
12CrMoV钢焊接缺陷分析
2018-01-03 07:42:18
电焊机 2017年9期
(陕西国防工业职业技术学院,陕西 西安 710300)
12CrMoV钢焊接缺陷分析
万春锋
(陕西国防工业职业技术学院,陕西 西安 710300)
观察电厂12CrMoV钢管母材、熔合区、焊缝和热影响区等位置的金相组织,测试12CrMoV钢管母材的屈服强度、抗拉强度和伸长率,分析管道出现裂纹、引起泄漏的原因。结果表明:母材拉伸试验值(ReL、Rm、A)均满足标准要求(12CrMoV/GB5310);沿断口侧焊接接头整个熔合区分布着大量密集氢气孔(夹杂),降低了焊接接头的机械性能,同时产生应力集中,在外部应力(蒸汽压力、管道振动等)的作用下致使焊缝开裂、泄漏。并针对上述问题提出了改进的方法。
12CrMoV;焊接;缺陷;气孔
0 前言
12CrMoV钢属于珠光体耐热钢,是以Cr、Mo为主要合金元素的低合金高强度结构钢,在正火+回火的供货状态下,其基本组织是珠光体。该钢在高温下具有足够的强度和抗氧化性,主要用于制造长期在600℃以下高温使用的零部件。
珠光体耐热钢焊接的主要问题是热影响区的硬化、冷裂纹、软化,以及焊后热处理或高温条件下长期使用时产生的再热裂纹缺陷[1]。某火电厂主蒸汽管道材质12CrMoV,尺寸φ273 mm×20 mm,采用氩弧焊打底、R317焊条电弧焊盖面,服役约3年(18 000 h)后,在焊缝表面出现纵向裂纹导致管道泄漏。本研究借助金相分析、力学性能检测,找出裂纹原因,并提出改进方法。
1 显微组织和力学性能检测分析
分别从母材、焊缝、熔合区和热影响区取样进行组织分析。主蒸汽管道各检测项目取样示意如图1所示,金相组织如图2~图5所示。
主汽管道母材金相组织为F+P,在金相显微镜下放大100倍观察,组织未见异常;放大500倍后,观察到珠光体呈现球状分布,珠光体球化级别2~2.5级,少量碳化物颗粒沿晶界析出,尚未形成网状分布。熔合区(非断口侧)放大50倍,金相组织还是F+P,柱状晶沿熔合线向焊缝生长,熔合区过渡良好。而在断口侧,密集气孔(点状夹杂)沿整个熔合区分布。在焊缝区域内观察到柱状晶区内的局部密集气孔。热影响区组织未见异常。

图1 主蒸汽管道各检测项目取样示意

图2 母材金相组织
在主蒸汽管道母材侧取样制取棒状拉伸试样3根,取样部位如图1所示,力学性能试验试样尺寸和形状如图4所示,拉伸试验结果如表1所示,ReL、Rm、A 均满足标准要求(12Cr1MoV/GB5310)。

图3 熔合区金相组织
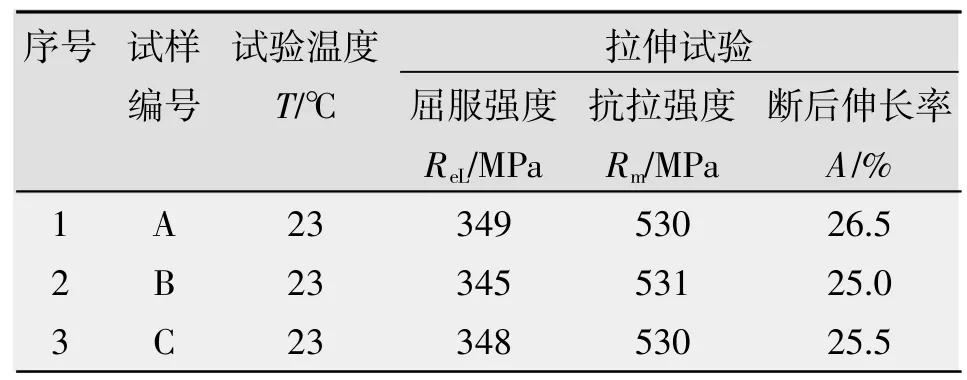
表1 钢管拉伸试验结果
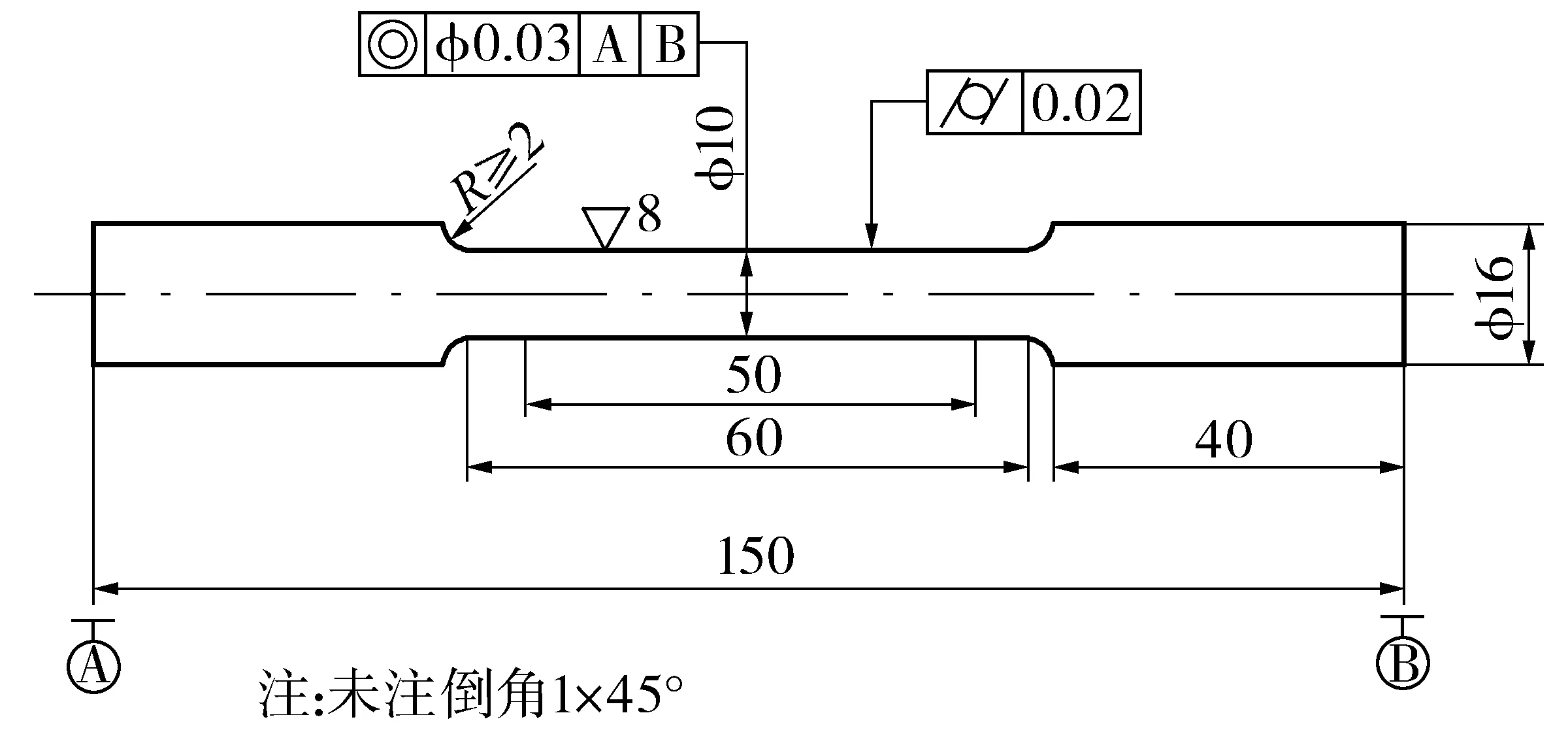
图4 拉伸试样
2 分析结果
焊缝中的气孔有氢气孔、一氧化碳气孔和氮气孔三种类型。氢气孔大多出现在焊缝表面,气孔断面形状为螺旋状,从焊缝的表面看呈喇叭口形,并且气孔四周有光滑的内壁。如果焊条药皮中的组成物含有结晶水,使焊缝中的含氢量过高,氢气孔也会出现在焊缝内部,且以小圆球状存在。一氧化碳气孔一般出现在焊缝内部,并沿柱状晶方向分布,呈长条状,有的像条虫状,表面光滑。氮气孔多在焊缝表面,多数情况下成堆出现,类似蜂窝状。氮气孔通常产生于保护不良的情况下,因为在正常的焊接生产条件下,进入焊接区的氮气很少,不足以形成气孔。因此,12CrMoV钢焊接时出现的气孔应该是氢气孔[2]。

图5 焊缝金相组织
正是由于沿断口侧焊接接头整个熔合区分布着大量密集氢气孔(夹杂),降低了焊接接头的机械性能,并产生应力集中,在外部应力(蒸汽压力、管道振动等)的作用下致使焊缝开裂、泄漏。裂纹沿熔合线附近(夹杂较多部位)由里向外扩展。
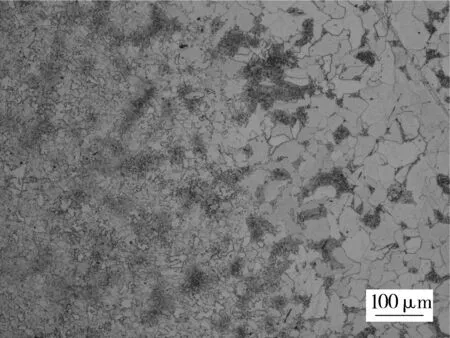
图6 热影响区
3 防止气孔产生的方法
3.1 消除产生气孔的各种来源
①仔细清除焊件表面上的脏物,在焊缝两侧20~30 mm范围内除锈;②焊丝不应生锈,清洁焊条、焊剂,按规定焊条应在350℃~400℃烘干,保温1 h,含水量(水的质量分数)不超过0.1%[3];③焊条或焊剂存放合理,防止受潮。
3.2 加强熔池保护
①焊条药皮不能脱落,焊剂或保护气体送给不能中断;②采用短弧焊接,注意正确引弧;③装配间隙不超过3 mm[4]。
3.3 正确执行焊接工艺规程
①选择适当的焊接参数,运条速度不能太快,12CrMoV钢焊接材料和焊接工艺参数见表2~表4。
②焊前预热,具体参数如表5所示。

表2 12CrMoV钢焊接材料的选用

表3 12CrMoV焊条电弧焊焊接参数

表4 12CrMoV钢管子钨极氩弧焊打底的焊接参数

表5 12CrMoV钢的焊前预热温度、层间温度、回火温度
4 结论
12CrMoV熔合区大量的密集氢气孔是导致管道开裂、引起泄漏的主要原因。分析12CrMoV钢的焊接性可知,气孔是焊接过程中保护不当引起的,并产生一定的应力集中致使焊缝开裂。所以必须消除气孔产生的各种来源,做好保护,严格执行焊接工艺规程[5-6]。
[1]郝建军,马璐萍.熔焊基础与金属材料焊接[M].北京:北京理工大学出版社,2010.
[2]李亚江.先进材料焊接技术[M].北京:化学工业出版社,2011.
[3]王海燕,高雪云,刘宗昌,等.12CrMoV主蒸汽管道的蠕变疲劳失效分析[J].特殊钢,2009,30(2):68-69.
[4]丁宏.珠光体耐热钢的焊接工艺评定内容及焊接控制[A].第八届全国工业炉学术会议论文集[C].山东:2011.
[5]陈裕川.焊接工艺分析设计与实例分析[M].北京:机械工业出版社,2009.
[6]时海芳,杨倩.珠光体耐热钢的焊接工艺评定[J].热加工工艺,2011,40(7):115-117.
Welding defects of 12CrMoV steel
WAN Chunfeng
(Shaanxi Institute of Technology,Xi′an 710300,China)
The microstructure of the base material,bond,weld and heat affected zone of 12CrMoV steel pipe are observed.The yield strength,tensile strength and elongation of the base material of 12CrMoV steel pipe are tested.The causes of the cracks in the 12CrMoV steelpipelineandleakageareanalyzed.Theresultsshowthatthetensiletestvalues(ReL,Rm,A)ofthebasematerialmeetthestandardrequirements(12CrMoV/GB5310),and a large number of dense hydrogen porosity(inclusions)distribute along the bond of the welded joints on fracture surface,which reduces the mechanical property of welded joints and produces stress concentration,the leakage and welds crack in the effect of external stress(steam pressure,pipe vibration,etc).And the improved method are put forwarded.
12CrMoV;welding;defects;porosity
TG457.1
B
1001-2303(2017)09-0111-04
10.7512/j.issn.1001-2303.2017.09.25
本文参考文献引用格式:万春锋.12CrMoV钢焊接缺陷分析[J].电焊机,2017,47(09):111-114.
2017-07-12
万春锋(1976—),女,讲师,硕士,主要从事焊接、表面处理方面的教学及科研工作。E-mail:342125954@qq.com。
猜你喜欢
航空制造技术(2022年5期)2022-07-15 08:01:00
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
