
HAZOP在烷烃脱氢装置安全分析中的应用
2018-01-18 04:33宋蓉枫
自动化与仪表 2017年9期
宋蓉枫
(中建安装工程有限公司,南京 210000)
石油化工装置基本处于高温高压、连续运行的状态[1]。为了降低生产的风险、减少事故和职业危险,识别出系统中可能存在的设计缺陷、设备故障、作业过程中的人员失误等可能带来的各种后果,是非常必要的。因此,在生产装置投入前,进行全面的危险与可操作性HAZOP分析,并且提出控制或降低风险以及改善工艺系统可操作性的措施,从而防止事故的发生或减小事故可能的后果显得极为重要。
1 烷烃脱氢装置工艺特点
烷烃脱氢装置工艺流程包括烷烃脱氢预加氢部分、烷烃脱氢反应和C5C6异构化部分。
预处理部分采用北京安耐吉公司开发的石脑油加氢技术。采用传统加氢流程,在低空速、高氢分压和高氢油比下进行,用于生产低硫石脑油或重整原料预加氢精制。使用该技术可以有效地脱除劣质原料油中的有害物质,使加氢产品的硫、氮含量(质量分数)<0.5×10-6,满足烷烃脱氢装置长周期运行的需要。
烷烃脱氢反应部分使用石科院的烷烃脱氢技术和催化剂。采用催化剂两段装填、两段混氢工艺,第一和第二反应器装填PR-C催化剂,第三和第四反应器装填PR-D催化剂。两段装填技术与一段装填技术相比,可以充分发挥2种催化剂的各自优势,改善整个操作周期催化剂的选择性、活性和稳定性,增加烷烃脱氢产品收率,延长运转周期[2]。
C5C6异构化部分采用北京安耐吉公司开发的异构化改质技术。该技术以加氢精制过的混合C5C6组分为原料,在临氢的条件下,C5C6组分与含铂(钯)的强酸性催化剂接触所发生的结构异构化反应,将原料中低辛烷值的正构烷烃馏分改质为辛烷值相对较高的异构烷烃,从而提高辛烷值。
2 危险与可操作性HAZOP分析
2.1 HAZOP方法基础
HAZOP方法是基于这样一个概念,即各个专业、具有不同知识背景的人员所组成的分析团队一起工作,比独自一人工作更具有创造性与系统性,能识别更多的问题,其具体形式为头脑风暴[3]。
使用的概率公式为
式中:P(A∥B∥C)为 A、B、C 并行工作时正确完成功能的概率;P(A)、P(B)、P(C)分别为 A、B、C 正确完成功能的概率。
显然
2.2 HAZOP分析简介
HAZOP分析是一种用于辨识设计缺陷、工艺过程危害及操作性问题的结构化分析方法。该方法的本质是由各专业人员组成的分析团队,按规定的方式系统地研究每一个单元即分析节点,分析偏离设计工艺条件的偏离所导致的危险和可操作性问题。表1所示为HAZOP分析表。

表1 HAZOP分析表Tab.1 HAZOP analysis table
HAZOP原理为从偏离出发,反向检查分析导致偏离的原因,正向检查偏离导致的不利后果,识别现有的安全措施,进行风险评估,如果风险不可接受则提出相应的建议措施。
2.3 HAZOP分析流程
HAZOP分析需要将工艺图或操作规程划分为分析节点或操作步骤,然后用引导词找出过程的危险,得到偏离的原因、后果、安全措施、建议等结果。HAZOP分析的流程如图1所示。
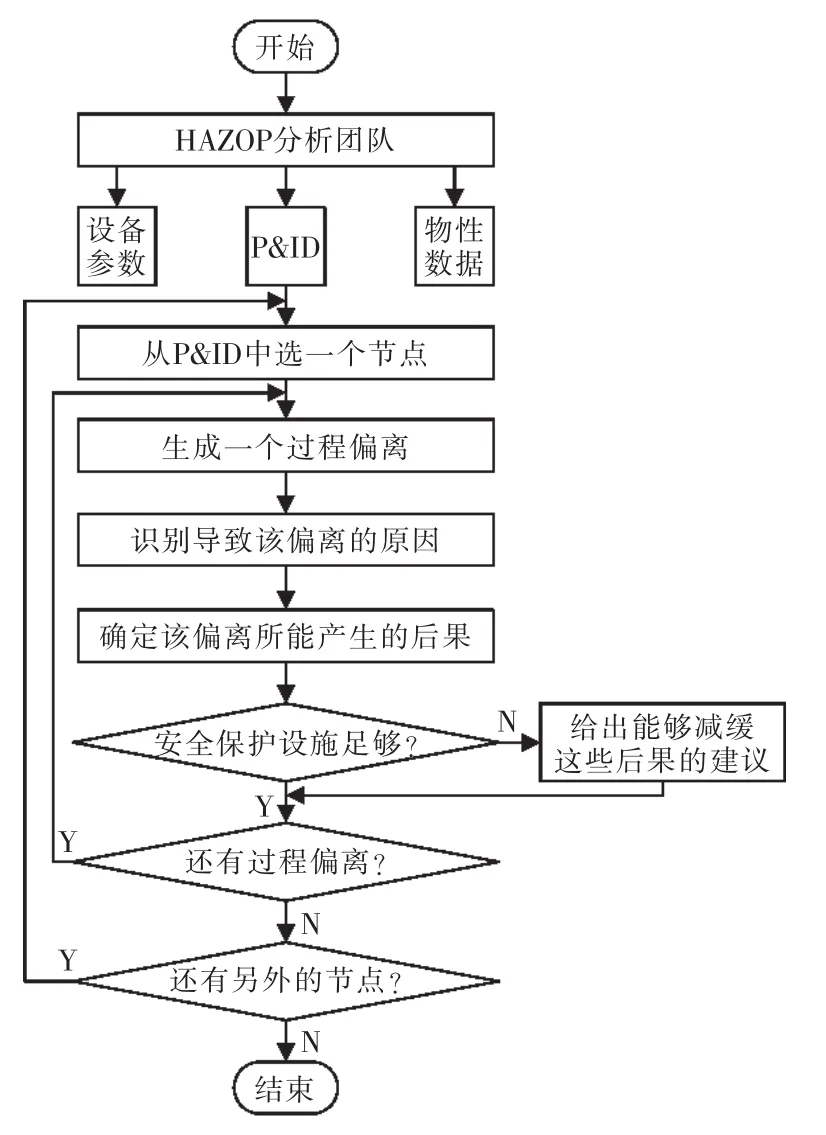
图1 HAZOP分析流程Fig.1 HAZOP analysis flow chart
3 使用HAZOP对烷烃脱氢装置进行分析
HAZOP可应用在系统的整个生命周期,包括概念和定义阶段、设计和开发阶段、制造和安装阶段、操作和保养阶段、停止使用和报废阶段等各个阶段[4]。在此所举的烷烃脱氢装置HAZOP分析应用实例,是在装置的详细工程设计阶段。
3.1 划分节点
节点指工艺或操作中的特殊点,将系统划分成节点时一般会综合考虑节点的目的与功能、节点物料及合理的切断点等因素,常见的节点类型有反应器、容器、塔、管线、换热器、加热炉、泵、压缩机以及它们的结合等。
根据对工艺过程的理解和应用实践,将该装置工艺系统共划分了14个节点,如表2所示。
3.2 确定节点偏离
对于每一个节点,HAZOP分析组以正常操作运行的工艺参数为标准值,分析运行过程中工艺参数的变动(即偏离),这些偏离通过引导词和工艺参数引出。确定偏离最常用的方法是引导词法,即:偏离=引导词+工艺参数[5]。
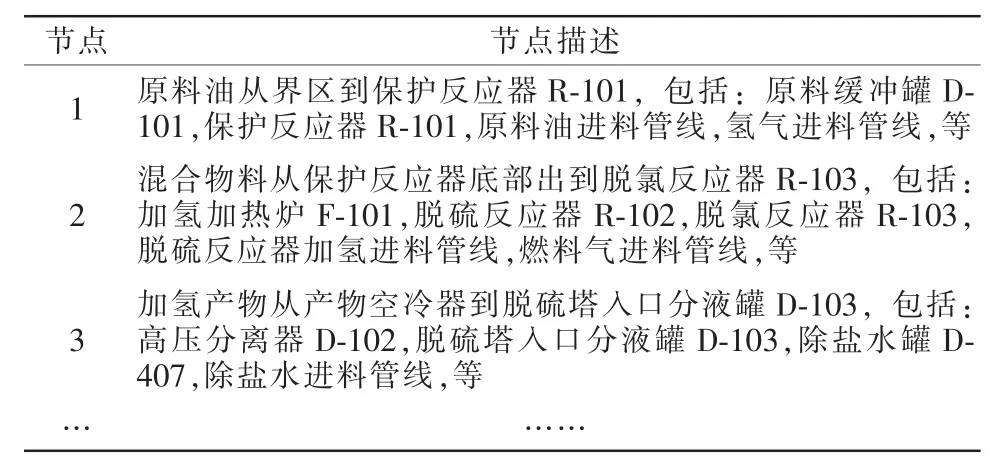
表2 节点描述示例Tab.2 Node description example
根据对过程的理解,HAZOP主席依据一些规则过滤了一些偏离。在此HAZOP分析共使用参数19个,偏离30个,如表3所示。
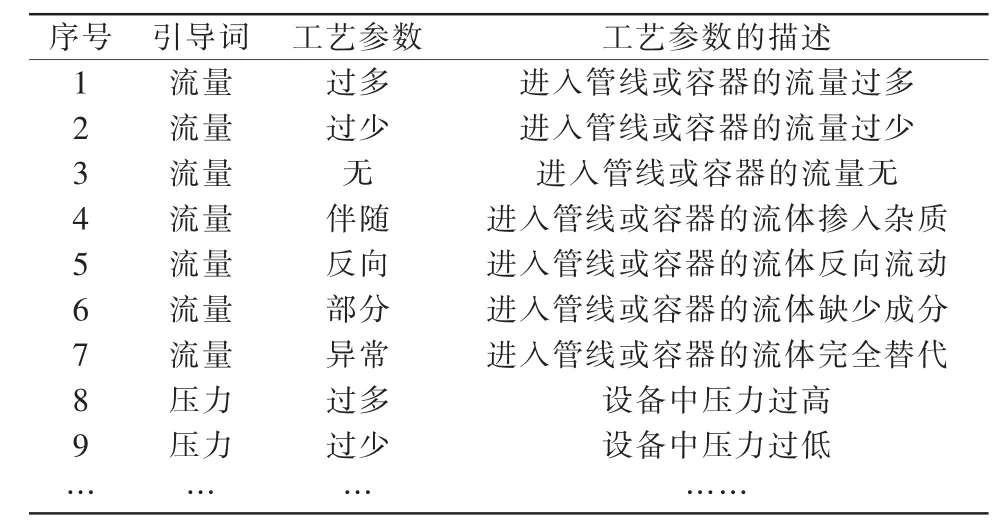
表3 偏离及描述示例Tab.3 Deviation and description example
3.3 HAZOP分析
3.3.1 偏离原因分析
通过寻找节点内所有可能导致偏离出现的影响因素,就可以确定导致偏离发生的具体原因。其原因可能是设备故障、人为失误、控制仪表故障、不可预见的工艺状态(如组分变化)等。应该注意的是,引起偏离的原因不是导致后果的原因,原因应在节点内寻找,还要关注P&ID以外的可能引起偏离的原因。
3.3.2 偏离后果分析
分析时首先应假设所有保护措施都失效,造成工艺危害事故的后果。工艺单元内偏离一旦出现,偏离的情况不同,对整个工艺系统影响的程度也不同。分析团队应仔细推敲偏离程度,并结合所掌握的工艺和设备、物料介质等相关信息,判断出偏离可能的影响后果。由此,在对偏离进行后果分析时,除了依靠分析团队成员的经验,还要求分析团队从偏离的最严重的后果去考虑。
3.3.3 风险矩阵的应用
将风险矩阵应用于HAZOP分析,结合风险矩阵,利用事故的后果严重等级和事故发生频率等级在风险矩阵中计算事故的风险等级。利用表4所示风险矩阵,后果从人员伤害、财产损失、环境影响等3个方面进行评估;可能性存在8个方面,即从极不可能的、很稀少的、稀少的、也许的、可能的、非常可能的、经常的、非常频繁的。
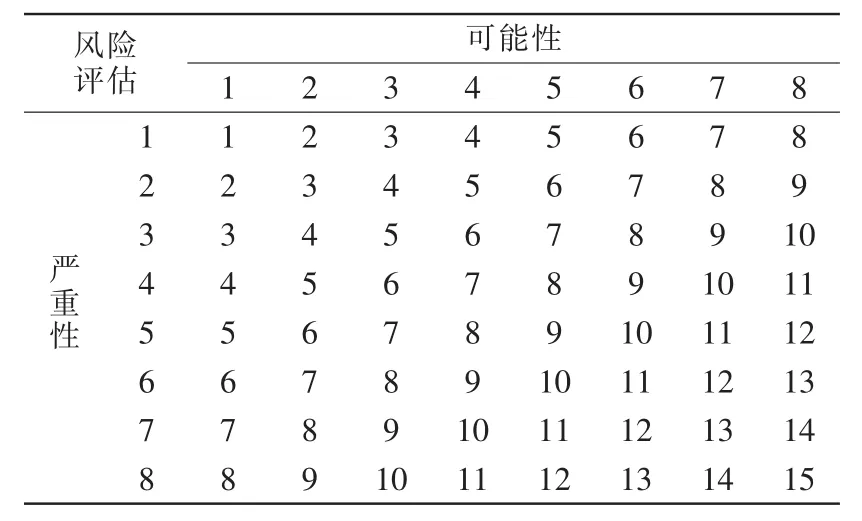
表4 风险评估等级Tab.4 Risk rating scale
根据表4,业主方可以接受的风险等级为≤7级,>7级的风险表示企业不可接受。
3.3.4 安全措施分析
安全措施是指设计的工程系统、调节控制系统以及管理系统,用以避免或减轻偏离发生时所造成后果的可能性与严重度。安全措施分为防止措施和减缓措施。防止措施是防止一个或更多的严重失事点的发生,如指示、报警、自动调节、联锁、操作规程等。减缓措施的作用是减少一个失事点的后果严重度,是紧跟在失事点后面所做的安全措施,如安全阀、阻火器、泄漏/火灾检测报警仪、防爆墙、紧急响应、围堰、沙袋等。
3.3.5 建议措施
分析团队通过对目标装置单元进行HAZOP分析,根据剩余风险情况,提出建议措施。目的是提示目标装置内的隐藏风险,同时希望通过落实建议措施的实际行动,消除和降低潜在的工艺危害风险。
3.3.6 分析结论
分析团队对烷烃脱氢装置工艺系统进行了全面、系统的HAZOP分析,划分了14节点,对节点涉及到的偏离、原因、后果、保护措施进行了详尽的分析;提出了29条建议措施,其中包括总体类、设备(包括仪表、管线)相关的措施、DCS及SIS相关措施、确认核实类等。
表5给出了1节点的1个偏离的HAZOP分析报告示例。

表5 HAZOP分析报告示例Tab.5 HAZOP report example
表5中:
(1)L为原因发生的频率,数字1~8分别对应:1.极不可能的;2.很稀少的;3.稀少的;4.也许的;5.可能的;6.非常可能的;7.经常的;8.非常频繁的。
(2)S为后果的严重性,数字1~8分别对应:1.可以忽略的;2.轻度;3.中度;4.高度;5.重大;6.扩大的;7.严重;8.极度严重。
(3)RR为原始最高风险等级,为假设所有现有保护措施失效的情况下评估出来的风险级别。
(4)RR1为剩余最高风险等级1,为现有安全措施起作用后的风险级别。
(5)RR2为剩余最高风险等级2,为现有安全措施以及所提建议措施起作用后的风险。
(6)事故剧情的风险等级以数字表示,就是根据频率和严重性可以在风险矩阵里得到1个相应的数字,括号内的数字为后果的分类:1.人员;2.财产;3.环境。
例如,表5中的频率6和严重性5落在表4所示风险矩阵的“10”格内;其 RR 为 10(1);显示出的RR1为7(1),这是考虑到安全措施后的风险等级,对原因发生的频率和后果的严重度分别进行消减;RR2为6(1),是考虑到建议措施后的风险等级。根据表4,业主方可以接受的风险等级≤7级,>7级的风险企业不可接受,反应了该建议措施所对应问题的严重程度,因此也代表了建议措施实施执行的优先等级。
4 结语
通过HAZOP分析,识别出系统中可能存在的设计缺陷、设备故障、作业过程中的人员失误等可能带来的各种后果;提出控制或降低风险以及改善工艺系统可操作性的措施,从而防止事故的发生或减小事故可能的后果;对每一个“原因-后果”对偶形成的危险进行了风险评估。
为了以后进一步提高HAZOP分析的效果,更好地利用分析结果,建议将HAZOP分析的记录结果应用于后续的操作人员培训中,以使分析团队的经验得以掌握,提高操作人员分析问题和解决问题的能力;建议依据HAZOP分析结果进行操作规程的编写或完善;在安装施工前应该进行一次HAZOP分析回顾,尽可能避免安装施工阶段可能出现的变更;对于HAZOP分析结果中风险较高的事故剧情进行保护层分析LOPA,进一步定量确定安全措施能否使风险降低到企业可接受程度。
[1]张亦林.HAZOP技术在华工该装置中的应用[J].石油化工自动化,2012,48(5):33-36.
[2]肖金胜.PRT重整催化剂在沧州的工业化应用[J].石油化工设计,2014,34(1):28-31.
[3]张英太.危险与可操作性研究(HAZOP)在石化装置风险评估中的应用[D].北京:北京化工大学,2011.
[4]张长江.催化重整装置的HAZOP应用[J].现代职业安全,2013,23(4):84-85.
[5]姜巍巍,赵文芳,李奇,等.环氧乙烷罐区HAZOP风险分析及后果模拟[J].工业安全与环保,2007,33(2):143-155.
猜你喜欢
消费电子(2022年5期)2022-08-15
纺织标准与质量(2022年3期)2022-08-10
快乐语文(2021年31期)2022-01-18
今日农业(2020年15期)2020-12-15
中华建设(2019年7期)2019-08-27
中华建设(2019年7期)2019-08-27
高中生学习·高一版(2017年11期)2018-01-15
家教世界·创新阅读(2017年8期)2017-08-09
数理化学习·高一二版(2009年7期)2009-11-23
中学生数理化·高二版(2008年2期)2008-10-19
