
几种Ag基钎料钎焊NiTiNb形状记忆合金的接头组织及性能
2018-01-03 07:42:22朱成俊李成思
电焊机 2017年9期
朱成俊 ,李成思
(1.河南工业职业技术学院,河南南阳473009;2.武汉理工大学机电工程学院,湖北武汉430070)
几种Ag基钎料钎焊NiTiNb形状记忆合金的接头组织及性能
朱成俊 1,2,李成思 1
(1.河南工业职业技术学院,河南南阳473009;2.武汉理工大学机电工程学院,湖北武汉430070)
采用AgCuInTi、AgCuTi和AgCuPd三种钎料对NiTiNb形状记忆合金进行真空钎焊,对应的钎焊温度分别为780℃、880℃和980℃,获得了冶金质量良好的接头。微观分析结果表明,三种接头的中心区域均生成了Ag基固溶体,在该固溶体区与NiTiNb母材之间生成了灰黑色扩散反应层,其中AgCuInTi和AgCuTi钎料对应接头的反应层中生成了(Cu,Ni)Ti化合物相,而AgCuPd钎料对应接头的反应层中生成了(Cu,Pd,Ni)-Ti相。测试三种钎料对应接头的室温抗拉强度,强度最高的是AgCuPd钎料对应接头,平均值达到593 MPa;其次为AgCuInTi钎料对应接头,抗拉强度为528 MPa;强度最低的是NiTiNb/AgCuTi/NiTiNb接头,平均值为459 MPa。保温时间对NiTiNb/AgCuInTi/NiTiNb接头微观组织及强度影响较小。分析接头断口发现,断裂主要发生在性能薄弱的(Cu,Ni)Ti相区或(Cu,Pd,Ni)-Ti相区。
NiTiNb形状记忆合金;Ag基钎料;真空钎焊;扩散反应层
0 前言
NiTi形状记忆合金具有超弹性和形状记忆特性,同时还具有比强度高、耐磨性好、抗腐蚀、生物相容性好等优点,广泛应用于航空航天、机械制造、自动控制、医疗器材等领域[1-2]。在TiNi合金中加入一定含量的Nb,扩大了合金转变滞后范围,相应的NiTiNb合金零件能够在室温下储存,增加了应用上的便利性[3-4]。
随着NiTiNb形状记忆合金的发展及工程应用,开展该合金连接技术的研究尤为重要。NiTiNb合金的接头不但需要具备高强度,而且需要尽量保持合金本身的记忆功能,这给焊接带来很大难度。关于NiTi合金的连接报道较多[5-6],而NiTiNb合金的连接报道相对较少。一些学者采用激光焊[7-8]、氩弧焊[9]等方法对NiTiNb合金进行连接。热输入大的氩弧焊接头,热影响区尺寸大,零件变形大,接头中易出现裂纹;相较而言,热输入小的激光焊能够获得高性能水平的接头。
在实际应用中,可以通过钎焊等特种连接工艺方法来实现精密而复杂的NiTi系形状记忆合金零件进行连接。有学者[10]采用AgCu钎料对NiTi合金进行钎焊连接,接头中生成了典型的共晶组织,但接头的剪切强度相对较低,仅为100 MPa。Shiue R H等人[11]采用AgCu和AgCuTi两种钎料对Ti50Ni50合金进行钎焊连接,在NiTi/AgCu/NiTi接头中检测到富Ag、富Cu和CuNiTi相,而在NiTi/AgCuTi/NiTi接头中检测到富Ag、富Cu和TiCu2相,两种接头在最佳钎焊工艺下接头性能水平相当,接头剪切强度均约为250 MPa。另外,薛松柏等人[12]利用CuNi箔带,配合改进型的AgCl-KF-Li-AxBy钎剂对NiTi丝材进行电阻钎焊研究,接头最高剪切强度达575 MPa。NiTi系合金与其他金属如钛合金[13]、不锈钢[14-15]等的连接报道也较多,个别技术已经得到应用。
本研究针对NiTiNb形状记忆合金复杂构件的连接需求,选用三种不同熔化温度的Ag基钎料对其进行钎焊连接,研究接头微观组织及力学性能,为该材料的工程应用提供技术储备。
1 实验材料和方法
实验用NiTiNb母材名义成分为Ni47Ti44Nb9,采用线切割方法将其加工成φ7mm×25mm的圆棒,端面磨见光。钎料分别为AgCuInTi、AgCuTi和AgCuPd轧制箔带,钎料名义成分及厚度见表1。钎焊前将试样和钎料置于丙酮中进行超声清洗,冷风吹干后进行装配。以对接形式装配试样,单层钎料预置在2根母材试棒被焊端面之间。将装配后的试样放入真空炉中进行钎焊。钎焊过程中真空炉的热态真空度维持在 3.0×10-3~1.0×10-2Pa,升温速率 10℃/min。
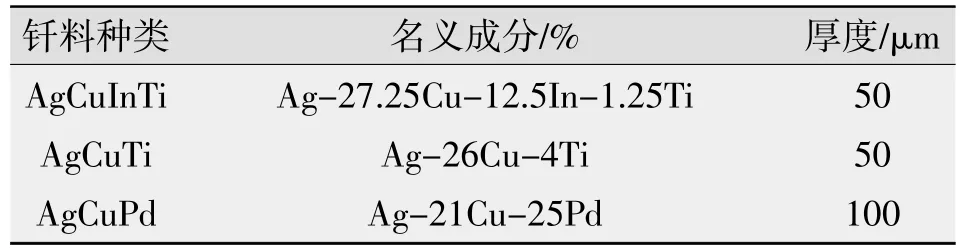
表1 三种Ag基钎料成分及厚度Table 1 Composition and thickness of the three kinds of Ag-based filler metals
三种钎料的熔点不同,因此采用不同的钎焊工艺参数。Ag-Cu-Ti和Ag-Cu-Pd两种钎料的钎焊温度分别设定为880℃和980℃,保温时间10 min;Ag-Cu-In-Ti钎料由于熔点低,钎焊温度设定为780℃,并以保温时间作为参数,分别测试了10 min、30 min和60 min保温时间接头的组织及强度。
对试样的钎焊界面进行取样,经打磨、抛光后在VEGA5136SB型扫描电镜(SEM)下观察接头界面微观组织,利用X射线能谱仪(EDS)测试接头特征区域元素含量,对个别接头断面进行X射线衍射(XRD)测试。另外,将焊好的试棒加工成圆棒拉伸性能试样,测试接头的室温拉伸强度。
2 结果和分析
2.1 Ag基钎料对应的NiTiNb接头微观组织
10 min保温条件下的三种接头微观组织如图1所示,三种接头的冶金质量均良好。三种接头中靠近NiTiNb母材区域均生成了深灰色的扩散反应层(见图 1a中“1”、1b 中“4”和 1c中“7”),钎缝中心由灰白色基体组织组成(见图1a中“3”、1b中“6”和 1c中“9”)。NiTiNb/AgCuInTi/NiTiNb 接头中在“1”区和“3”区相邻区域生成了浅灰色相“2”(见图1a);对于NiTiNb/AgCuTi/NiTiNb接头,在灰白色基体区“6”中分布着浅灰色相“5”,个别相的尺寸较大,贯穿了整个“6”区(见图 1b);而 AgCuPd钎料对应的接头组织相对复杂,灰色相“8”在钎缝基体中呈现网状分布,并且所占比例较大,另外还有少量黑色点状相“10”分布在钎缝基体区(见图1c)。
对应图1中特征区域的元素含量如表2所示。由表 2 可知,反应层“1”和“4”主要由 Ti、Ni和 Cu组成,且三种元素含量相当;反应层“7”中除富集Ti、Ni、Cu 外,还含有超过 20%的 Pd。浅灰色相“2”和“5”中以Cu含量为主,黑色相“10”中除富集Cu外,还含有一定量的Pd。对于图1a中“3”区,成分以Ag为主,其中溶入了约9%的Cu,另外钎料中的In主要分布在该区中;图1b中的灰白基体区“6”中主要含Ag和Cu,其中Ag含量高达约84%;图1c中灰白基体区“9”中Ag的富集程度较高,含量高达92.41%,有少量的Cu溶入其中。此外,Pd元素除在图 1c中“7”区分布外,其余主要分布在“8”区中,该区中还含有较多的Ti、Ni和Cu。Nb由于本身在母材中含量相对较低,加之原子尺寸大,扩散速度慢,因此主要分布在界面反应层中。

图1 三种Ag基钎料对应的NiTiNb接头微观组织Fig.1 Microstructures of the joints brazed with three Ag-based filler metals
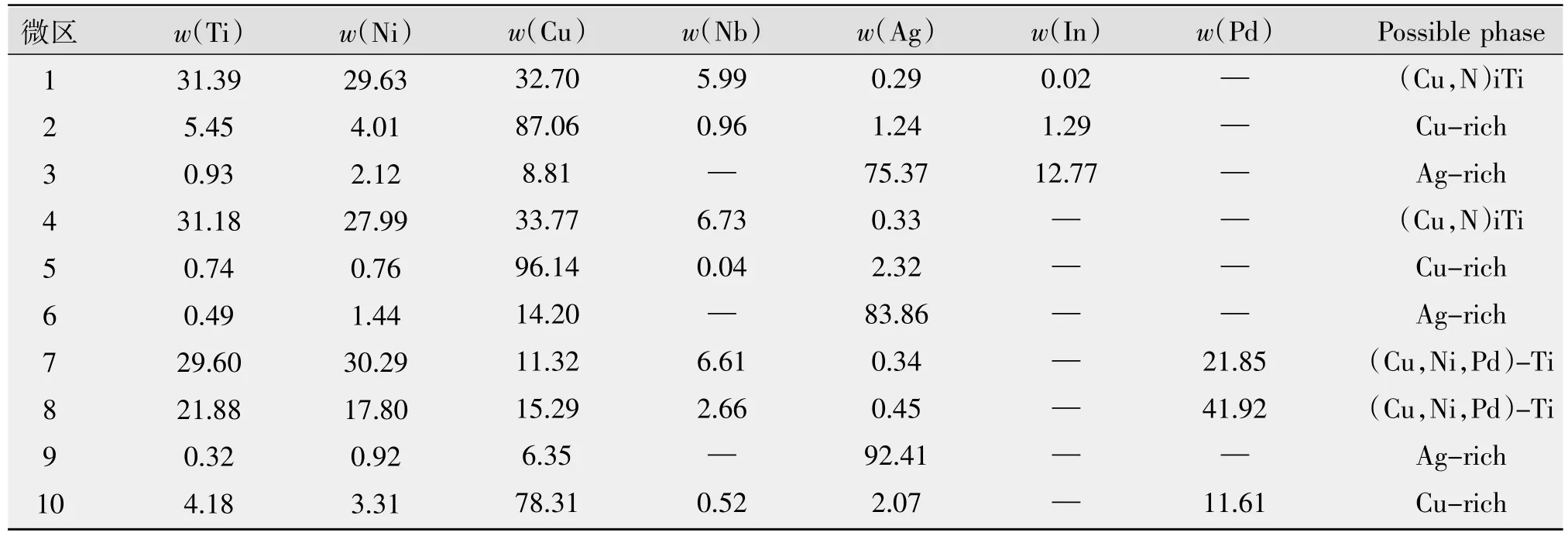
表2 对应图1中特征区域XEDS分析结果Table 2 XEDS result of microzones marked in Fig.1 %
为了更加直观观察各元素在接头中的分布情况,对具有代表性的NiTiNb/AgCuInTi/NiTiNb接头界面进行元素面分布测试,测试结果如图2所示。可以看出,Ni和Ti除在母材中分布外,在接头的“1”区中分布趋势明显;Cu除在“1”区分布外,在“2”区中也富集明显;Ag和In主要分布在钎缝中心的“3”区中,且分布趋势一致;Nb由于含量低,分布趋势不明显。
对于AgCuInTi和AgCuTi两种钎料而言,Ti和Cu在钎料自身中的分布较为均匀,但钎焊后这两种元素分布明显发生变化。由此可以推断,钎焊过程中钎料首先熔化,之后液态钎料与NiTiNb母材之间相互扩散。根据二元合金相图可知,Cu和Ni无限互溶,它们与Ti之间易发生反应生成化合物相,因此在钎料与母材界面处会发生如下反应:
NiTiNb/AgCuInTi/NiTiNb接头断口的XRD分析结果如图3所示,在断面处检测到CuTi和NiTi相的存在;另外文献[16]和[17]报道了在采用AgCu钎料钎焊的TiNi形状记忆合金与不锈钢的接头中也检测到Cu-Ti、Ni-Ti相的存在,进一步证明了反应式(1)的发生。
对于AgCuPd钎料对应的接头,由于Cu、Pd和Ni三种元素无限互溶,且Pd与Ni同族,二者化学性质
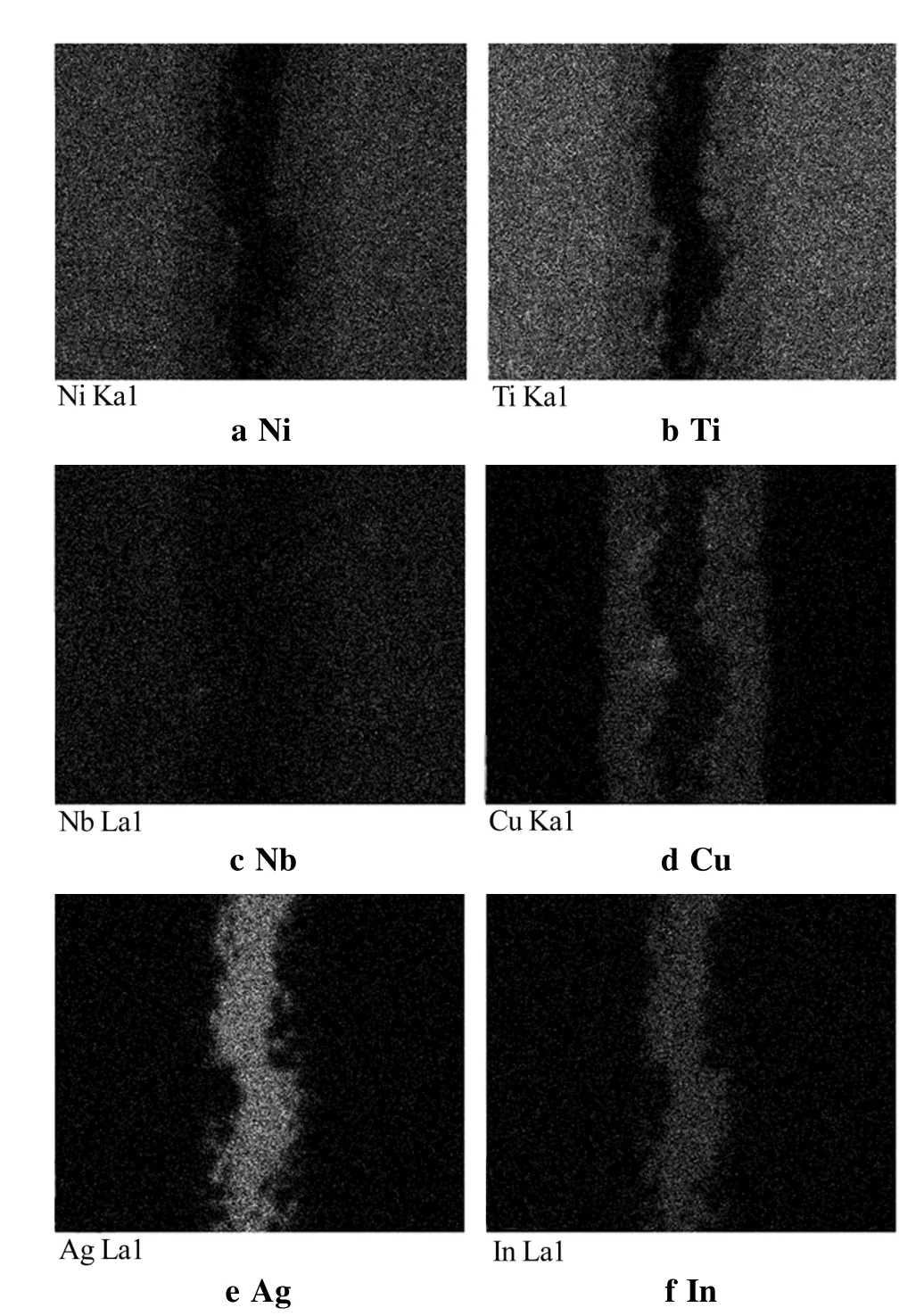
图2 780℃/10 min规范下的NiTiNb/AgCuInTi/NiTiNb接头元素面分布Fig.2 Area distribution of elements of the joint brazed with AgCuInTi at 780℃for 10 min

图3 NiTiNb/AgCuInTi/NiTiNb接头断口XRD分析结果Fig.3 XRD of NiTiNb/AgCuInTi/NiTiNb joint fracture
相近,钎焊过程中钎料与NiTiNb母材发生如下反应:

即图 1c 中“7”区和“8”区均由(Cu,Pd,Ni)-Ti相组成,但两个区域中元素含量不同,生成的(Cu,Pd,Ni)-Ti相的种类有差别。
随着三种接头中Cu元素和NiTiNb/AgCuPd/NiTiNb接头中Pd元素的扩散,液态钎料成分发生变化,钎缝中心区生成富Ag相。曲仕尧等人[18]研究表明,在AgCuTi体系钎料中,Ag和Ti之间有较大的排斥作用,二者相互作用参数为32.83 kJ/mol,由此推断,三种接头中的Ag在整个钎焊过程中均不参与反应,最终以Ag基固溶体形式存在于接头中心区域。
2.2 三种Ag基钎料对应的NiTiNb接头力学性能
三种Ag基钎料对应NiTiNb合金接头的抗拉强度如图4所示,其中强度最高的是AgCuPd钎料对应接头,平均值达593 MPa;其次为AgCuInTi钎料对应接头,抗拉强度为528 MPa;强度最低的是NiTiNb/AgCuTi/NiTiNb接头,平均值为459 MPa。

图4 三种Ag基钎料对应的NiTiNb接头抗拉强度Fig.4 Tensile strength of the joints brazed with three Ag-based brazing fillers
三种接头断口的微观形貌如图5所示,AgCuInTi钎料对应的NiTiNb合金接头断面出现明显的撕裂特征,即断面位于钎缝基体区与母材的界面处(见图5a)。观察断口高倍照片发现断面具有韧窝形貌特征,应属于韧性断裂。对应图5中特征区域XEDS分析结果如表3所示。从断面的“1”和“2”区成分来看,主要由 Ti、Ni和Cu 组成(见表 3中“1”和“2”),断裂主要沿着(Cu,Ni)Ti相区进行扩展,说明该相区是接头性能最薄弱的区域。NiTiNb/AgCuTi/NiTiNb接头的断口形貌与AgCuInTi对应接头类似,断面出现明显韧窝(见图5b),也呈现韧性断裂特征。另外,由断面区成分测试结果(见表 3中“3”和“4”)可知,断裂同样发生在(Cu,Ni)Ti相区。
对于NiTiNb/AgCuPd/NiTiNb接头而言,断面呈现明显的沿晶断裂形貌,还可观察到试样断裂过程中出现的晶间二次裂纹(见图5c),因此推断该接头属于脆性断裂。结合断面的能谱分析结果(见表3 中“5”和“6”),断裂主要发生在(Cu,Pd,Ni)-Ti相区,说明该相区强度相对较低。综上所述,三种接头中的富 Cu、Ni、Ti或 Cu、Ni、Pd、Ti区是接头中性能最薄弱的区域,通过钎焊工艺控制该区的相含量及分布可一定程度上改善接头的性能。
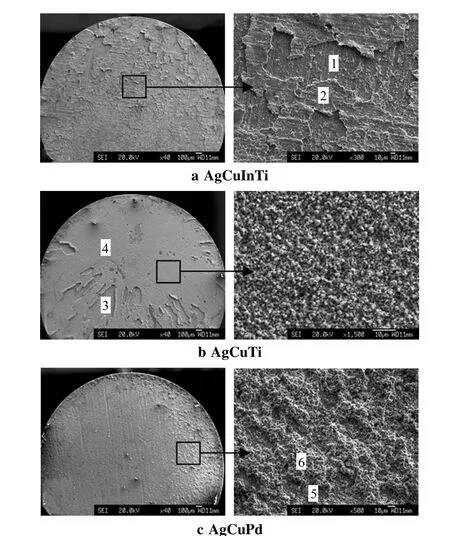
图5 三种Ag基钎料的NiTiNb接头断口形貌Fig.5 Microstructures of the joint fractures
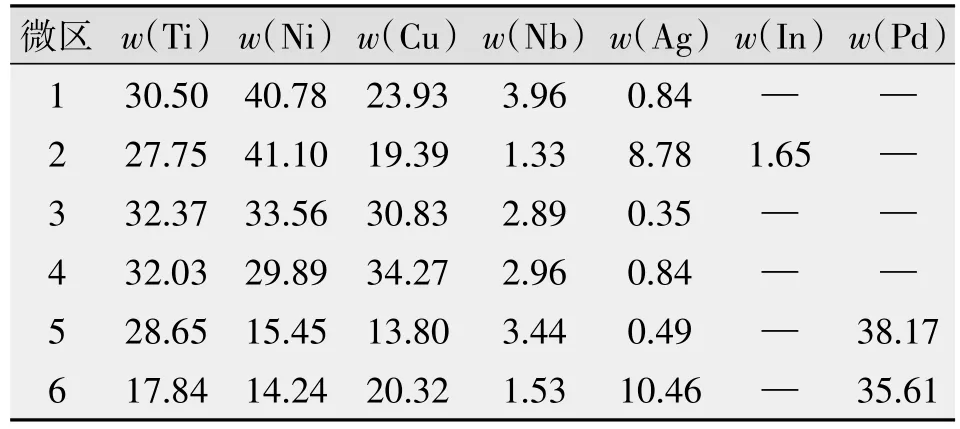
表3 对应图5中特征区域XEDS分析结果Table 3 XEDS result of microzones marked in Fig.5%
2.3 保温时间对NiTiNb/AgCuInTi/NiTiNb接头组织及性能的影响
在780℃条件下,以保温时间作为参数研究其对NiTiNb/AgCuInTi/NiTiNb接头组织及性能的影响,不同钎焊保温时间下的NiTiNb/Ag-Cu-In-Ti/NiTiNb接头微观组织如图6所示。结果表明,保温30 min和60 min的接头组织(见图6)与保温10 min的接头(见图1a)类似,均由位于钎缝中心区的白色基体组织及分布其两边的灰色扩散层组成,随着保温时间的延长,接头组织形貌及各相含量基本趋于稳定,接头中各元素之间的扩散达到平衡状态。

图6 不同钎焊保温时间下的NiTiNb/Ag-Cu-In-Ti/NiTiNb接头微观组织Fig.6 Microstructures of the NiTiNb joints brazed with AgCuInTi filler metal at 780℃/30 min and 780℃/60 min
总体来看,采用Ag基钎料钎焊NiTiNb合金时接头的形成大致可分为钎料熔化润湿、元素扩散重组和钎缝基体区凝固三个阶段。当加热温度超过钎料的固相线温度时,箔带局部区域发生熔化,加热温度超过钎料液相线时,箔带完全转变为液体,液体与母材相接处的界面处Ti元素与钎料中的Cu或Pd等元素发生反应,促进了钎料的润湿。
随着加热温度的进一步升高以及到达后续的保温段时,钎料内部的元素进行重新组合,即Cu、Pd元素由于与Ti的强亲和力,向母材的界面处扩散;同时,Ti和Ni从母材中析出向界面附近的液态钎料中扩散。当Cu或Pd与Ti相遇时发生相互作用,生成Cu(Pd)-Ti相,最初该相在固液界面处形核,然后向钎缝中心方向生长。此外,根据不同保温时间下的接头金相组织推断,界面处的扩散反应在10 min内就已结束,即随着保温时间的进一步延长,接头组织基本与保温10min的接头相一致(见图1和图6)。
三种钎料在钎缝基体区凝固阶段的凝固机理基本相同。对于保温10 min条件下的Ag-Cu-In-Ti钎料对应的接头,根据接头中心区域的能谱结果可知,该区主要含有约75%Ag、13%In和9%Cu,由文献[19]可知,该成分的合金在钎焊温度780℃下主要由析出的Ag和剩余的液体金属组成,在降温过程中钎缝中心区域逐渐凝固,最终形成固态钎缝。对于AgCuTi、AgCuPd两种钎料对应接头,由于钎焊温度相对较高,钎缝最终凝固完全均发生在降温阶段。因此,延长钎焊过程中的保温时间,上述三种接头钎缝中心并不会发生等温凝固过程。
780℃/10 min、780℃/30 min和780℃/60 min规范下的NiTiNb接头室温抗拉强度如表4所示。接头在经历30 min、60 min相对较长的保温时间情况下,强度未发生大变化,说明采用10 min保温时间即可保证接头元素扩散充分,并获得高性能水平的接头,这对记忆合金实际焊接工程应用有较好的指导作用。
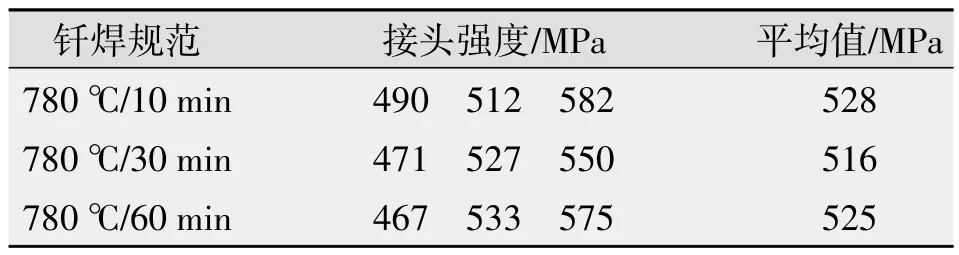
表4 不同保温时间下的NiTiNb/AgCuInTi/NiTiNb接头室温抗拉强度Table4 TensilestrengthofthejointsbrazedwithAgCuInTi filler metal at different holding time
3 结论
(1)AgCuInTi、AgCuTi和 AgCuPd 三种钎料对应的NiTiNb合金接头冶金质量良好。三种接头组织形貌差别较大,接头中心区域主要由Ag基固溶体组成;靠近NiTiNb母材的界面处均形成了扩散反应层,其中AgCuInTi和AgCuTi钎料对应接头的反应层中生成了(Cu,Ni)Ti二元化合物相,而 AgCuPd钎料对应接头的反应层中生成了(Cu,Pd,Ni)-Ti相。
(2)测试三种Ag基钎料对应的NiTiNb接头抗拉强度,AgCuPd钎料对应接头强度最高,平均值达593 MPa,AgCuTi钎料对应的接头强度最低,平均值为459 MPa。接头断面的能谱分析结果发现,断裂主要发生在Cu、Ni、Ti(AgCuInTi和AgCuTi钎料对应接头)或 Cu、Ni、Ti、Pd(AgCuPd 钎料对应接头)富集区域,说明(Cu,Ni)Ti相或(Cu,Pd,Ni)-Ti相是接头中的性能薄弱相。
(3)对于NiTiNb/AgCuInTi/NiTiNb接头而言,保温30min和60min的接头抗拉强度分别为516MPa和525 MPa,与保温10 min的接头强度接近。说明短的保温时间即可获得冶金反应充分的接头组织及强度高的接头。
[1]Cai W,Meng X L,Zhao L C.Recent development of TiNibased shape memory alloys[J].Current Opinion in Solid State and Materials Science,2005,9(6):296-302.
[2]Zhao X Q,Xu J,Tang L,et al.High temperature oxidation behavior of NiTiNb intermetallic alloys[J].Intermetallics,2007,5(8):1105-1115.
[3]Guo W,Kato H.Submicron-porous NiTi and NiTiNb shape memoryalloyswithhighdamping capacity fabricatedbyanew top-down process[J].Materials&Design,2015(78):74-79.
[4]杨根林,王二敏,韩劲,等.真空感应熔炼用石墨坩埚对Ni47Ti44Nb9形状记忆合金质量的影响[J].材料工程,2011,39(11):51-52,57.
[5]Santos T G,Fernandes F B,Bernardo G,et al.Analyzingmechanical properties and nondestructive characteristics of brazed joints of NiTi shape memory alloys to carbon steel rods[J].The International Journal of Advanced Manufacturing Technology,2013,66(5-8):787-793.
[6]Zhao X K,Tang J W,Lan L,et al.Vacuum brazing of NiTi alloy by AgCu eutectic filler[J].Materials Science&Technology,2009,25(12):1495-1497.
[7]陈庚,赵兴科,陈俐,等.TiNiNb合金激光焊接接头的组织与性能[J].热加工工艺,2008,37(17):99-101.
[8]李洪梅,孙大千,董鹏,等.TiNi形状记忆合金/不锈钢异种材料激光焊研究[J].材料工程,2011,39(10):47-51,57.
[9]吴冶,孟祥龙,蔡伟,等.Ni47Ti44Nb9合金丝氩弧焊接头的显微组织和力学行为[J].材料科学与工艺,2005,13(3):312-315.
[10]Zhao X K,Tang J W,Lan L,et al.Vacuum brazing of NiTi alloy by AgCu eutectic filler[J].Materials Science and Tech-nology,2009,25(12):1495-1497.
[11]Shiue R H,Wu S K.Infrared brazing of Ti50Ni50 shape memory alloy using two Ag-Cu-Ti active braze alloys[J].Intermetallics,2006,14(6):630-638.
[12]薛松柏,吕晓春,张汇文.TiNi形状记忆合金电阻钎焊技术[J].焊接学报,2004,25(1):1-4.
[13]Shojaei Z A,Akbari M S A A.Effect of interlayer thickness on microstructure and mechanical properties of as welded Ti6Al4V/Cu/NiTi joints[J].Materials Letters,2014,133(0):5-8.
[14]Brandal G,Satoh G,Yao Y L,et al.Beneficial interface geometry for laser joining of NiTi to stainless steel wires[J].Journal of Manufacturing Science and Engineering,2013,135(6):061006-1-061006-10.
[15]汪应玲,李红,栗卓新,等.TiNi形状记忆合金与不锈钢瞬间液相扩散焊工艺研究[J].材料工程,2008,36(9):48-51,55.
[16]李红,粟卓新,汪应玲,等.TiNi形状记忆合金与不锈钢瞬间液相扩散焊[J].稀有金属材料与工程,2011,40(8):1382-1386.
[17]汪应玲.TiNi形状记忆合金与不锈钢瞬间液相扩散焊工艺及接头性能研究[D].北京:北京工业大学,2009.
[18]曲仕尧,邹增大,王新洪.Ag-Cu-Ti活性钎料热力学分析[J].焊接学报,2003,24(4):13-16.
[19]Bahari Z,Elgadi M,Rivet J,et al.Experimental study of the ternary Ag-Cu-In phase diagram[J].Journal of Alloys and Compounds,2009,477(1-2):152-165.
Microstructures and properties of brazing joints in NiTiNb shape memory alloy with three Ag-based brazing filler metals
ZHU Chengjun1,2,LI Chengsi1
(1.He'nan Ploytechnical Institute,Nanyang 473009,China;2.School of Mechatronics Engineering,Wuhan University of Technology,Wuhan 430070,China)
Vacuum brazing of NiTiNb shape memory alloy is studied with three kinds of AgCuInTi,AgCuTi and AgCuPd brazing filler metals respectively at 780℃,880℃ and 980℃,and good joints are achieved.The results show that a dark gray diffusion reaction layer is generated between base metal NiTiNb and Ag-based solid solution located in the central part of the brazing joints(.Cu,Ni)Ti compound phases areformedin the diffusion reaction layers of the joints brazing with AgCuInTi and AgCuTi,and(Cu,Pd,Ni)-Ti compound phases are formed in the diffusion reaction layer of joints brazing with NiTiNb/AgCuPd/NiTiNb.The average tensile strength of the joints brazing with AgCuPd is 593 MPa.The tensile strength of NiTiNb/AgCuInTi/NiTiNb and NiTiNb/AgCuTi/NiTiNb joints is 528 MPa and 459 MPa,respectively.The holding time has little effect on the microstructure and strength of NiTiNb/AgCuInTi/NiTiNb joints.The fractures of the three joints mainly occur in the(Cu,Ni)Ti phase or(Cu,Pd,Ni)-Ti phase,which have unsubstantial properties.
NiTiNb shape memory alloy;Ag-based brazing filler metal;vacuum brazing;diffusion reaction layer
TG425
A
1001-2303(2017)09-0120-06
10.7512/j.issn.1001-2303.2017.08.27
本文参考文献引用格式:朱成俊,李成思.几种Ag基钎料钎焊NiTiNb形状记忆合金的接头组织及性能[J].电焊机,2017,47(09):120-125.
2017-02-21;
2017-03-06
朱成俊(1977—),男,副教授,在职博士,主要从事机械设计、焊接工艺、先进材料连接技术等方面的研究工作。E-mail:zhchj222@sina.com。
猜你喜欢
机械制造(2022年5期)2022-06-10 02:03:10
科学技术创新(2020年21期)2020-01-06 20:58:51
中学生数理化·八年级物理人教版(2019年12期)2019-05-21 07:26:42
电焊机(2018年4期)2018-05-03 03:12:10
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2015年5期)2015-07-18 11:03:40
设备管理与维修(2015年12期)2015-04-09 06:57:04
