
基于NX的一键倒角编程技术
2021-03-26 02:34郎永兵杨强华
智能制造 2021年1期
郎永兵,杨强华
应用 Application
基于NX的一键倒角编程技术
郎永兵,杨强华
(广州市工贸技师学院,广东省广州市 510425)
以NX深度轮廓铣为基础,通过合理配置方法、刀具和刀轨等工序内部参数,完成了任意模型的定尺寸倒角编程,结合NX宏的录制与回放功能实现了任意模型的一键倒角编程。此编程技术主要应用于平面轮廓类零件的倒角、去毛刺中,极大提升了编程效率,具有一定的推广应用价值。
NX;深度轮廓铣;2D倒角;宏;自动编程
1 引言
未注倒角与去除毛刺飞边等相关技术要求是零件质量的重要组成部分。目前,随着CAD/CAM技术的迅猛发展,应用CAM技术完成零件的倒角、去毛刺加工成效显著。下面基于NX1926(以下简称“NX”),探究平面轮廓类零件的一键倒角编程技术及其应用。
2 模型整体倒角编程
模型整体倒角是在一个刀轴方向上完成模型所有2D轮廓的定尺寸倒角加工编程工艺。NX深度轮廓铣加工工序主要用于铣削多深度底面或轮廓的实体,可以铣削陡壁区域或整个零件模型[1]。该工序在倒角编程中通过加工方法、切削范围等参数确定倒角的加工位置;通过配置刀具、切削范围和碰撞检查等参数设定倒角加工的切削层,倒角加工几何位置关系如 图1所示。

图1 倒角位置关系
2.1 几何体、方法及刀具设置
(1)指定部件几何体
NX的几何体主要有部件几何体、毛坯几何体及检查几何体组成,在编程过程中依加工部位选择设置[2]。在工序导航器——几何视图中,选择【工件】→【几何体】指定部件为零件模型,如图2所示。

图2 部件几何体
(2)创建倒角刀
为了进行工序的创建,必须指定加工所用的刀具,对有可能产生干涉的加工,在刀具创建时必须合理定制其几何参数,必要时创建对应的刀柄与夹持器。经测试,NX可以对除刀刃外的刀杆、刀柄及夹持器进行“碰撞检查”。单击【主页】→【创建刀具】,建立D6V90倒角刀,设置【刀刃长度:1.5】,如图3所示。
(3)创建倒角加工方法
加工方法将可以指定余量、公差、切削步距和进给率等选项的值[3]。单击【主页】→【方法】,基于铣削精加工方法建立用于倒角加工的“方法”,设置【部件余量:-0.2】(如图4所示),即通过负余量配合倒角刀完成整体倒角0.2 mm。

图3 D6V90刀具

图4 C0.2倒角“方法”
2.2 深度轮廓铣加工工序建立



图5 “主要”选项设置

图6 “切削层”选项设置

图7 “公差和安全距离”选项设置
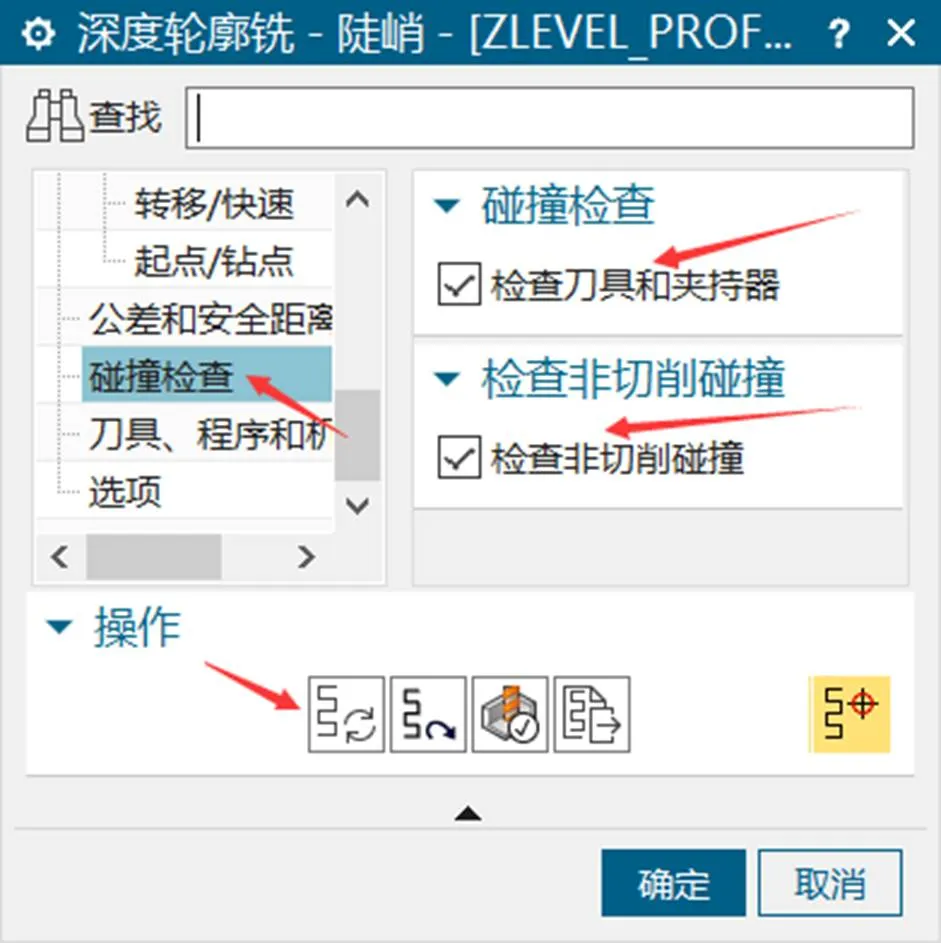
图8 “碰撞检查”选项设置

图9 模型整体倒角编程
3 宏文件定制
宏是储存了一系列描述NX会话用户和鼠标交互语句的文件。任何一组交互输入操作都能够记录在宏文件中,通过回放宏文件即可完成重复性的操作。宏功能适用于执行简短、重复性的操作任务,并且能够针对操作者的工作环境进行定制。
宏文件的后缀名为.macro,宏代码既可以通过宏录制生成,也可以通过人工编写代码另存为.macro实现[4]。宏的录制内容通过用户默认设置定义,选择【文件】→【实用工具】→【用户默认设置】,在【基本环境】→【用户界面】→【宏】选项卡中,勾选“录制所有的变换”,此选项用于确定是否用3D输入设备执行的所有视图变换录制为一个宏;勾选“回放时显示对话框”(如图10所示),完成宏录制设置。

图10 “宏”的设置
通过分析模型整体倒角编程特点,应用NX宏的录制功能完成任意模型的一键倒角编程宏文件的定制,使用回放功能完成任意模型的一键倒角编程。宏的录制流程如图11所示,具体操作如下。

图11 一键倒角的宏录制流程

4 实例应用
宏的一键倒角编程主要通过回放宏文件完成,回放时的NX环境与录制时的初始环境需保持一致。一般有三种应用情境:①多工位去毛刺加工,首个工位通过回放宏文件完成,其他工位通过复制、粘贴等软件基本功能实现;②多区域多尺寸倒角、去毛刺加工,通过结合去毛刺倒角的“方法”创建定尺寸倒角,通过回放宏文件完成;③指定区域倒角、去毛刺加工,通过回放宏文件、修改加工区域完成。精选编程实例,综合应用如下。
(1)回放一键倒角宏文件

图12 切削层参数
(2)尺寸倒角1的设置
基于方法中已设部件余量为-0.2,修改倒角特征尺寸为0.8,调整合适的加工坐标系,重新生成加工工序,完成模型正面的整体倒角,结果如图13所示。

图13 倒角实例应用
(3)反面倒角编程
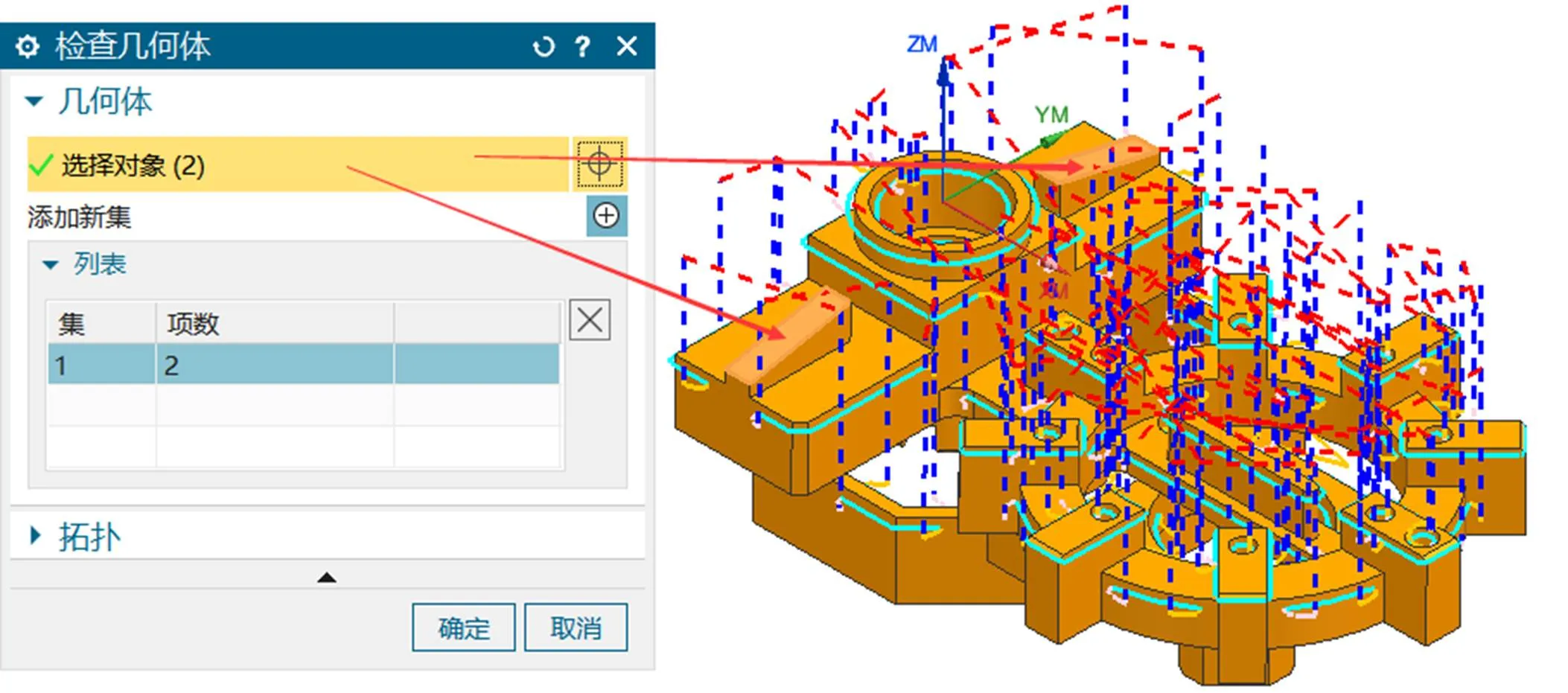
图14 检查体及反面倒角编程
5 结语

[1] 姜厚文,杨浩.UG NX6固定轴与多轴铣培训教程[M].北京:清华大学出版社,2010.
[2] 郎永兵.基于NX12.0的楦头五轴定向加工区域衔接技术应用探究[J].机械工程师,2020(10):76-77.
[3] 王卫兵,王金生.UG NX8数控编程学习情境教程[M].北京:机械工业出版社,2012.
[4] 罗易彬,唐红涛,刘雪红,等.基于UG宏与二次开发的工程图尺寸自动标注方法研究[J].模具工业,2015(7):30-35.
[5] 李锋.UG NX9.0零件造型与数控加工[M].北京:化学工业出版社,2014.
[6] 金大玮,张春华,华欣.UG NX12.0完全实战技术手册[M].北京:清华大学出版社,2018.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
工程技术研究(2021年7期)2021-05-30
装备制造技术(2020年4期)2020-12-25
今日农业(2020年16期)2020-12-14
装备制造技术(2019年12期)2019-12-25
家庭影院技术(2018年10期)2018-11-02
Coco薇(2017年12期)2018-01-03
制造技术与机床(2017年10期)2017-11-28
电镀与环保(2017年2期)2017-05-17
时代农机(2017年2期)2017-04-02
