
冷榨芝麻油微胶囊的制备
2018-01-09 10:41魏安池代慧慧代红丽张雷雷汪学德
河南工业大学学报(自然科学版) 2017年6期
魏安池,代慧慧,代红丽,张雷雷,汪学德
(河南工业大学 粮油食品学院,河南 郑州 450001)
冷榨芝麻油微胶囊的制备
魏安池,代慧慧,代红丽,张雷雷,汪学德
(河南工业大学 粮油食品学院,河南 郑州 450001)
为了提高冷榨芝麻油的稳定性和实用性,以明胶和阿拉伯胶为壁材、冷榨芝麻油为芯材,采用复合凝聚法制备微胶囊化冷榨芝麻油。以微胶囊的形态、包埋率、产率及载量为指标,通过单因素试验研究了壁材质量分数、壁芯比、pH值、搅拌速度、凝聚时间以及TG添加量对包埋效果的影响。在此基础上,采用响应面分析法确定了复凝聚法制备冷榨芝麻油微胶囊的最佳工艺条件:壁材的质量分数0.76%,壁芯比2.24∶1,凝聚pH值3.99,搅拌速度400 r/min,凝聚时间20 min,TG添加量15 U/g。复凝聚法制备的冷榨芝麻油微胶囊的包埋率达到91%以上,是一种较好的微胶囊制备方法。
冷榨芝麻油;微胶囊;复凝聚法;制备
0 引言
冷榨芝麻油的不饱和脂肪酸高达80%以上,且富含木酚素类物质,具有很高营养价值和较强的保健功能[1-2]。研究表明,冷榨芝麻油具有降血脂、防衰老、保护肝脏、抗癌等作用[2-3]。冷榨芝麻油也因其怡人的清香和纯正的口感而广受人们的喜爱。但冷榨芝麻油存储稳定性和氧化稳定性较差,风味成分容易挥发损失,在一定程度上影响了冷榨芝麻油的储存和应用。油脂的微胶囊化是用于食用油脂深加工的新技术,在增强油脂的稳定性、改善油脂的应用效果和储运特性等方面具有重要作用。油脂的微胶囊化方法有多种,其中常用的有喷雾干燥法和复凝聚法。前者是利用干燥固化的原理,工艺较简单,但设备体积大,能耗高,包埋率较低;后者是利用水溶液中复合壁材之间电荷的作用导致壁材溶解度降低而凝聚并形成微胶囊析出,芯材的密封性好,产率和包埋率较高[4]。同时,由于干燥前分离除去了绝大部分的液态水,因此所需干燥脱除的水分少,耗能较低。本文采用复凝聚法制备冷榨芝麻油微胶囊,并通过响应面分析对工艺条件进行优化,取得了较好的效果,包埋率达到91%以上。
1 材料与方法
1.1 原料与试剂
冷榨芝麻油:金日食用油有限公司;猪皮明胶A 型(G)、阿拉伯胶(GA)、转谷氨酰胺酶(TG,120 U/g):食品级,上海鑫勇生物科技有限公司;氢氧化钠、冰醋酸、石油醚(30~60℃)、无水乙醇、盐酸等均为分析纯;水为蒸馏水。
1.2 仪器与设备
AL104电子分析天平:梅特勒-托利多国际贸易(上海)有限公司;HH-4数显搅拌水浴锅:江苏省金坛市友联仪器研究所;MS7-H550-Pro型LCD数控加热型磁力搅拌器:美国Scilogex;BT-1600颗粒图像分析系统:丹东百特科技有限公司;PHS-3E型pH计:上海佑科仪器公司;FM200型高速乳化剪切均质机:上海弗鲁克科技发展有限公司;LGJ-10C型冷冻干燥机:北京四环科学仪器厂。
1.3 试验方法
1.3.1 冷榨芝麻油微胶囊的制备
配制质量比为1∶1的G、GA作为复合壁材,加水溶解调制成一定壁材质量分数的水溶液,然后加入冷榨芝麻油,20 000 r/min均质乳化2 min。在40℃水浴、搅拌条件下用10%冰醋酸溶液调节pH值进行凝聚,凝聚一定时间后加入设定量的TG进行固化,固化温度为15℃,固化pH值为6.0(用10%氢氧化钠溶液调节),4 h后停止搅拌,静置分层,倾倒出上层清液,将沉淀于下层的凝聚微胶囊冻干即得产品。
1.3.2 单因素试验
在微胶囊制备的其他条件不变的情况下,依次考察以下条件对微胶囊制备效果的影响。(1)壁材质量分数分别为 0.5%、1.0%、1.5%、2.0%、3.0%;(2)壁芯比分别为 3∶1、2∶1、3∶2、1∶1、2∶3;(3)凝聚pH 值分别为 3.4、3.7、4.0、4.3;(4) 搅拌速度分别为 200 r/min、400 r/min、600 r/min;(5)凝聚时间分别为 10 min、20 min、30 min、40 min;(6)TG 的用量(以底物明胶的质量为基准,下同)分别为0 U/g、5 U/g、10 U/g、15 U/g、20 U/g、25 U/g。
1.3.3 响应面试验设计
根据单因素试验结果,采用Box-Behnken三因素三水平的响应面(RSM),以壁材质量分数、壁芯质量比、凝聚pH值为自变量,以冷榨芝麻油微胶囊的包埋率为评价指标响应值,分别进行二次多项回归方程拟合及优化分析。试验设计因素与水平编码见表1。

表1 响应面试验设计因素与水平编码Table 1 Factor level code of response surface design
1.3.4 冷榨芝麻油微胶囊包埋率的测定
包埋率参考文献[5]的方法进行计算,计算方法见公式(1)。

表面含油量的测定:依照文献[6]提供的溶剂浸泡渗透萃取方法测定。
样品总含油量的测定:酸水解法[7]。
1.3.5 冷榨芝麻油微胶囊产率计算
产率按公式(2)进行计算。

1.3.6 冷榨芝麻油微胶囊载量测定
[8]提供的方法,按公式(3)进行计算。

2 结果与分析
2.1 单因素试验结果
2.1.1 壁材质量分数的影响
在设定的壁材质量分数分别为0.5%、1.0%、1.5%、2.0%、3.0%时制备微胶囊,结果发现,壁材质量分数对微胶囊的载量影响不大,但对包埋率和产率的影响较大,壁材质量分数为1.0%时,微胶囊的载量、产率和包埋率均较高(图1)。这与文献[8-9]报道的结果基本相符。因此,初步确定较好的壁材质量分数为1.0%。

图1 壁材质量分数对微胶囊包埋率、产率和载量的影响Fig.1 Effects of the wall-material percentage on the embedding rate,yield and loads of microcapsule
2.1.2 壁芯比的影响
采用不同的壁芯比进行微胶囊制备试验,发现随着壁芯比的增大,微胶囊的载量逐渐下降,包埋率和产率均呈现先升高后降低趋势(图2)。当壁芯比增加到2∶1时,微胶囊的包埋率和产率均最高,载量适中。因此,初步选定壁芯比为2∶1。

图2 壁芯比对微胶囊包埋率、产率和载量的影响Fig.2 Effects of the wall to core ratio on the embedding rate,yield and loads of microcapsule
2.1.3 复凝聚pH值的影响
复凝聚法制备微胶囊是在一定pH条件下,乳化液中两种带有相反电荷的高分子电解质之间发生相互的静电作用而形成复合凝聚物,pH值会影响高分子电解质所带的净电荷的量甚至静电荷的性质。本试验采用不同的pH值进行凝聚反应制备微胶囊,结果发现,当pH值由3.4逐步提高到4.3时,微胶囊的载量变化不大,包埋率和产率先上升后下降,在pH值4.0时,微胶囊包埋率、产率和载量均较高(图3)。因此,初步选定凝聚反应的pH值为4.0。
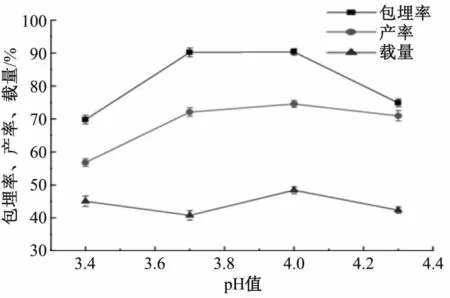
图3 pH值对微胶囊包埋率、产率和载量的影响Fig.3 Effects of pH on the embedding rate,yield and loads of microcapsule
2.1.4 搅拌速度的影响
随着搅拌速度的增大,微胶囊的包埋率和产率逐渐下降(图4),说明搅拌速度过快会影响微胶囊的包埋率和产率。因此,初步确定较适宜的搅拌转速为400 r/min。

图4 搅拌速度对微胶囊的包埋率、产率和载量的影响Fig.4 Effects of stirring speed on the embedding rate,yield and loads of microcapsule
2.1.5 反应时间的影响
复凝聚反应需要一定的反应时间才能形成完整的微胶囊。试验发现在20 min时,包埋率和产率已经分别达到90%和75%,此后再延长反应时间,微胶囊的包埋率和产率变化不大(图5)。说明复凝聚反应速率比较快,为了既能充分发生复凝聚反应,又能节约时间,本试验选择反应时间为20 min。

图5 反应时间对微胶囊的包埋率、产率和载量的影响Fig.5 Effects of reaction time on the embedding rate,yield and loads of microcapsule
2.1.6 反应温度的选择
在明胶水溶液中,明胶分子存在两种可逆变化的构型——溶胶和凝胶。在15~35℃范围内,两种形式的明胶分子成平衡状态共存;当温度下降到15℃及以下时,明胶主要以凝胶形式存在,温度高于35℃时,明胶主要以溶胶形式存在[10]。复凝聚体系的温度过低,明胶已经以凝胶形式存在,不利于复凝聚形成微胶囊;而温度过高,又会造成芯材成分的溶解性增大而引起损失。为了保证复合凝聚相的产生,本试验选择反应温度为40℃。
2.1.7 固化条件与TG添加量
为了使复凝聚形成的微胶囊更加稳固,试验采用TG对其进行固化。据文献[11-12]可知,TG最适作用的pH值范围是5~8,最佳固化温度范围在45~55℃。本试验在固化过程为了保证微胶囊处于凝胶状态,降低了固化温度,实际采用的TG固化温度为15℃,固化pH值为6.0,固化时间4 h。
研究TG添加量对冷榨芝麻油微胶囊微观形态、产率和包埋率的影响,结果发现添加TG对微胶囊粒径大小的影响不大,但能够使微胶囊更加紧密(图6)。TG添加量对微胶囊的包埋率无显著影响,但对产率和载量有一定的影响,在TG添加量为15 U/g时,产率和载量均较高(图7)。
2.2 冷榨芝麻油微胶囊的制备工艺条件的优化
根据单因素试验的结果,选取壁材质量分数(A)、壁芯比(B)和pH值(C)这3个对微胶囊包埋率影响较大的因素,采用Box-Behnken中心组合试验设计方法,考察其对微胶囊包埋率(Y)的影响,优化工艺条件,结果见表2和图8。
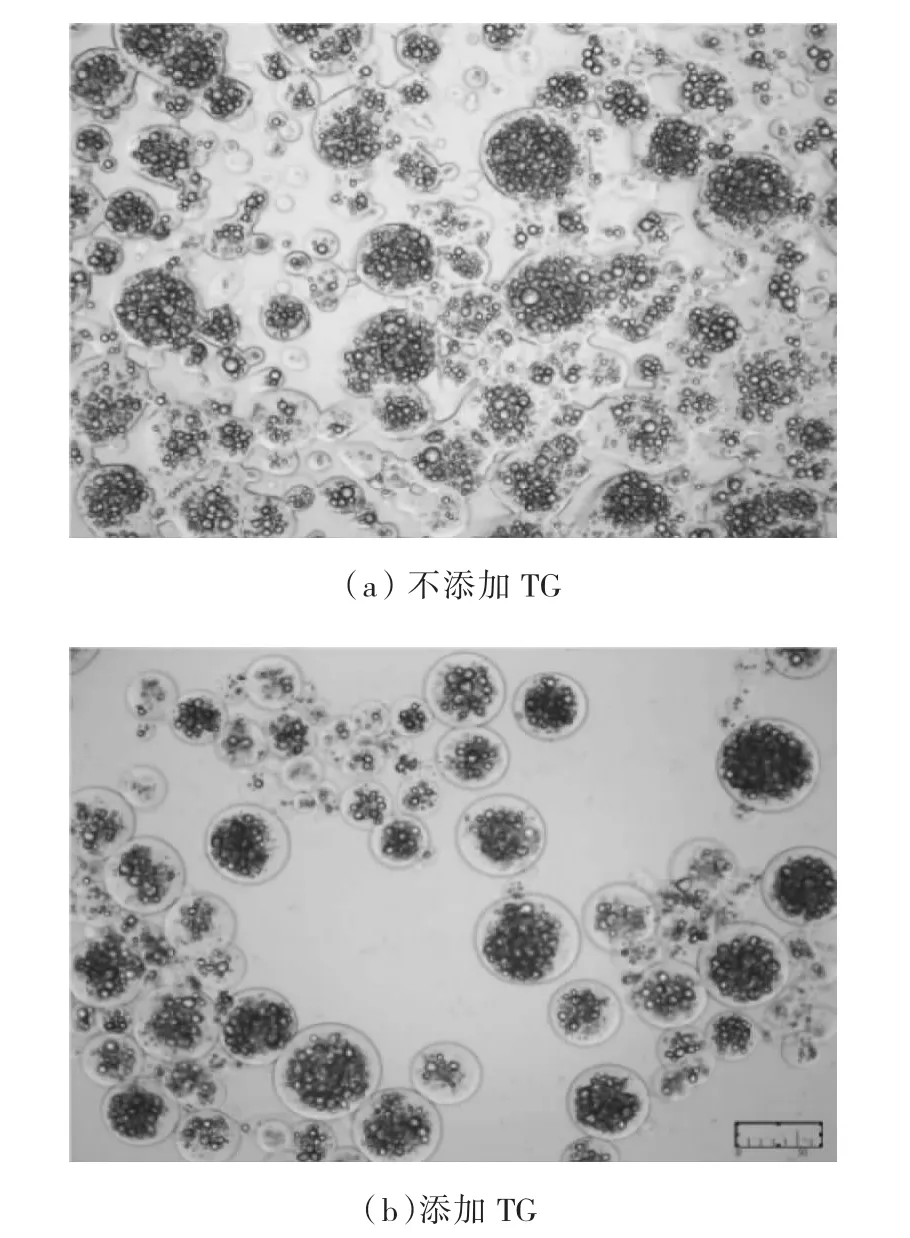
图6 TG对微胶囊形态的影响Fig.6 Effects of transglutaminase on the morphology of microcapsule
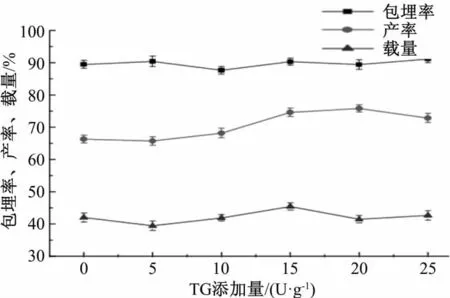
图7 TG添加量对微胶囊的包埋率、产率和载量的影响Fig.7 Effects of transglutaminase amount on the embedding rate,yield and loads of microcapsule
通过Design-Expert对数据处理和方差分析,建立的包埋率回归模型如下:Y=91.08-0.92A+1.27B-0.65C-1.86AB-0.82AC+0.21BC-1.41A2-4.50B2-4.93C2,其中壁芯比的二次项B2(P<0.000 1)和pH值二次项C2(P<0.000 1)对微胶囊包埋率的影响极其显著(P<0.01),壁材的质量分数 A(P=0.048 1)、壁芯比 B(P=0.013 3),以及二者的乘积AB(P=0.011 5)和壁材的质量分数二次项 A2(P=0.033 3)对微胶囊的包埋率有显著的影响(P<0.05)。模型的 P值为0.000 2,表明该回归方程线性模型极其显著(P<0.01),可用于微胶囊包埋率的预测。

表2 响应面试验设计方案及结果Table 2 Response surface design and experimental results
方差分析结果显示,壁材的质量分数和壁芯比的乘积AB的P=0.011 5<0.05,说明因素A、B两两间有交互作用;壁材的质量分数和pH值的乘积AC的P=0.177 6>0.05,壁芯比和pH值的乘积BC的P=0.712 5>0.05,说明因素 A、C之间 和 B、C之间的交互作用不显著。
2.3 最佳工艺条件的确定及验证试验
根据Box-Behnken试验设计所得包埋率的二次回归模型,预测最佳工艺条件为:壁材质量分数0.76%、壁芯比 2.24∶1和 pH值 3.99,在此条件下,得到微胶囊包埋率的理论最大值是91.47%。实际验证试验的结果是91.06%,与预测值相近,说明响应面优化的回归模型可以有效地预测冷榨芝麻油微胶囊最佳工艺条件,具有一定的实际应用价值。
3 结论
复凝聚法制备冷榨芝麻油微胶囊的最主要影响因素为壁材质量分数、壁芯比和pH值。最佳的工艺参数为:壁材质量分数0.76%,壁芯比2.24∶1,凝聚pH值3.99,搅拌速度400 r/min,凝聚时间20 min,TG添加量为15 U/g。在优化的工艺条件下,复凝聚法制备的冷榨芝麻油微胶囊包埋率可达到91%以上。

图8 两因素间交互作用对包埋率的影响Fig.8 Effect of two factors interaction on the embedding rate
参考文献:
[1] SANKAR D,SAMBANDAM G,RAO M R,et al.Modulation of blood pressure,lipid profiles and redox status in hypertensive patients taking different edible oils[J].Clinica Chimica Acta,2005,355(1):97-104.
[2] 曹梦晔,巩江.芝麻油药学研究概况[J].辽宁中医药大学报,2011,13(5):93-94.
[3] PARK S H,RYU S N,BU Y,et al.Antoxidant components as potential neuroprotective agents in sesame(Sesamum indicum L.)[J].Food Reviews International,2010,26(2):103-121.
[4] 刘晓庚,谢亚桐.微胶囊制备方法的比较[J].粮食与食品工业,2005,12(1):28-30.
[5] POLAVARAPU S,OLIVER C M,AJLOUNI S,et al.Physicochemical characterization and oxidative stability of fish oil and fish oil-extra virgin olive oil microencapsulated by sugar beet pectin[J].Food Chemistry,2011,127(4):1694-1705.
[6] 黄英雄,孙红明,华聘聘.微胶囊化粉末油脂制品表面油测定方法的研究[J].中国油脂,2002,27(4):61-63.
[7] 食品中脂肪的测定:GB/T 5009.6—2003[S].
[8] 许时婴,张晓鸣,夏书芹,等.微胶囊技术-原理与应用[M].北京:化学工业出版社,2006:1-162.
[9] 吴克刚,柴向华.食品微胶囊技术[M].北京:中国轻工业出版社,2006:193.
[10] GAONKAR A G,VASISHT N,KHARE A R,et al.Microencapsulation in the food industry[M].New York:Academic Press,2014:227-239.
[11] ZHU Y,RINZEMA A,TRAMPER J,et al.Microbial transglutaminase-a review of its production and application in food processing[J].Applied Microbiology Biotechnology,1995,44(3):277-282.
[12] ZHANG K,ZHANG H,HU X,et al.Synthesis and release studies of microalgal oil-containing microcapsules prepared by complex coacervation[J].Colloids and Surfaces B:Biointerfaces,2012,89(1):61-66.
MICROCAPSULATION OF COLD PRESSED SESAME OIL
WEI Anchi,DAI Huihui,DAI Hongli,ZHANG Leilei,WANG Xuede
(School of Food Science and Technology,Henan University of Technology,Zhengzhou 450001,China)
The unsaturated fatty acid content of cold pressed sesame oil is as high as 80%,but its storage stability and oxidative stability are poor,which will affect the storage and application of cold pressed sesame oil. In order
to improve the stability and practicability of cold pressed sesame oil,microcapsule was prepared by gelatin and Arabic gum as wall material and cold pressed sesame oil as core material using complex coacervation method..The influence of wall material mass fraction,core to wall ratio,pH,stirring speed,coacervation time and transglutaminase amount on the embedding effect were evaluated by single factor experiments,while the morphology,embedding rate,production rate and loads of microcapsule was as evaluation indexes. On this basis,the optimum parameters for the preparation of microcapsule cold pressed sesame oil with complex coacervation method were established,which were shown as follows: wall material mass fraction of 0.76%,wall to core ratio of 2.24:1,pH of 3.99,stirring speed of 400 r/min,coacervation time of 20 min and transglutaminase amount of 15 U/g. Under these conditions,the embedding rate of the microcapsule was higher than 91%. It was concluded that coacervation method was a good method for the microcapsulation of cold pressed sesame oil.
cold pressed sesame oil;microcapsule;complex coacervation method;preparation
TS225.1
B
1673-2383(2017)06-0016-05
http://kns.cnki.net/kcms/detail/41.1378.N.20171226.1723.006.html
网络出版时间:2017-12-26 17:24:10
2016-11-27
现代农业产业技术体系建设项目(CARS15-1-10)
魏安池(1965—),男,河南鄢陵人,博士,副教授,研究方向为食用油脂与油料蛋白。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
粮食与食品工业(2021年2期)2021-04-15
天津化工(2021年1期)2021-01-05
食品安全导刊·下旬刊(2020年3期)2020-07-09
恋爱婚姻家庭·养生版(2020年4期)2020-05-13
中国油脂(2019年9期)2019-11-20
中国测试(2018年3期)2018-05-14
中国调味品(2018年1期)2018-01-23
中国粮油学报(2016年1期)2016-02-06
中国塑料(2015年6期)2015-11-13
