聚合物在气体辅助注射成型中结晶形态的控制
2018-01-15 09:25:00冯建明
实验科学与技术 2017年6期
冯建明
气体辅助注射成型 (GAIM)是在常规注射成型 (CIM)的基础上发展而来的一种新型的成型加工方法,具有成型周期短、节省原料、降低锁模力、减少残余应力及制件尺寸稳定性好等优点[1-2],受到了广泛关注。在气辅成型过程中,首先将一定量的聚合物熔体注入模具型腔中,其次将高压惰性气体 (通常为N2)注入模具型腔,穿透并推动聚合物熔体,直至熔体充满整个模具型腔,之后在高压气体的保压作用下熔体逐渐冷却固化,最后排出气体并开模取出制件,气辅成型的主要过程如图1所示[3]。目前,该成型技术已应用于制备汽车部件、电子器件、家电、办公自动化设备、建筑材料等塑料制品领域。
与CIM相比,由于引入了气体穿透,聚合物熔体在GAIM成型过程中经历了更为复杂的外场作用,即GAIM的成型过程是在刚性模壁和柔性高压气体的双重约束界面的作用下完成的,使得熔体流动过程更为复杂。并且更多的工艺参数 (如熔体温度、模具温度、气体压力、气体延迟时间和气体注射时间等)被引进[4-6],这样,CIM的成型工艺不能简单地运用于GAIM,需对GAIM做深入的探讨研究。GAIM的研究始于20世纪90年代,并主要集中在气体辅助注射成型过程的数值模拟、制品的形状设计、成型制品的缺陷预测等方面[7],而对于GAIM制品形态结构的研究甚少。
正所谓结构决定性能,本研究主要集中向聚丙烯中引入PC微纤,在气体辅助注射成型中通过外场的有效调控,来控制iPP/PC微纤制品内部的形态结构,进而研究形态结构与性能的关系,建立外场-形态结构-性能的关系。在本次试验中学生不仅能够学习外场条件对聚合物形态结构的影响,还能了解力学性能对聚合物形态结构有着怎样的依赖关系。目的是强化学生的专业知识,提高学生的专业素养和创新能力。
1 实验材料及实验设备
1.1 实验材料
等规聚丙烯(iPP:T30s)和聚碳酸酯 (PC)。
1.2 实验设备
双螺杆挤出机(TSSJ-25),单螺杆挤出机(LSJ-20),注射机(PS40E5ASI)及控压装置(MPC-01)。

图1 GAIM的示意图
2 实验测试与表征
SEM测试在美国FEI公司INSPECT F型号上进行测试,2D-SAXS是在上海光源18LB工作站进行测试,拉伸性能是在英斯特电子拉伸机 (型号:5567)上进行测试。
3 GAIM制品的制备
首先将PC放入烘箱中干燥12小时,将iPP和PC干混,然后利用双螺杆挤出机降低熔融共混等到iPP/PC共混物,再利用单螺杆挤出机进行热拉伸纤维化制得iPP/PC微纤共混物,最后利用GAIM分别制备GAIM iPP制品和GAIM iPP/PC微纤复合材料,同时利用常规成型制备CIM iPP制品和CIM iPP/PC微纤复合材料作为对比试验,分别命名为GPP、GPP/PC、CPP和CPP/PC。
4 结果与讨论
4.1 SEM分析

图2 两组共混物中PC相的形态图

图3 两组制品的形态结构图
如图2(a)所示,经历双螺杆共混后,iPP/PC共混物呈现典型的海岛结构,PC相一球形颗粒形式分散在iPP基体中,该共混体系经历热拉伸微纤化后PC相由球形颗粒状转变为纤维状,并均匀地分散在iPP基体中,由于PC微纤跨越整个视野,所以其长度很难得到,经统计PC微纤的直径在200 nm~800 nm之间,利用热拉伸微纤化技术成功获得了iPP/PC微纤共混物。
如图3所示,为普通注射成型制品,图(a)的CIM iPP制品中仅能观察到球晶结构,α球晶的尺寸大约10μm。在GAIM iPP/PC微纤复合材料中,同样只能观察到α球晶结构,α球晶跨越PC微纤生长。这是由于在普通注射成型中,由于聚合物熔体受到的剪切作用小,同时慢的冷却速率导致聚合物熔体在高温停留的时间较长,分子链即使取向也很容易被松弛掉,最后形成普通的球晶结构。而在气体辅助注射成型样品中,如图4所示,对GAIM iPP制品,在气道层观察到普通的球晶结构。在气道层熔体受到较小的剪切只能得到少量的取向分子链,同时由于慢的冷却速率使熔体长时间停留在高温下,使得取向分子链松弛掉[8],这两种因素的协同作用导致了普通球晶结构的形成。在表层和次表层可以观察到一定量的β柱晶结构,在次表层β柱晶含量明显要高于表层,这是因为在次表层聚合物熔体受到更强烈的剪切作用,然而强剪切又是诱导β晶形成的重要因素。与气道层相比较,在次表层和表层表现出不同结晶形态的原因是气体穿透一次熔体的过程中,在表层和次表层熔体受到强烈的剪切作用,导致分子链取向,同时快的熔体冷却速率使得大部分取向分子链能够保留下来,最终形成取向结晶结构[5]。对于GAIM iPP/PC微纤制品,在气道层主要还是形成球晶结构,与GPP相比,球晶结构的尺寸明显要小。在次表层可以观察到β晶在PC表面附生生长,形成了横晶结构,在表层观察到同样的形态,不同的是β晶生长得更加完善,跨越了多根PC微纤。这种结构的形成可能对制品力学性能有着极大的提升,因为β晶可以提高制品的韧性,PC微纤可以促进制品的刚性和强度,两者的协同作用可以使复合材料刚韧兼备。

图4 GPP和GPP/PC的SEM图
总之,与普通注射成型相比较,在气体辅助注射成型中,由于特殊的外场耦合作用,更加丰富的结晶结构形成,通过PC微纤的引入,形成了特殊的结晶结构,即β横晶结构,这种结构的形成可能极大地提升制品的力学性能。
4.2 2D-SAXS分析
利用小角散射进一步地表征4组制品的形态结构,如图5所示,对于普通注射成型样品,表层在子午线方向可以观察到叶片状的光斑,这表明在该区域形成了取向片晶结构,而在芯层只能观察到圆形的光环,这表明在芯层仅仅形成了球晶结构。对于GPP/PC制品,在表层不仅能观察到叶片状的光斑,而且在赤道方向还可观察到类似三角状的尖峰光斑,这可能是在该区域形成了shish-kebab结构或者是PC微纤所导致的。相比与普通注射成型制品,GAIM制品在更加宽的区域形成了取向结构,尤其是GPP/PC制品,甚至在气道层都表现出一定的取向形态。从这个结果可以推断,GPP/PC制品的表层和次表层,不仅形成了β横晶结构,同时有大量的α横晶结构形成。
为了进一步研究4组制品的取向行为,利用2D-SAXS计算4组样品的取向度,结果如图6所示,对于普通注射成型制品,只有在表层表现较高的取向度,由于在熔体填充过程中,聚合物熔体与模壁相互作用使得聚丙烯分子链取向,同时表层快的冷却速率将取向分子链保留下来,最终形成较高取向的结晶结构,但是芯层取向度较低,其原因在前面提到过。而对于GAIM制品,在表层和次表层都表现出高的取向度。对于GPP制品,在气道层其取向度降低,但是对于GPPPC制品在气道层也表现出较高的取向度,这可能是由于PC微纤的引入导致剪切场的放大,即使在气道层熔体也受到较大的剪切作用[9-12],最后形成少量的取向结构。以上结果表明GPP/PC制品拥有最高的取向度,该结果与SEM结果完全一致。

图5 4组制品的小角散射图
4.3 力学性能分析
通过前面的结果,我们利用气体辅助注射成型制备了一种特定形态结构复合材料,我们希望这种结构能够表现出特殊的力学性能。如图7所示,为4组样品的应力-应变曲线,从图7中我们可以发现普通注射成型制品表现出较低的屈服强度、断裂伸长率和杨氏模量。而GPP不仅表现出较高的屈服强度,同时拥有很高的断裂伸张率,与GPP相比,GPP/PC断裂伸长率降低很多,这可能是由于iPP相与PC相之间的相容性较差导致的,但是其屈服强度大幅度的提高,这可能是大量取向结构和PC微纤共同作用的结果。与 CPP/PC相比较,GPP/PC仍然属于韧性断裂,而CPP/PC表现出脆性断裂,这可能是由于GPP/PC制品中形成一定量β横晶,增加了材料的韧性。由以上结果可知,在GAIM过程中,向iPP中引入PC微纤,形成了更多高取向结构,这种特定结构的形成大幅度地提高了制品的力学性能。
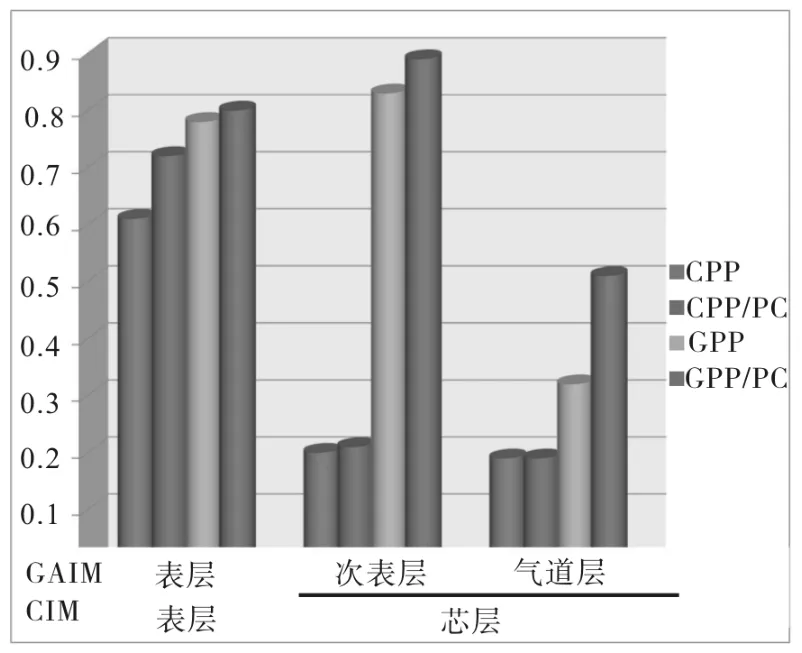
图6 4组制品不同区域的取向度
5 结束语
本实验是在聚丙烯基体中引入PC微纤,并在气体辅助注射成型中通过外场的调控,控制制品内部的形态结构,使得制品内部形成了特殊的层次结构,在表层和次表层形成α横晶结构及β横晶结构,在气道层形成了球晶结构。与普通的注射成型制品相比,这种特殊的层次结构对制品的力学性能有着极大的促进作用。通过以上实验建立了外场-形态结构-力学性能之间的关系。这次试验不仅能够强化学生的专业知识,还能使学生清晰地理解高分子加工的本质。
学生还可以自行设计结构,进而拟定实验方案、决定实验条件进行实验,锻炼学生的动手能力与创新能力。

图7 4组制品的应力-应变曲线
[1]LI C,ISAYEV A.Primary and secondary gas penetration during gas-assisted injection molding.Part I:Formulation and modeling[J].Polymer Engineering and Science,2004,44(5):983.
[2]CHEN S,HSU K F,HSU K S.Analysis and experimental study of gas penetration in a gas-assisted injectionmolded spiral tube[J].Journal of Applied Polymer Science,1995,58(4):793.
[3]ZHENG G Q,HUANG L,YANG W,et al.Hierarchical crystalline structure of HDPE molded by gas-assisted injection molding[J].Polymer,2007,48(19):5486-5492.
[4]XIA X C,ZHANG Q P,WANG L,et al.Role of gas cooling time on crystalline morphology and mechanical property of the HDPE parts prepared by gas-assisted injection molding[J].Colloid and Polymer Science,2014,292(5):1129-1142.
[5]XIA X C,ZHANG Q P,WANG L,et al.Extension of the orientation region of high density polyethylene molded by gas-assisted injection molding:control of the thermal field[J].Polymer International,2014,63(12):1997-2007.
[6]WANG L,YANG M B,ZHANGQ P,et al.Hierarchical crystalline structures and dynamic mechanical properties of injection-molded bars of HDPE:attributes of temperature field[J].Polymers for Advanced Technologies,2013,24(6):541-550.
[7]CHEN SC,HU SY,JONG W R.Integrated simulations of structural performance,molding process,and warpage for gas-assisted injection-molded parts.III.simulation of cyclic,transient variations in mold wall temperatures[J].Journal of Applied Polymer Science,1999,71(2):417-428.
[8]ZHANG Q,WANG L,XIA X,et al.Tailoring the crystalline morphologies and mechanical properties of highdensity polyethylene parts by a change in the fluid flow pattern under gas-assisted injection molding[J].Journal of Applied Polymer Science,2014,131(11):2928-2935.
[9]XIA X C,ZHANG Q P,WANG L,et al.The complex crystalline structure of polyethylene/polycarbonate microfibril blends in a secondary flow field[J].Macromolecular Chemistry and Physics,2014,215(11):1146-1151.
[10]XIA X C,YANG W,ZHANG Q P,et al.Large scale formation of various highly oriented structures in polyethylene/polycarbonate microfibril blends subjected to secondary melt flow[J].Polymer,2014,55(24):6399-6408.
[11]ZHENG G.,YANG W,LIU C,et al.Transcrystallinity in a polycarbonate(PC)/polyethylene(PE)blend prepared by gas-assisted injection molding:a new understanding of its formation mechanism[J].Journal of Macromolecular Science,2008,47(5):829-836.
[12]XIA X C,YANG W,LIU Z Y,et al.Strong sheardriven large scale formation of hybrid shish-kebab in carbon nanofiber reinforced polyethylene composites during the melt second flow[J].Physical Chemistry Chemical Physics,2016,44(18):30452-30461.
猜你喜欢
复旦学报(自然科学版)(2022年6期)2023-01-31 04:48:36
复旦学报(自然科学版)(2022年6期)2023-01-31 04:48:36
国际皮肤性病学杂志(2022年1期)2022-04-15 04:08:02
海洋石油(2021年3期)2021-11-05 07:43:10
河北环境工程学院学报(2021年1期)2021-03-19 08:43:00
现代食品科技(2018年12期)2019-01-07 12:00:18
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13