专用机床夹具设计的方法与技巧
2018-01-17 02:07:02夏宝林
四川职业技术学院学报 2017年6期
夏宝林
(四川职业技术学院机械工程系,四川遂宁629000)
机床夹具是机械制造业中十分重要的工艺装备,夹具设计是机械制造类工程技术人员和学生必备的一种专业技能;AutoCAD是工科专业的学生或工程技术人员运用十分普遍的一种绘图和设计软件,其二维绘图的功能十分强大;掌握机床夹具的设计步骤和装配图的绘制方法,巧妙的运用软件的功能,能大大缩短设计周期,提高机床夹具的设计效率。
1 机床夹具的设计步骤、方法与技巧
1.1 设计步骤与方法
1.1.1 定位装置设计
定位装置应使工件定位方便、稳定,并满足工件的加工要求;根据工件的加工要求,分析应该限制哪些自由度,再结合零件的结构特点和生产条件,确定其定位方案,选择工件的定位类型。绝对不能出现欠定位,需要采用重复定位时应消除其可能产生的不良后果;结合零件的定位基准或基面的特点,选择或设计定位元件,确定其结构与尺寸;通过定位误差(△D)的分析和计算,判定定位质量是否可行。一般通过△D≤T/3判定,如果不能满足要求则应修改定位方案或提高定位副的制造精度。
1.1.2 夹紧装置设计
夹紧装置应保证定位可靠,保证工件的装夹刚性和自身刚性,适应生产条件要求。
根据夹紧力的作用点和方向的确定原则,确定夹紧力的着力点和方向;根据切削力确定所需夹紧力;根据生产条件和夹紧力的大小确定夹紧机构的类型。夹紧行程不大和夹紧力较小可选择斜楔夹紧机构或偏心夹紧机构;夹紧行程大和需较大夹紧力应选择螺旋夹紧机构;需要以回转中心或对称中心平面定位时,可采用定心夹紧机构;多件、多方向夹紧或要较高的夹紧效率时,可采用联动夹紧机构;根据所需夹紧力的大小及零件夹紧部位的结构特点,确定夹紧元件的结构和尺寸;单件、小批量生产或流水线作业时,可采用手动夹紧;自动线或生产效率要求高时,可采用气动或液动夹紧,切削力不大且稳定应采用气动,否则采用液动。
1.1.3 对刀、导向装置设计
根据工件的加工表面及要求确定对刀、导向方式。对刀装置铣床夹具用;导向元件是钻模与镗模用,钻模用钻模板与钻套,镗模用镗模支架和镗套;再根据加工表面的形状及加工要求选择或设计对刀、导向元件的类型,并确定相关尺寸;计算或确定对刀误差(△T),其与夹具的安装误差(△A)之和不能超过工件公差的三分之一;加工精度高于IT7的铣床夹具和数控加工设备一般不设计对刀、导向装置。
1.1.4 其他元件或装置设计
应结合工件加工要求、夹具重量、夹具类型及工件的安装状况进行设计。一次装夹完成多个部位或多个表面加工的需设计分度装置;重型夹具应设计起吊装置;自动线夹具或一面两销定位(定位销与定位孔有相对运动时),应设计预定位装置;工件以一面两销定位,需吊装时,应设计抬起机构。
三轴及以下联动的数控机床,不设计直线分度装置。三轴以上联动的数控机床不设计分度装置。
1.1.5 夹具体设计
夹具体的形状和尺寸主要取决于工件的轮廓尺寸和各类元件与装置的布置情况以及加工性质等。;铸造夹具体的壁厚应尽可能均匀,其上安装其他元件的位置应铸出3~5mm高的凸台,同一表面的凸台高度应一致,凸台的轮廓尺寸应比安装元件的尺寸略大;夹具体与机床连接部分的结构尺寸应与机床的相应结构尺寸一致。
1.1.6 连接元件设计
连接元件是保证夹具与机床之间相对正确位置的元件。一般只有铣床夹具和车床夹具才有。车床夹具的连接元件是过渡盘。当精度要求较高或需重新设计制造时,应将其与夹具体作为一体,以减少安装误差。铣床夹具的连接元件为定向键。大重型及加工精度高于IT7的铣床夹具不设计连接元件,应在夹具体上设计一找正凸台面。
1.2 设计的技巧
收集与设计相关的各种资料。一般包括:机械制图、公差与配合国家标准,机床夹具设计手册,夹具所安装设备的主参数及与夹具连接部分的结构、尺寸,夹具结构图册,AutoCAD软件运用资料等;尽可能采用类比法设计,或尽量采用标准元件,不能使用标准元件时才参考标准元件进行非标准元件设计;加工批量不大及加工精度要求不高的工件,尽可能使夹具结构简单。采用不完全定位可以保证时,就不用采用完全定位实现。
2 夹具装配图的绘制步骤与技巧
2.1 绘制步骤
绘制夹具装配图时,一般按照下列顺序进行:绘制工件的轮廓图→绘制定位装置→绘制夹紧装置→绘制对刀、导向装置→绘制其他元件或装置→绘制夹具体→绘制连接元件→标注尺寸及形位公差→填充剖面线→编制零件明细及技术要求。
2.2 绘制技巧
工件轮廓图应以面对操作者的视图作为主视图,再根据投影关系确定其他视图;工件的轮廓用双点画线绘制,其视为透明体,不遮挡其他元件的投影。如图1所示。工件轮廓及非标准件绘制好后,为了便于拾取和移动和修改。应将其复制粘贴为块。AutoCAD软件一般没有标准件库,常用的标准件,应设置为外部块,便于长期使用。当需要作部分修改时,可将其选中分解后再复制粘贴为块。装配图应表达清楚工件定位、夹紧情况和装配关系,并允许标注五大类尺寸及公差。如图1、图2所示。
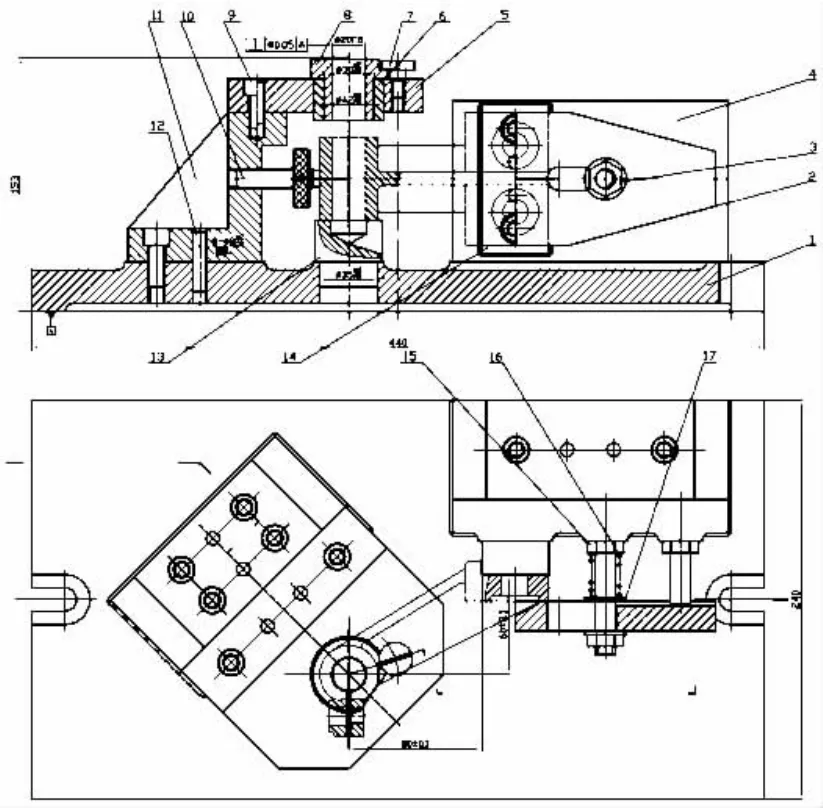
图1 尺寸公差标注
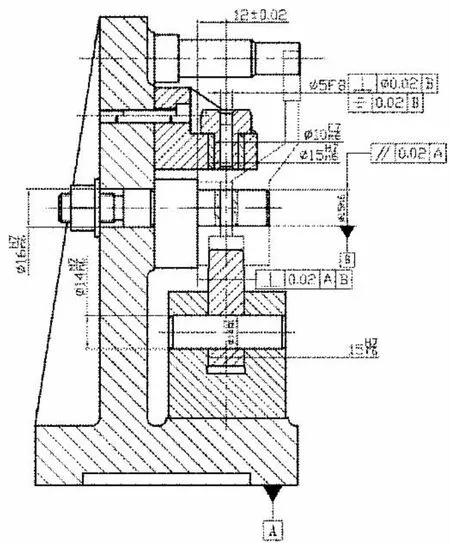
图2 形位公差标注
非回转体夹具标注长、宽、高尺寸,回转体则标注长度与直径。定位销、心轴、半圆套、定位套定位时,应标注工件与定位元件的配合尺寸及公差;V型块定位时,应标注V型块的定位高度尺寸及公差。对刀块工作表面至定位元件工作表面的尺寸及公差以及塞尺的尺寸及公差;钻套或镗套与定位元件之间的尺寸及公差,钻套或镗套之间的尺寸及公差;钻套或镗套与刀具配合部分的尺寸及公差。过渡盘与车床主轴前端连接部分的尺寸及公差;定向键与T型槽配合部分的尺寸及公差。用于确定夹具元件在夹具上的正确位置的配合尺寸及公差。
2.3 夹具装配图上允许标注的三类形位公差
如图2所示。定位元件工作表面与夹具安装(或找正)基准之间的平行度或垂直度。导向元件与定位元件之间或导向元件之间的形位公差。
定位元件工作表面是平面时,应标注平行度或垂直度;定位元件为心轴、定位销、V型块、半圆套或定位套时,应标注对称度或同轴度、平行度或垂直度。或定位元件之间的平行度、垂直度。多个导向元件时,应标注导向元件之间的平行度或垂直度。
2.4 公差值的确定
尺寸、形位公差一般取工序尺寸要求的1/2~1/5。未注尺寸公差时,取±0.1mm。未注形位公差时,按GB1184中7、8级精度确定。夹具的公差都应在工件公差带的中间位置,即不管工件公差是否对称,都要将其化成对称公差,然后按上述要求确定。公差值必须满足工件的加工要求。
3 结束语
归纳总结出了夹具设计、装配图绘制与尺寸标注过程中非常实用的一些方法与技巧。
按照上述方法进行夹具设计,可以避免重复工作和不必要失误,能大大提高设计的效率。
为刚参加工作者以及在校学生在进行夹具设计时,提供十分丰富可借鉴的经验。
[1] 王光斗.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[2] 杨金凤.机床夹具及应用[M].北京:北京理工大学出版社,2011.
[3] 董祥国.Auto CAD2014应用教程[M].南京:东南大学出版社,2014.
猜你喜欢
疯狂英语·新悦读(2023年9期)2023-12-02 17:36:34
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
童话世界(2018年17期)2018-07-30 01:52:02
制造技术与机床(2017年10期)2017-11-28 05:20:46
综合智慧能源(2017年10期)2017-01-18 22:07:15
高中生·天天向上(2016年10期)2016-11-23 09:02:08
综合智慧能源(2016年1期)2016-02-03 10:04:44
中国卫生(2014年9期)2014-11-12 13:02:00