
一种新型实用的单柱式管端加厚液压机
2017-12-22 06:55司宗青
锻压装备与制造技术 2017年4期
司宗青
(江苏省徐州锻压机床厂集团有限公司,江苏 徐州 221116)
一种新型实用的单柱式管端加厚液压机
司宗青
(江苏省徐州锻压机床厂集团有限公司,江苏 徐州 221116)
介绍了一种新型实用的单柱式管端加厚液压机组,主要适用于油管和钻杆管端加厚(内加厚、外加厚及内外加厚)工艺及套管管端的定径工艺。
管端加厚机;钻杆、油管;管端加厚
目前,钢管管端加厚一般采用平锻液压机或者摩擦焊接液压机焊接等方式。其缺点是加厚生产线工艺复杂、振动大、能耗大、工件焊接造成焊接缺陷、加大工人劳动强度,而且不利于生产线的布置与自动化。
为解决上述问题,本文提出一种钻杆、油管及类似零件的端部加厚毛坯一次成型挤压液压机,其待加工管料采用夹紧油缸和上、下压模座固定在机架上,通过水平端的加厚油缸推进加厚滑块和上、下压模座中的成型模具将毛坯一次挤压成型。该机具有以下特点:
(1)镦粗后管端的几何尺寸及表面质量符合要求,镦粗部位和过渡区内外表面光滑,没有因镦粗工艺造成肉眼可见的发裂、裂纹、气孔、凹坑、点坑、毛刺等缺陷。
(2)成型部位为挤压成型,不破坏金属组织,生产出的工件机械强度要求高,使用寿命长。
(3)毛坯为加热后一次挤压成型,保证满足零件的图纸尺寸精度和同心度要求。且能耗低,噪声小。镦粗部位与管体保持良好的同轴度,新增弯曲度≤0.5mm/m。
(4)毛坯易于准备,采用圆管即可,且用料节省。产品合格率≥99%。
(5)生产工艺简单,易于操作,生产效率高,人工劳动强度小,安全生产有保证。便于实现加厚机的自动化,且自动化动作工艺简单,造价低。其以加厚机为主体配置的辅机自动化部分由上料台架、升降装置、工位步进运输装置、中频感应加热小车、机前升降装置以及辊道缓冲定位台架及出料台架等组成。
(6)整机结构合理,制造结构简单,便于推广使用。
(7)电机、油泵、插装阀、密封圈、管接头、充液阀以及电器元件均采用国内优质标准件,元件运行稳定可靠,便于维护与保养。同时模具更换方便,通用性强,使用寿命长。
(8)压紧导轨采用四柱式导向结构,导向精度高,四柱导向部分表面热处理并经磨削加工,使表面耐磨,滑块导套内安装有耐磨支撑环,使滑块运行稳定可靠。
(9)整机上、下模座空间大,便于更换模具。模具间通用性高,使用寿命长,造价低。
(10)整机结构合理,外型美观。人、机安全性高。
1 技术方案
单柱式加厚机可对要进行管端加厚的管件通过一次横向运输及加厚就能完成管件一端的管端加厚或一端的预加厚。该机组中加厚机具有独立的液压控制系统及电气操作按钮,液压控制系统采用二通插装阀集成系统,性能可靠、结构紧凑、外观美观。整个机组具有一个总的操作平台,用来控制整个机组的动作。该机组设有调整、手动、全自动三种工艺动作,加厚机单独具有半自动工艺动作,加厚机的工作压力、工作行程均可在规定的范围内调整,并可实现“定程”、“定压”两种工艺动作。
2 单柱式管端加厚机结构
如图1所示为本实用新型加厚机结构示意图。
该加厚机组由一台加厚主机、上下模座、液压系统、电气系统形成一条自动生产线(感应炉、辅机及其控制装置)。将需要进行加厚的管子通过横向运输及加热就可完成钢管一端的管端加厚。
(1)主机。加厚机机架采用单柱整体(“C”型)结构,机架具有良好的强度、刚度和精度保持性。压紧油缸8安装在主机机身7上部,机身7上装有充液系统4,四周采用安全围栏3,外形美观。
(2)夹紧装置。上模座9固定于压紧油缸8上,下模座10通过定位键和螺栓固定于主机机身7下部。对于要加厚的管端由上模座9、下模座10压紧模合拢夹紧,在对管端施加水平顶锻(加厚)压力时,管体不会后退,达到管端加厚作用。夹紧所用的压紧油缸8,安装在主机机身7上部,活塞杆头部与上模座9相连,将动作传到上模座9中的夹紧模区和加厚模区,压紧油缸8在油泵电机组1和动力站2的驱动下由活塞杆带动上模座9作上、下运动,按工艺要求对管子夹紧或松开。
(3)水平顶锻(加厚)装置。管端在上模座9和下模座10的模内被加厚油缸14顶锻的过程就是加厚,因此水平缸又叫加厚油缸。在主机机身7后部安装有平行于下模座10中心的加厚油缸14,在油泵电机组1和动力2站的驱动下由加厚油缸14的活塞杆带动固定在加厚滑块15上的冲头连接件16沿加厚导轨12作往复运动,对加热后的管端进行加厚。
(4)液压控制系统。由油泵电机组1和动力站2等组成,为主机提供动力并实现对主机的控制。
(5)管路系统。管路系统11为法兰式连接,减少渗漏,管路及油箱内部均进行良好的除锈保洁处理。管路布置整齐,并采用抗振管夹,管路安装前应进行酸洗钝化处理并进行清理,保证油路干净无污染。
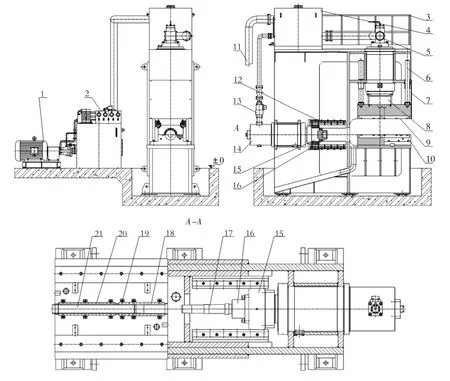
图1 新型单柱式管端加厚机结构示意图
(6)压紧充液阀5和加厚充液阀13。主要作用是供油缸吸排油,当上模座9快速下行和加厚滑块15快速顶出时,分别由于压紧油缸8和加厚油缸14上腔内形成负压将充液阀吸开,充液系统4内大量油液充入压紧油缸8和加厚油缸14内;当两油缸停止运动时,两充液阀分别在弹簧力的作用下关闭,当两滑块回程时用于两油缸的排油。
(7)控制系统综述。控制部分的核心功能由“PLC”可编程序控制器来承担。输出口采用隔离继电器驱动负载,保护PLC不易被损坏。控制系统对主机、冷却与润滑系统、液压站进行控制,提高了系统的可靠性。
(8)主机工艺流程。将高温加热后的工件21放置在主机下模座10中的下模具内,工件21一端放置在加厚成型模18中→主机的压紧油缸8带动上模座9下行由快转慢至工件21夹紧→加厚油缸14通过加厚滑块15、冲头连接件16推动冲头17前进挤压管端,使管端按加厚工艺要求成型→加厚油缸14由慢转快带动冲头17退回,同时冷却水冷却冲头→主机的压紧油缸8带动上模座9快速返回(管子移开加厚机的同时对上、下模具进行吹气清理、喷水冷却。)
3 应用实例
该设备在开发研制成功后,经不断完善、优化,已成功交付用户使用。用户反馈设备的经济型、稳定性以及效率等均达到设计要求。
该设备的突出特点是:①主机采用单柱式结构,结构简单,技术成熟;②设计有特殊管端加厚模具配套和设计有配套的步进料架;③压紧滑块速度快;镦粗加压速度快;④设备自动化程度高,步进料架简单、高效;⑤整机上、下模座空间大,便于更换模具。下面为某公司应用的8MN设备主要技术指标(表1)及设备外形图(图2)、零件图(图3)。
该设备已获实用新型专利。专利名称“单柱式管端加厚机”,专利号ZL 2015 2 0037695.0。

图2 设备外观图

图3 管端加厚零件图
[1]俞新陆.液压机的设计与应用[M].北京:机械工业出版社,2007.
[2]王庆国,苏东海.二通插装阀控制技术[M].北京:机械工业出版社,2001.
[3]刘俞铭.液压机械使用手册[M].北京:华北通用机械出版社,2005.
[4]中国机械工程学会塑性工程学会.锻压手册[M].北京:机械工业出版社,2007.
[5]魏 军.金属挤压机[M].北京:化学工业出版社,2005.
[6]王益群,高殿荣.液压工程师技术手册[M].北京:化学工业出版社,2009.
[7]温景林.金属挤压与拉拔工艺学[M].沈阳:东北大学出版社,1996.
A new type of practical single-column tube end thicken hydraulic press
SI Zongqing
(Jiangsu Provincial Xuzhou Metalforming Machine Tool Group Co.,Ltd.,Xuzhou 221116,Jiangsu China)
A new type of practical single-column tube end thicken hydraulic press unit has been introduced in the text.It is mainly for thickening process for oil tube and drill stem end (including inside thickening,outside thickening and inside&outside thickening),as well as sizing process for sleeve tube end.
Tube end thicken machine;Drill stem;Oil tube;Tube end thickening
TG315.4
B
10.16316/j.issn.1672-0121.2017.04.007
1672-0121(2017)04-0025-03
2017-04-16;
2017-05-28
司宗青(1981-),男,工程师,主要从事异形轴类件镦锻设备、管类件锻造及矫直设备等研发。E-mail:sizongqing2003@163.com
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
焊管(2021年5期)2021-06-04
石油石化节能(2021年4期)2021-04-28
焊管(2020年10期)2021-01-29
中国钱币(2020年3期)2021-01-07
装备制造技术(2020年4期)2020-12-25
水利科技与经济(2019年6期)2019-07-05
中国新技术新产品(2018年21期)2018-01-05
锻压装备与制造技术(2016年3期)2016-06-05
锻压装备与制造技术(2016年3期)2016-06-05
