
钢包精炼炉电极调节系统的优化设计
2018-01-18 04:33田海,赵芳
自动化与仪表 2017年9期
田 海,赵 芳
(内蒙古科技大学 信息工程学院,包头 014010)
近几年来,伴随着经济的快速发展,对钢材的要求越来越高,越来越严格,这样对炼钢的生产率、钢的种类、纯净度、质量以及成本也提出了新的要求,因此冶炼技术的提高尤为重要。炉外精炼技术较炉内精炼技术而言,具有产量更大、质量更高、生产成本较少、环境的污染较轻等优点,使其在钢铁行业中迅速的发展起来。钢包精炼炉是一种钢水炉外精炼技术,拥有易操作、成本低、冶金质量好、冶炼用途广泛等特点,使其成为钢铁界的新宠,应用十分广泛。钢包炉的电极调节器的控制在钢包精炼炉控制系统中占据着重要地位。
1 钢包精炼炉的电极调节器
包头炼钢厂(包头钢铁股份有限公司)内的钢包精炼炉公称容量为210 t,平均处理钢水210 t。在整个冶炼过程中,电极升降调节系统起关键作用,而电极的调节对于电弧功率的稳定也是非常重要的,精炼炉的电功率与电弧长度有关。在精炼炉的加热过程中,电弧放电间隙变化频繁,如果偏离正常工作状态就会出现各种偏差现象,导致电弧长度改变,从而使精炼炉的输入功率发生变化,破坏精炼工艺。另外,电极与钢包炉包壁损耗、冶炼效率、加热效率、升温速率都有关系。
电极调节器的主要作用是使电弧功率稳定在一定范围[1]。钢包炉的功率数值由电弧长度[2]、电弧的等效电阻决定,而当钢包炉变压器的二次电压为定值时,仅由电弧的等效电阻决定。如果电弧变化,输入功率会随之变化,工艺规范则遭到破坏。因此,在最佳用电的标准下,调节电极以保持规定的电弧长度是关键。保持弧长不变,可通过调节每个电极的弧隙长度,即通过移动电极或者改变电极位置来达到目的。由此,通过对三相电极与钢水液面位置的控制,使电弧长度保持一定的数值,找到最佳的工作点来进行电弧加热,是长期以来各国专家研究的重点目标。
电极调节器是一个具有多变量、滞后、时变、非线性、强耦合特性的系统。通过计算推导,在电极进行加热拉弧过程中,理想情况下,系统中电流与电压的关系归结为与弧长之间的关系,由此可知电流与电压对应的弧长关系;三相电极之间的对应关系与各相阻抗有关,进而可知阻抗的变化量与弧长变化量之间的关系。在实际控制中,液压系统设备参数、机械设备参数、钢的种类、加热过程阶段、吹氩条件下的状况、电网电压的波动、钢包的冷热程度等都会影响电弧长度。
2 传统的控制方式
随着钢包炉的发展,PID控制器以及模糊控制器已取得广泛应用。
采用PID控制,需要对PID控制器的参数进行设定,通过凑试法、扩充响应曲线法或者扩充临界比例度法对PID参数预整定。这些方法确定的PID参数,在整个过程中都是不变的,无法跟随系统做出相应的调整。而电极调节器是一个具有时变特点的系统,要求PID控制参数应随着系统变化而做出调整。PID控制算法仅仅是基于数学模型的控制算法,适用于模型参数为非时变的情况,不适用于参数时变的系统模型,不能满足钢包精炼炉电极调节系统的控制要求。
模糊控制器的系统简单且透明,不需要建立被控制对象的数学模型,但由于没有积分环节,稳态精度不高,而且控制规则一旦确定,无法在线调整,不能很好地根据情况做出相应的变化,同样也不适用于具有时变特点的电极调节系统。
针对上述情况,在PI控制器的基础上加入模糊控制器[3],对钢包精炼炉的电极控制系统使用模糊-PI复合控制器进行控制,同时将动态响应和稳态精度两方面的性能完美结合。
3 精炼炉电极调节模糊-PI控制系统
模糊-PI控制器由模糊控制器和PI控制器并联而成,通过控制程序实现两者间的切换。模糊控制器在系统误差较大时被接通,用于克服不确定因素的影响,以便获得良好的动态性能;PI控制器在系统误差较小时接通,以消除稳态误差[4]。
近年来,对于精炼炉的控制,模糊控制、PID控制、神经网络控制等多种控制[5]方式都有所采用,其控制器均为单模型控制。采用多模型控制的设计方案,也不过是根据精炼炉的不同冶炼特点进行控制,在不同的冶炼期采用不同的控制模型。在此通过了解,不同的电极位置对控制精度以及灵敏度的要求不同,对电极的控制过程是一个非线性的过程,故采用模糊-PI复合控制器,通过多模型控制方法,用多个线性模型逼近非线性过程。
3.1 控制系统的网络结构与配置
钢包精炼炉采用PLC控制。PLC的控制系统为主从式控制系统,有上位机和下位机两部分:上位机为控制中心的PC,主要有数据采集、监控以及算法计算等功能;下位机为PLC,主要功能为数据采集、逻辑判断以及输出信号。两者共同实现对钢包精炼炉的实时监控。
精炼炉的控制网络结构如图1所示。系统控制的网络核心选用基于西门子PLC系统的Profibus现场总线体系。控制网络主要由西门子S7-300和PC上的Wincc 6.0组态软件组成。从站由西门子S7-300 PLC、通讯模块IM 153-1和现场I/O站ET 200组成。现场I/O站ET 200实现对弧压、阻抗、弧流信号的采集,其后根据采集到的信号驱动液压缸的移动从而驱动电极,调节电极与钢水之间的位置。通过PLC对钢包精炼炉的加料系统、上料系统、吹氩系统、水冷系统、高压主回路计量与保护系统进行控制。
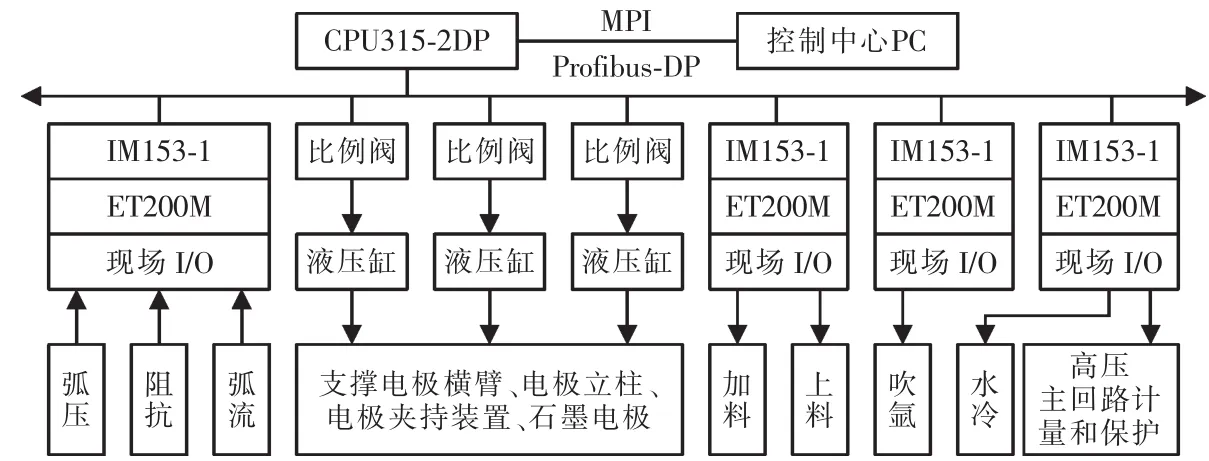
图1 精炼炉的控制网络Fig.1 Control network diagram of the refining furnace
西门子S7-300 CPU 315-2DP内有许多的PID模块,通过PID编程向导或者定义PID控制回路的参数,以及填写PID控制回路的参数,可以形成PI控制器。采用离散化位置式的功能块FB41,可实现PI控制器的功能。同样,通过PLC系统可实现模糊控制器。
3.2 模糊-PI控制器的构造
电极位置的调节是一个非线性的过程,电极在不同的位置,对精度和灵敏度有着不同的要求。具体如下:
(1)非起弧状态下的电极,要求电极有较快的速度进行升降,要求有较高的响应速度。
(2)起弧初始状态下的电极,要求有快速跟踪的特点,需要有较高的响应速度。
(3)接近目标弧长的电极,要求有较高的控制精度。
(4)吹氩条件下会出现强扰动,需要较准地调节,要求有较高的控制精度,否则可能发生电极短路。
在不同的电极位置,相应地采用不同的控制方法,模糊-PI控制器的具体控制如下:
(1)在电极刚下降的时候,此时偏移量比较大,电极与钢液面之间尚未产生电弧,需要提高起弧的速度,电极需要较快的速度下降。起弧后,吹氩会使钢液面的起伏较大,此时负偏移量也会较大,如果电极不能做出快速反应,可能导致短路。因此,需要较快的响应速度,对控制精度的要求不高。通过模糊控制器的控制,加快响应速度,达到快速调整的目的。
(2)电极的起弧长度接近目标弧长时,吹氩的影响相对较小,相对于反应速度,重点为控制精度。通过PI的控制,可实现对控制精度的提高。
(3)白渣精炼时,炉况较稳定,但需要有更高的控制精度,同样切换为PI控制。通过PI控制可满足对控制精度的高要求。
模糊-PI控制器的控制算法流程如图2所示。
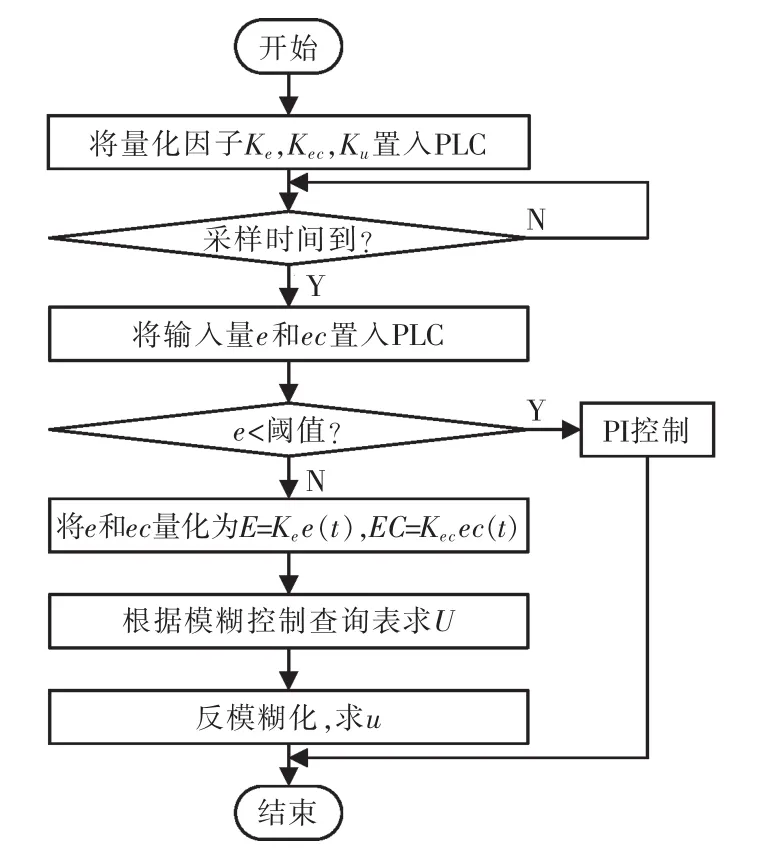
图2 模糊-PI控制器控制算法流程Fig.2 Fuzzy-PI controller control algorithm flow chart
3.3 模糊控制器
采用的模糊器为二维模糊器,电流偏差e、电流偏差变化率ec作为模糊器的输入变量,将模糊器进行模糊化、模糊逻辑推理、解模糊化等一系列操作,最后得到模糊控制器输出控制量即电极升降位移量u。
系统偏差与偏差变化率分别由语言变量模糊集合E和EC表示,输出模糊论域变量为U;系统偏差的量化因子、系统偏差变化率的量化因子以及输出比例因子分别为Ke,Kec,Ku。系统偏差的量化因子、系统偏差率的量化因子以及输出比例因子的取值不同,对控制器的影响极大,Ke选择的不同,会影响系统的超调;Kec的取值不同,同样会改变系统的超调,对系统的响应也会有区别;Ku的取值不合适时,有可能影响系统的振荡。因此,每个变量的取值需要综合多方面进行考虑,最终确定各个取值。
输入变量e的基本论域为

输入变量ec的基本论域为

输入变量e的模糊集为

输入变量ec的模糊集为

控制量u的模糊集为

之后,确定各变量的语言值及其隶属函数,并且根据工作人员的专业知识和操作经验确定合适的模糊规则表[6]。
4 模糊-PI复合控制器的仿真
1)模糊推理系统的建立
在Matlab命令窗口中点击fuzzy的选项进入模糊逻辑工具箱,在FIS Editor窗口中Edit选项下输入输入变量、输出变量的论域范围,设定e、ec、u的隶属函数等。
2)模糊控制规则的建立
点击Edit菜单下的rules,打开模糊规则编辑器,编辑“IF…THEN”形式的模糊控制规则,并保存在自定义的文件中[7]。
3)仿真框图的建立
点击进入Simulink环境,建立模糊-PI复合控制器的仿真系统结构[8],如图3所示。
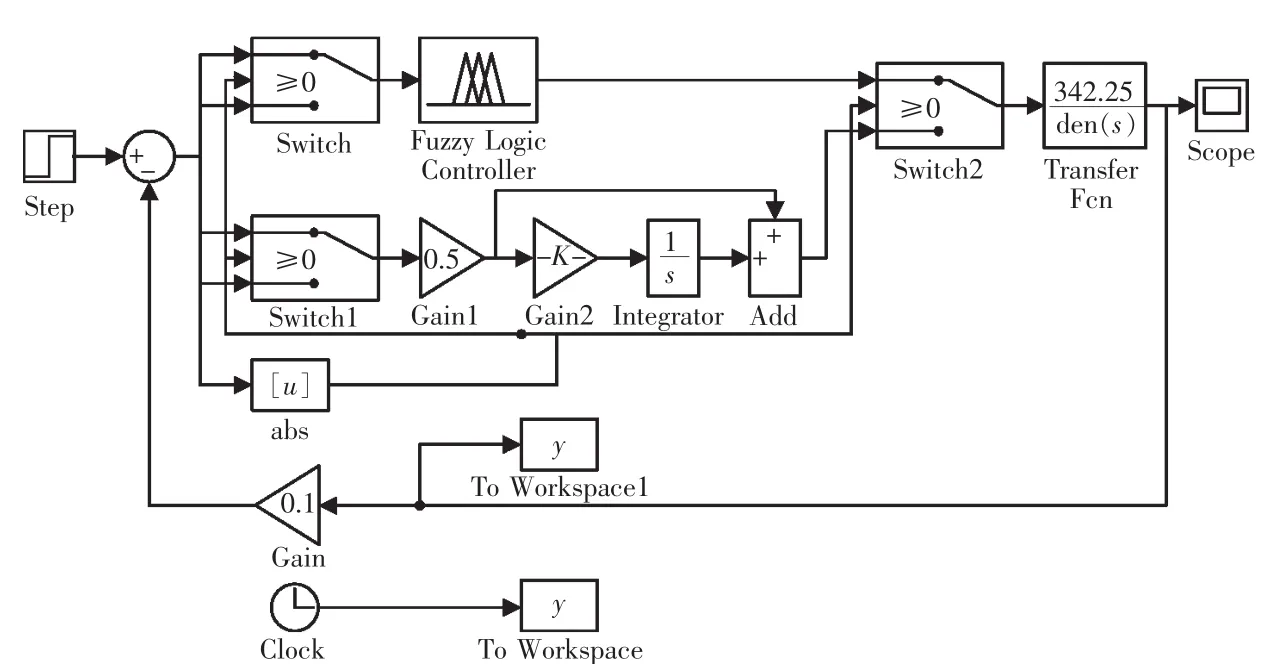
图3 模糊-PI复合控制器Simulink仿真模型FFig.3 Fuzzy-PI compound controller Simulink simulation model
4)仿真结果的对比
模糊-PI复合控制器与PID控制器的仿真[9]结果对比如图4所示。
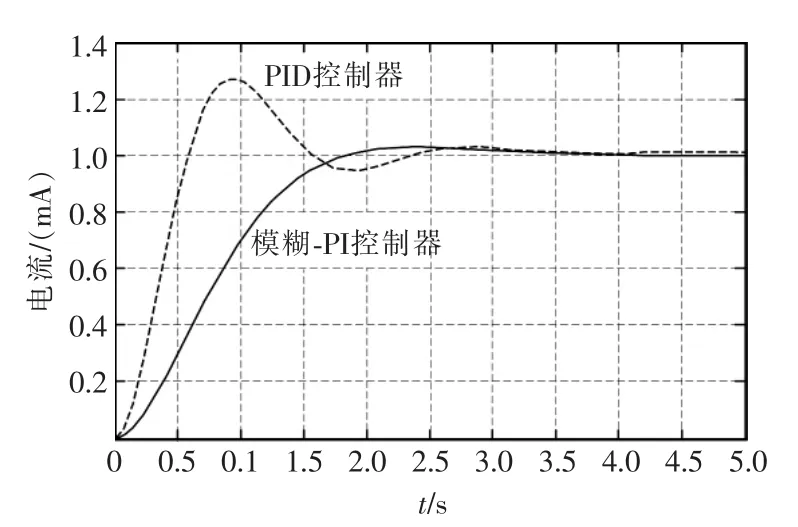
图4 仿真结果对比Fig.4 Simulation results comparison
5 结语
对于钢包精炼炉的电极控制,采用模糊-PI复合控制器,多个控制器在不同的情况下使用,可以更好地控制电极升降。对比模糊-PI控制器以及PID控制器在Matlab、Simulink环境下的仿真结果,模糊-PI控制器在动态性能,稳态性能方面都有较好的控制效果。
[1]马廷温.电弧炉炼钢学[M].北京:冶金工业出版社,1990:89-95.
[2]刘小河,程少庚,苏文成.三相电弧炉电气系统的模型探讨[J].西安理工大学学报,1988,4(1):76-85.
[3]李士勇.模糊控制、神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,1998.
[4]王耀,孙炜.智能控制理论及应用[M].北京:机械工业出版社,2014:40-41.
[5]李正国,罗安,陈瑞诺.智能集成控制在大功率电弧炉系统中的应用研究[J].信息与控制,2003,32(4):309-313.
[6]黄辉先.WEN Long-yue一类大滞后时间系统的智能PID控制[J].湘潭大学自然科学学报,2008,30(3):121-125.
[7]Zadeh L.A Fuzzy Sets and Their Application[M].New York:Academic Press,1975.
[8]赵导,齐晓慧.模糊-PI双模控制与模糊控制的仿真比较[J].科学技术与工程,2009,9(11):3097-3100.
[9]Tardiff D,Barton T H.A summary of resonant snubber circuits for transistors and GTOs[R].Industry Applications Society Annual Meeting,1989:1176-1180.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
山东冶金(2022年2期)2022-08-08
陶瓷学报(2021年4期)2021-10-14
上海交通大学学报(2020年7期)2020-08-03
宇航计测技术(2018年3期)2018-09-08
物联网技术(2017年7期)2017-07-20
电子制作(2017年22期)2017-02-02
铸造设备与工艺(2016年5期)2016-11-26
航天制造技术(2016年6期)2016-05-09
安徽冶金科技职业学院学报(2015年3期)2015-12-02
