松的。
考虑测量的数据存在误差是不可避免的,想要减小误差对测量的影响,就需要进行多次测量,对结果进行数据统计。一般来说,测量的结果服从正态分布,越接近于正值时数据的出现频率越大,如图4所示。
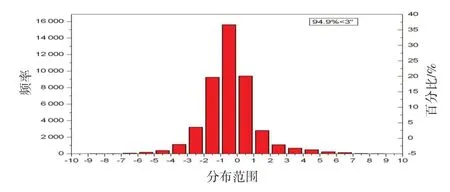
图4 误差的正态分布
测量结果设为变量x,则其概率密度为:

其中μ和σ是分布密度的两个参数。
而测量变量出现在给定区间内的概率为:

根据计算结果,若在测量中x有90%以上与标定值极为接近,那么系统误差对轧制时的影响就可以减小到最低程度。在VAI的AFC方案中,可以通过调整板形曲线来修正板形的对称性缺陷。针对这种非对称缺陷,板形自动控制系统无法自主完成。为解决实际生产中易出现的类似问题,现提出以下几种方案:
(1)方案1:在短时间内,可以通过手动调整喷淋来解决(在操作台即可完成)。但如果长时间使用此方法,对AFC系统和人员操作都是一种考验。
(2)方案2:通过调整相应喷淋阀的喷淋系数以增加个别区域的冷却液喷淋量来解决(需要在工程师站完成)。但试验证明,这种解决方案只能满足部分道次的缺陷调整需求,整体效果不好。
(3)方案3:在标定时,通过增加补偿量来修正目标板形曲线,如图5所示,虚线为原标定曲线,实线为补偿后曲线。具体做法是:在标定重量10.99 kg 时对应电压为1.58 V,如果此时增加一定的重量(如0.5 kg),那测得的电压就会升高至1.76 V,但板形仪系统仍然认为重量是10.99 kg,只是将10.99 kg 时的电压对应成1.76 V,此时就会形成新的标定曲线(实线)。待到轧制时,假设铝板带材对测量环的压力为10.99 kg时,对应的环电压就是1.58 V,那么板形仪会认为此处压力偏低(10.26 kg),板形表现为此处板面较松,应该增加喷淋量来冷却轧辊,以改善板形。
实践验证,针对特定区域产生的不对称板形缺陷,采用方案3这种补偿修正法可以有效保证板形质量。

图5 标定补偿示意图
4 结束语
在铝板带箔生产过程中,极易遇到非对称性板形质量缺陷,特别是在料薄轧制用时较长时,易出现一些积累误差。此时应细心分析,认真对待,在排除坯料、工作辊、冷却液、轧机辊系机械精度等因素外,应重点对空气轴承式板形仪使用的气源质量进行排查。通过调整喷淋系统气液压力比以及使用补偿修正目标曲线法,可较好地修复板形缺陷,这已在实践中取得了较好的效果。
猜你喜欢
铝加工(2022年3期)2022-11-24
今日农业(2021年17期)2021-11-26
新疆钢铁(2021年1期)2021-10-14
汽车电器(2021年8期)2021-08-24
汽车电器(2021年7期)2021-08-04
汽车维修与保养(2020年11期)2020-06-09
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18