
车削工艺在3PE 防腐管管端涂层去除中的应用
2021-06-04 07:25王治波吴加友毛浓召赵锐锋贝广齐
焊管 2021年5期
王治波, 吴加友, 毛浓召, 赵锐锋, 贝广齐
(宝鸡石油钢管有限责任公司 输送管公司, 陕西 宝鸡721008)
0 前 言
管端涂层打磨机是去除3PE 防腐管管端涂层普遍采用的一种设备, 也是钢管3PE 防腐生产中不可或缺的设备之一。 目前国内3PE 生产线常用的管端涂层打磨机主要由小车行走机构、 打磨装置、 旋转辊、 顶辊、 除尘器及操作台等组成。
在管端涂层打磨过程中, 打磨电机带动钢丝刷高速旋转, 气缸升起, 钢丝刷贴紧钢管表面,打磨去除管端的防腐涂层, 形成一定角度的涂层倒角和管端预留, 该工序俗称管端打磨工序, 也叫端切工序。 该工序的主要功能是使3PE 防腐钢管的管端涂层处理达到GB/T 23257—2017 第6.8条款中“聚乙烯层端面应形成不大于30°的倒角”和“管端预留长度宜为100~150 mm” 的要求。
采用钢丝刷打磨管端涂层, 设备简单、 操作方便, 但工作时噪音大, 实测在95 dB 以上; 打磨产生的PE 粉尘散落在周边设备和地面上, 现场环境较差; 同时, 钢丝刷属于易耗品, 以打磨Φ914 mm 防腐钢管为例, 使用周期仅有50 h 左右, 材料消耗较大。
因此, 针对上述问题提出一种解决方案, 利用机加车削原理来实现3PE 防腐管管端涂层的去除, 通过选择合理的车削工位、 刀具, 利用车削装置将管端涂层车削成PE 条状, 达到降低工作噪音和耗材、 改善作业环境的目的。
1 车削工艺方案
车削装置采用机加车削的原理, 将刀具置于防腐管管端表面, 钢管置于旋转辊上, 钢管旋转时, 刀具沿钢管轴向进给 (如图1 所示), 达到去除管端PE 涂层的目的。
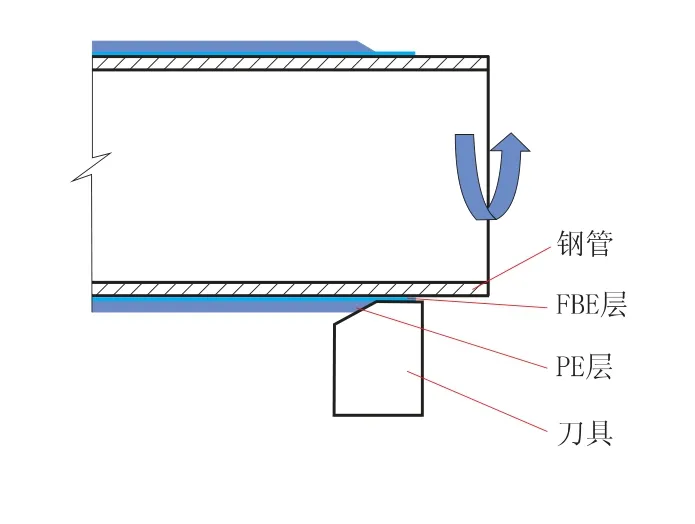
图1 管端车削原理示意图
1.1 车削工位选择
钢管两端均设置车削装置, 但每端可布置方位有多处, 在管端圆周方向上任一位置布置均可满足车削要求。
通过比较发现, 除了管端正下方, 在其余位置上, 刀具装置调整均受到钢管管径变化的影响, 不便于调整且装置体积较大。 而当刀具位于钢管下方时, 通过调整旋转辊辊轮中心间距可使不同管径钢管底部标高保持不变, 不需调整刀具位置, 因此车削刀具应置于管端下方。
1.2 刀具的选择和加工
(1) 刀具材质的选择
由于是车削PE 涂层, 对车削刀具硬度要求不高, 基于成本考虑, 选择常用的高碳钢或高速钢刀具即可。
(2) 刀具型号和尺寸
传统的管端打磨工艺采用的钢丝刷直径为Φ334 mm, 在PE 涂层端面打磨形成的涂层倒角实测为12°左右。
为了使车削装置满足涂层倒角加工要求, 选用型号为25 mm×25 mm×200 mm 的高速钢刀具,在Φ914 mm、 Φ1 219 mm 防腐钢管上进行车削试验, 防腐钢管参数见表1。

表1 防腐钢管参数
通过公式 (1) 计算, 得出刀具加工尺寸,刀具尺寸如图2 所示, 刀具加工参数见表2。

式中: h——聚乙烯涂层最大厚度, mm;
M——刀具宽度, mm;
L——横切线长度, mm;
α——涂层倒角, (°)。

图2 车削刀具尺寸示意图

表2 刀具加工参数
通过现场车削试验, 发现L=8.2/6.3 mm 时,刀具在钢管表面易产生划痕且调整难度较大;L=15.3/14.3 mm 时, 车削效果良好, 初步确定L最小取值应在8.2~14.3 mm 之间。 通过后续生产实际应用, 结合使用效果, 最终确定刀具修磨后剩余横切线L 最佳长度应≥10 mm。
在L≥10 mm 和α≤30°的取值范围内, 可设定L、 α 为定值, 例如: L=10 mm, a=15°, 通过公式(1) 形成关于x=M、 y=h、 斜率k=tgα 的直线, 表示为k(x-L)=y, 如图3 所示。
因此, 在刀具型号和尺寸的选择上, 针对最厚的涂层厚度h 值, 在满足工艺要求的情况下,选择成本较低的刀具即可。 此外, 在实际生产中, h 取值一定要稍大于最厚的涂层厚度, 否则会影响车削坡口质量。

图3 车削刀具宽度与涂层厚度的关系
2 车削设备及工作流程
2.1 车削设备
该设备主要有端切移动小车、 升降旋转辊、二级移动小车、 顶辊、 车削装置、 除尘器以及钢管上压装置、 控制系统等组成, 如图4 所示。
移动小车主要负责设备整体移动, 方便不同管长的钢管进出和端切。 升降旋转辊安装在移动小车上, 用于钢管的托举和旋转, 辅助钢管完成车削或打磨作业。 二级移动小车用于作业时带动车削装置沿直线导轨移动, 精准控制管端预留长度。 打磨装置主要用于管端焊缝未修磨钢管的管端涂层处理或者打磨管端裸露部分粘残留的杂物、 锈迹等。 车削装置是由丝杆控制的移动机构、 气缸、 刀具等组成, 用于钢管3PE 涂层的车削。 顶辊用于钢管两端的定位。 除尘装置用于打磨时粉尘的收集。 上压装置主要针对中小直径钢管, 由气缸控制压辊紧压管端, 避免钢管跳动。 控制系统作为整个车削设备工作的控制中心, 负责对各个部件进行控制, 保证各运动部件正常工作, 完成设定的工作任务。

图4 车削设备结构示意图
2.2 车削工作流程
当防腐管进入车削工位时, 自动车削工序启动(如图5 所示)。 端切移动小车沿导轨快速向管端移动, 至顶辊限位时停止; 旋转辊升起并旋转,车削装置随二级移动小车移至管端涂层车削位置,气缸升起将刀具贴近钢管表面开始车削作业。 当车削到设定位置后, 气缸、 车削装置、 二级小车等装置依次退回原位, 车削工作完毕。

图5 车削工位示意图
2.3 自动控制
车削控制系统采用PLC 控制, 通过触摸屏参数设置控制旋转辊、 端切小车、 二级进给小车的速度, 车削起刀和车削量可以通过调整限位位置和车削量参数设定来实现, 从而实现不同的管端涂层预留要求, 整个过程可实现一键自动车削。
3 应用效果
3.1 应用效果
该车削装置在3PE 防腐生产线得到了成功应用, 应用效果如图6 所示。 以Φ914 mm 防腐管为例, 设备工作噪音由99 dB 降至85 dB 以下, 噪音显著降低; 打磨PE 粉尘变为PE 条状(如图6 (a) 和图6 (b) 所示), 现场环境明显改善; 车削刀具可以反复修磨使用, 且价格低廉, 刀具使用寿命约4 个月, 材耗费用相比钢丝刷可节约94%以上, 大幅减少材料消耗。 此外,车削的3PE 倒角坡口整齐光滑, 管端预留长度波动由10~20 mm 降至±1 mm, 外观质量显著提升(如图6 (c) 所示)。

图6 车削装置在3PE 防腐生产线应用效果
3.2 设备的优点及局限性
该车削设备的优点在于: ①改变了传统的打磨工艺, 优化了车削工艺方式, 从根本上解决了噪音、 粉尘污染问题; ②车削工位设计合理, 具有体积小、 调整便捷的优势, 可适应不同管径钢管管端涂层的处理; ③通过电气自动控制实现了一键自动车削作业, 降低了操作人员工作强度;④可以精确控制车削量、 车削角度, 满足不同的管端涂层处理要求。
由于车削工艺要求管端外焊道高度低于0.5 mm 且圆滑过渡, 对合同订单不要求去除管端外焊道的钢管, 不能采用车削作业, 管端涂层处理可通过本设备的打磨装置来实现。
4 结束语
该车削工艺及设备在3PE 防腐钢管涂层去除中的实际应用, 有效解决了外防腐涂层管端打磨在噪音、 粉尘方面的问题, 生产岗位工作环境得到了很大改善。 通过自动控制技术的应用, 在不降低工作效率的基础上, 实现了自动车削作业, 同时提升了管端涂层处理质量, 减少了材料消耗。
猜你喜欢
汽车工艺师(2022年9期)2022-10-09
房地产导刊(2022年5期)2022-06-01
防爆电机(2022年2期)2022-04-26
煤气与热力(2022年2期)2022-03-09
智能制造(2021年1期)2021-03-26
第二课堂(课外活动版)(2021年5期)2021-01-18
装备维修技术(2020年10期)2020-11-19
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
现代职业教育·中职中专(2017年2期)2017-08-13
