两种高压焊接密封结构的对比分析
2017-12-21 11:25李魁
化工设计 2017年6期
李 魁
中国成达工程有限公司 成都 610041
两种高压焊接密封结构的对比分析
李 魁*
中国成达工程有限公司 成都 610041
利用有限元分析软件ANSYS对焊接密封结构中两种垫片进行对比分析。结果表明,焊接垫片在工作时会随着平盖发生弯曲,在合适的位置减薄垫片厚度可以满足强度要求,能降低焊接接头与其他零部件的接触应力和焊接接头内部应力,增加密封结构的可靠性。
ANSYS 有限元 隔膜密封 接触应力 应力线性化
小直径高压换热器管箱平盖较多采用焊接密封结构,见图1。平盖通过螺柱紧固承受内压,筒体端部与平盖之间设有平板隔膜垫片,垫片与筒体端部焊接在一起,角焊缝能起到密封作用。此结构简单、密封可靠,加工要求不高,缺点是检修时需要磨掉焊接材料,一般用在高压、无需频繁开启的场合。此结构在很多项目上已成功使用[1][2],可以按标准[3]设计法兰(筒体端部)、平盖及螺柱的强度,但隔膜垫片作为密封的核心元件,未见完善的设计方法。文献4利用轴对称模型对隔膜垫片进行分析,没有考虑结构承压时螺柱伸长带来的影响。本文通过建立3D模型,对密封结构进行计算分析和线性化处理,主要对比分析隔膜垫片不同位置的及焊接接头处的应力分布。

图1 高压焊接密封结构
由图1可见,内压通过隔膜垫片传递到平盖,平盖通过螺柱与筒体端部紧固在一起,平盖在承压时发生轴向位移及弯曲变形。隔膜垫片的中心部分随着平盖产生轴向位移和弯曲变形,边缘部分和筒体端部焊接在一起,为了满足变形协调,隔膜垫片在减薄位置产生弯曲,同时边缘发生偏转,形成角位移。所以角焊缝不但起到密封作用,还要承受垫片弯曲和偏转产生的载荷。隔膜密封结构的可靠性和隔膜垫片的结构尺寸、焊接接头的尺寸、螺柱和平盖的整体刚度相关。
常用隔膜垫片的总厚度G为20mm,中心部位厚度S不小于10mm,垫片倒圆r不小于6mm。一般筒体端部的止推环槽高度大于5mm,实际操作过程中隔膜垫片发生位移和偏转,有文献5认为从隔膜垫片强度稳妥的角度,可以把隔膜垫片更改为圆平板(见图3),曾大量应用在加氢反应器上。
本文借助有限元软件ANSYS17.2,对某合成氨装置的锅炉给水预热器管箱密封结构进行建模,两种结构中平盖、筒体端部、螺柱及焊接接头尺寸均相同,结构1的隔膜垫片带有减薄区(见图2);结构2是平板隔膜垫片(见图3)。对两种结构进行应力分析,并参照JB4732-95进行应力线性化。希望对比分析对后续设计有所借鉴。
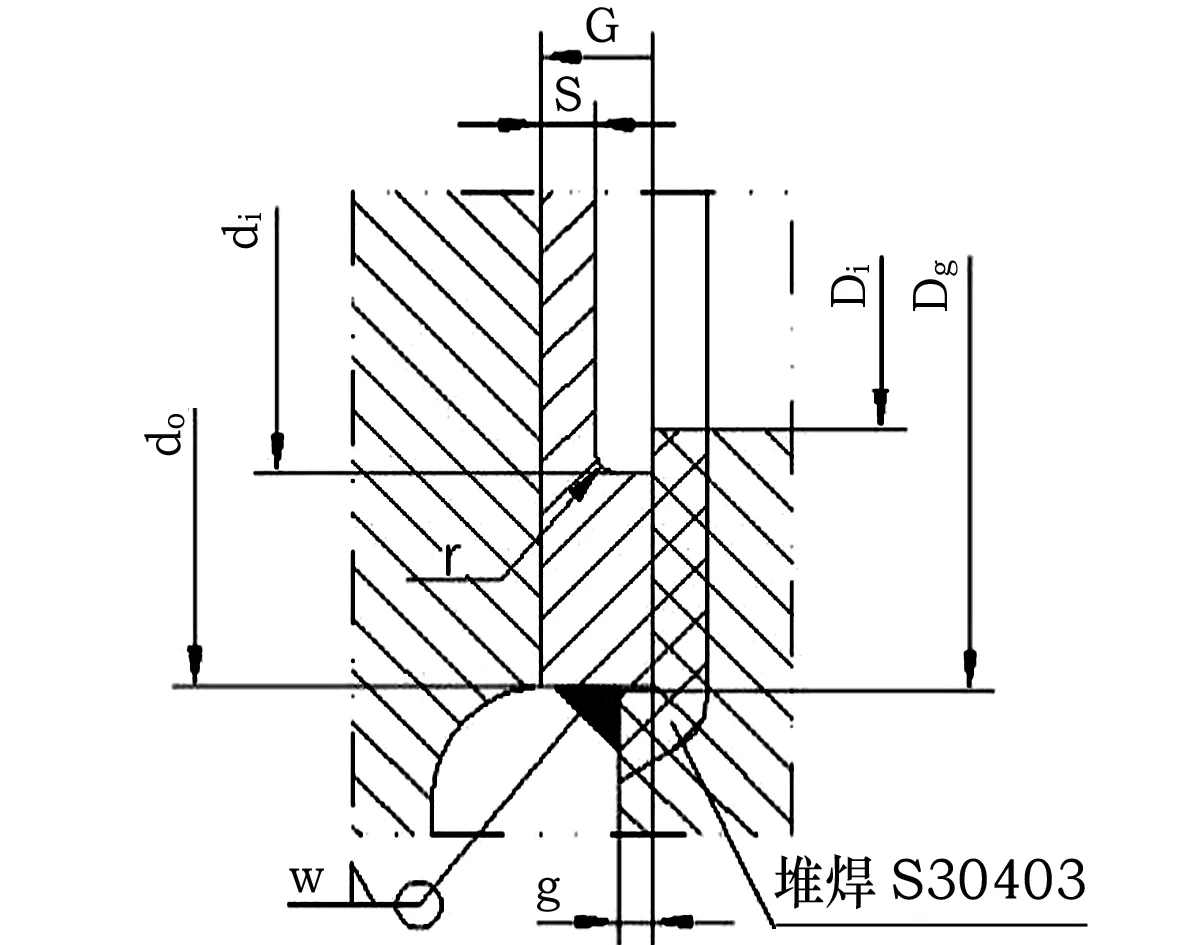
图2 结构1焊接密封
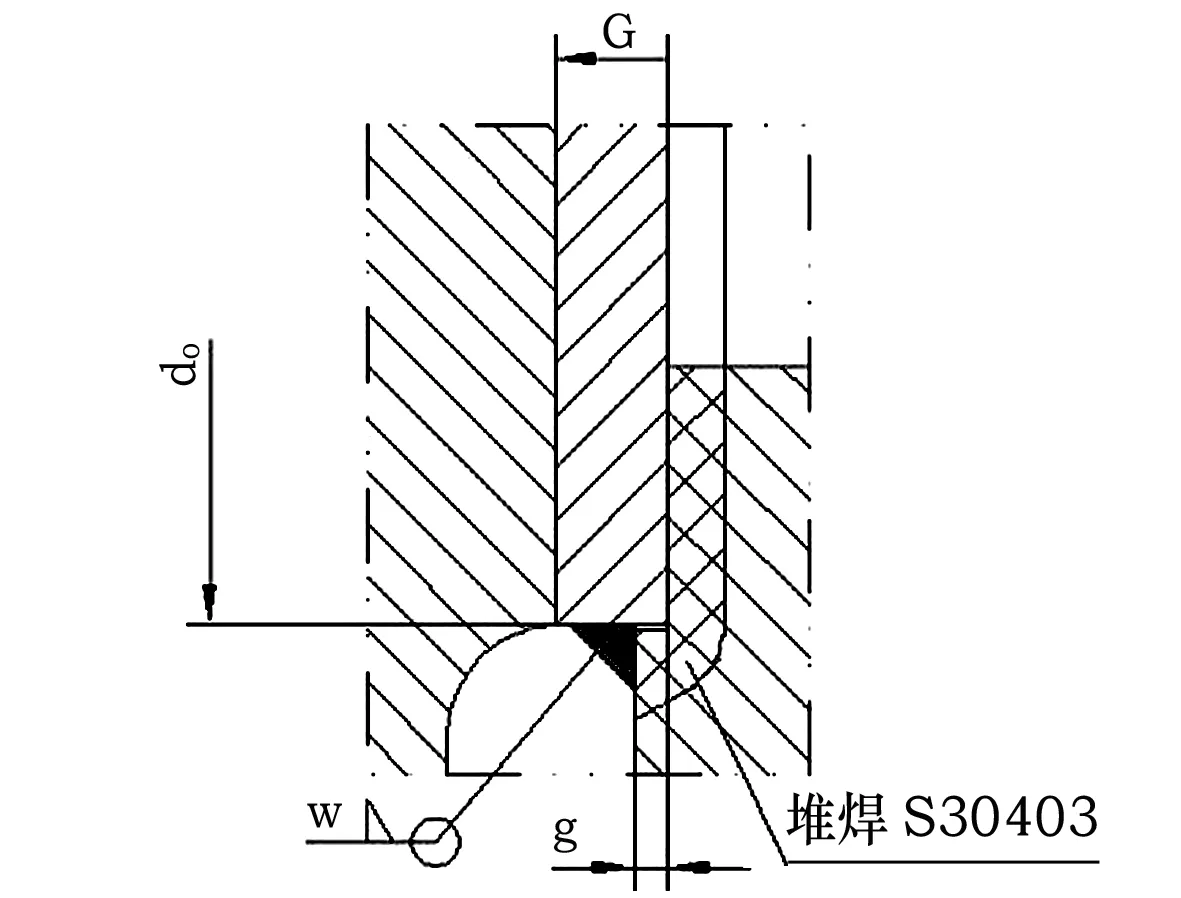
图3 结构2焊接密封
1 结构尺寸与参数
1.1 模型的结构参数
本文分析的锅炉给水预热器管箱设计压力11.41MPa,设计温度60℃。模型1数据见表1,模型2垫片为一平板,厚度与模型1总厚度相同。

表1 结构尺寸
1.2 材料的特性
隔膜垫片在使用或检修过程中需要开启和更换,垫片及焊接接头应选择无需焊后热处理的材料,一般选用S30408。密封焊缝材质和S30408一致。具体材料属性见表2。假设结构各个元件的材料均为线弹性材料,不考虑平盖及筒体端部的温差效应。

表2 材料属性
2 分析模型
由于本文主要讨论端部密封处的应力分布,忽略筒体接管对端部密封结构影响。考虑结构和载荷的对称性,沿换热器轴向对称面切开取其1/4作为分析模型。
为了能准确模拟密封结构内应力状态,所有部件均选用ANSYS的20节点实体单元,采用扫略方式划分网格,结构1和结构2在垫片及焊接接头设置同样的单元大小,保证两个模型的网格精度相同。网格划分后模型1共有122494个单元,514506个节点,见图4;模型2共有164394个单元,696166个节点,见图5。

图4 结构1网格模型

图5 结构2网格模型
3 载荷及边界条件
根据结构的对称性,设置模型中所有结构的对称面关于Y轴和Z轴对称,筒体右端面设置为轴向约束(X轴方向)。筒体(及端部)内表面、垫片内表面施加内压。垫片与筒体端部、垫片与法兰盖均设置为无摩擦接触;焊接接头与筒体端部和垫片设置为绑定接触。结构1载荷和边界条件见图6;结构2载荷和边界条件见图7。

图6 结构1载荷和边界条件
4 计算结果及分析
4.1 总体变形

图7 结构2载荷和边界条件
结构1、结构2变形云图分别见图8和图9。
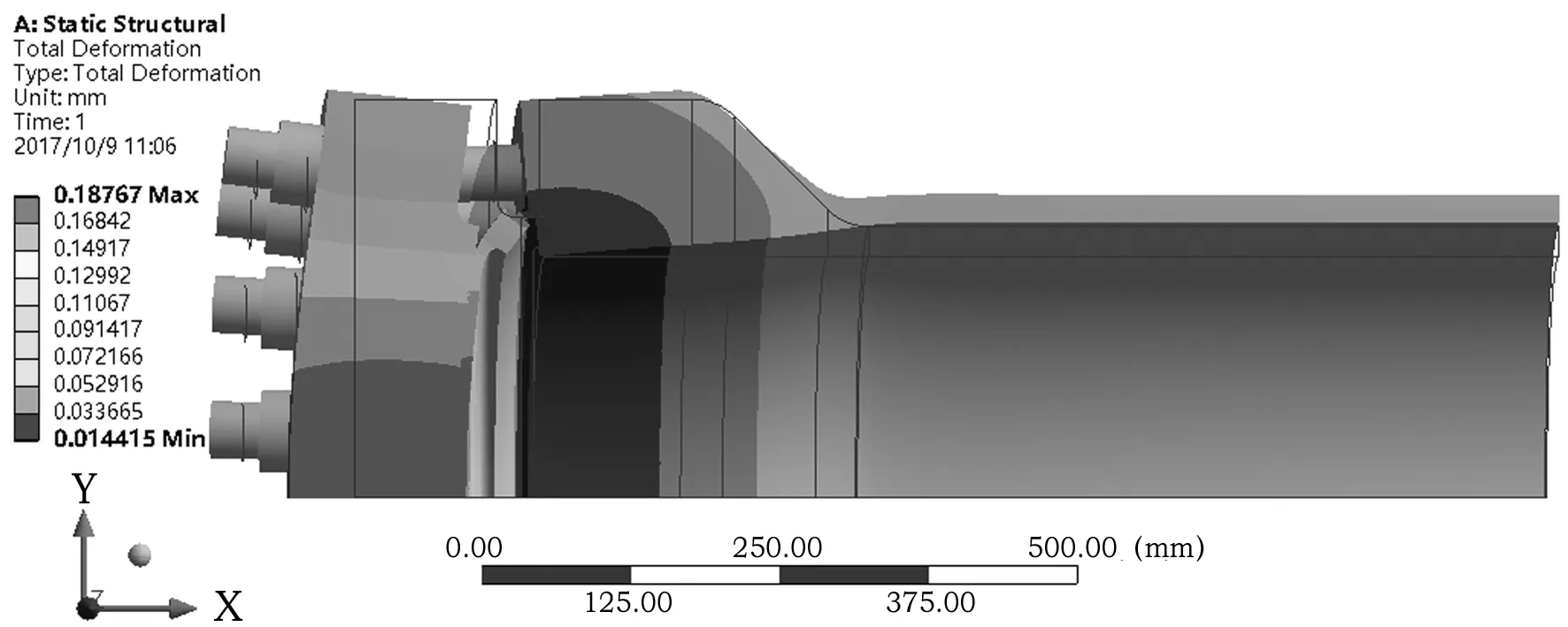
图8 结构1变形云图

图9 结构2变形云图
由图8和图9可见,这两种密封结构在内压作用下,平盖发生轴向位移,垫片边缘部分与平盖分离,垫片的中心部分与平盖贴合在一起;垫片密封面与筒体端部密封面分离,垫片密封面有一定的偏转,焊接接头起密封作用。主要原因是内压作用时螺柱伸长,平盖相对于筒体端部轴向移动,垫片自身无法承受内压,随着平盖产生轴向位移,垫片边缘部分产生偏转。
从变形云图看,内压作用下,结构1平盖的弯曲变形小于结构2。两个计算模型中,平盖尺寸和螺柱尺寸相同,因为结构1的隔膜垫片在承受内压时,中心部分受压弯曲变形,而垫片直段部分受压时,中心部分径向产生局部拉应力,弯曲的垫片趋于变平。结构2的平板垫片在承受内压时弯曲变形。
4.2 垫片与平盖的接触应力
结构1隔膜垫片与平盖接触应力见图10;结构2隔膜垫片与平盖接触应力见图11。

图10 结构1隔膜垫片与平盖接触应力

图11 结构2隔膜垫片与平盖接触应力
利用ANSYS接触工具,可以得到垫片与平盖的接触应力,此处压力为正。由图10和图11可知,接触应力分布近似相同,垫片边缘区域与平盖分离,在垫片弯曲区域内接触应力最大,向中心逐渐减小,中心大部分区域接触应力趋于相等。两种垫片对平盖的最大应力近似相等,但是结构2最大接触应力的范围大于结构1,结构2中垫片传递更多的力给平盖。
4.3 焊接接头与筒体端部接触应力
结构1焊接接头与筒体端部接触应力见图12;结构2焊接接头与筒体端部接触应力见图13。
由图12和图13可见,焊接接头与筒体端部的接触应力分布相似。焊接接头的最大压应力在角焊缝边缘,两种结构的最大压应力相近。最大拉应力在焊接接头与筒体端部接触的边缘部位,结构1的最大拉应力65.62MPa,结构2的最大拉应力122.82MPa,结构2焊接接头承受更大的拉应力。
4.4 焊接接头与垫片接触应力
结构1焊接接头与隔膜垫片接触应力见图14;

图12 结构1焊接接头与筒体端部接触应力

图13 结构2焊接接头与筒体端部接触应力
结构2焊接接头与隔膜垫片接触应力见图15。

图14 结构1焊接接头与隔膜垫片接触应力
结构1焊接接头与垫片的接触应力由拉应力逐渐改为压应力,拉应力最大为45.74 MPa,由于凹槽存在,减弱了垫片边缘区域的偏转,所以焊接接头的压应力较小。而结构2的垫片等厚变形,受拉与受压数值基本一致。焊接接头与垫片的接触应力由压应力逐渐过渡为拉应力,拉应力和压应力对称分布。
4.5 两种垫片线性化
在垫片径向位置参照JB 4732-95(2005确认)进行应力线性化,对比结果见图16。
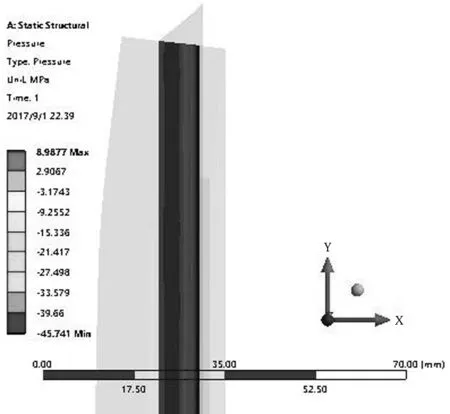
图15 结构2焊接接头与隔膜垫片接触应力

图16 垫片径向位置线性化曲线
在距中心140mm内的区域结构1和结构2的应力分布均匀,薄膜应力和薄膜应力加弯曲应力改变不大,结构1内的应力水平略大于结构2。在距中心大于140mm的位置,垫片发生弯曲,结构2发生弯曲的影响范围比结构1大,结构2内的弯曲应力小于结构1的弯曲应力。
4.6 焊接接头内部应力
结构1焊缝处应力见图17;结构2焊缝处的应力见图18。
文献6对焊接密封的多起失效案例进行分析表明,部分密封失效是由焊接接头内的残余应力和施焊工艺引起。结构1和结构2焊接接头尺寸相同,但操作时焊接接头内的应力相差较大。结构1的焊缝最大应力122.8MPa,结构2焊缝的最大应力达到了177.03MPa,结构1最大应力位置在焊缝和端部焊接的地方,结构2的最大应力在焊缝中心位置,主要原因是结构1直段存在的径向拉应力缓解了焊缝处的弯曲变形,同时由于径向拉力的存在使得最大应力的位置偏向与筒体端部连接处;而结构2的焊接接头所承受的应力相对较大,且主要是弯曲应力,其最大应力的位置在焊缝内部。
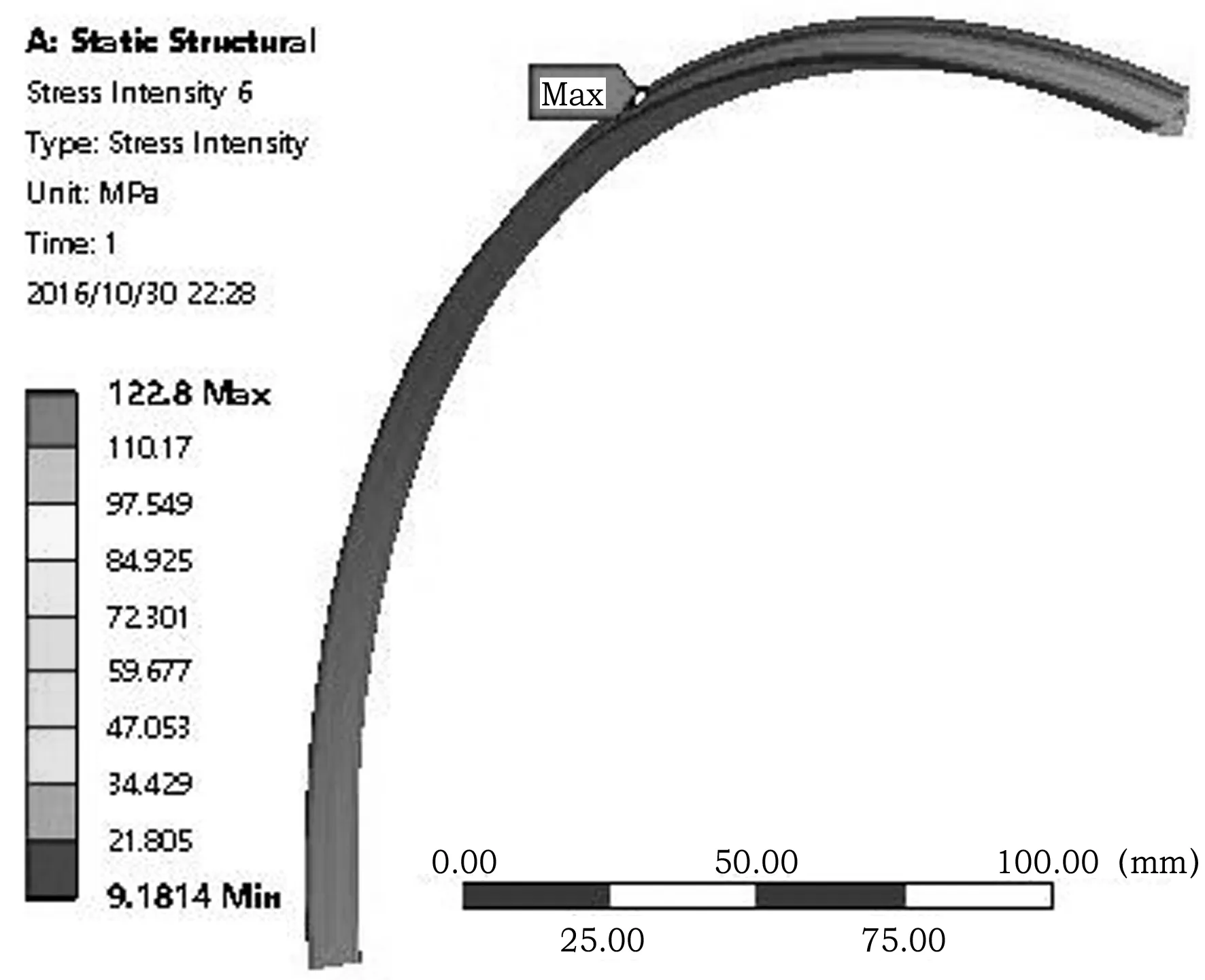
图17 结构1焊缝处应力
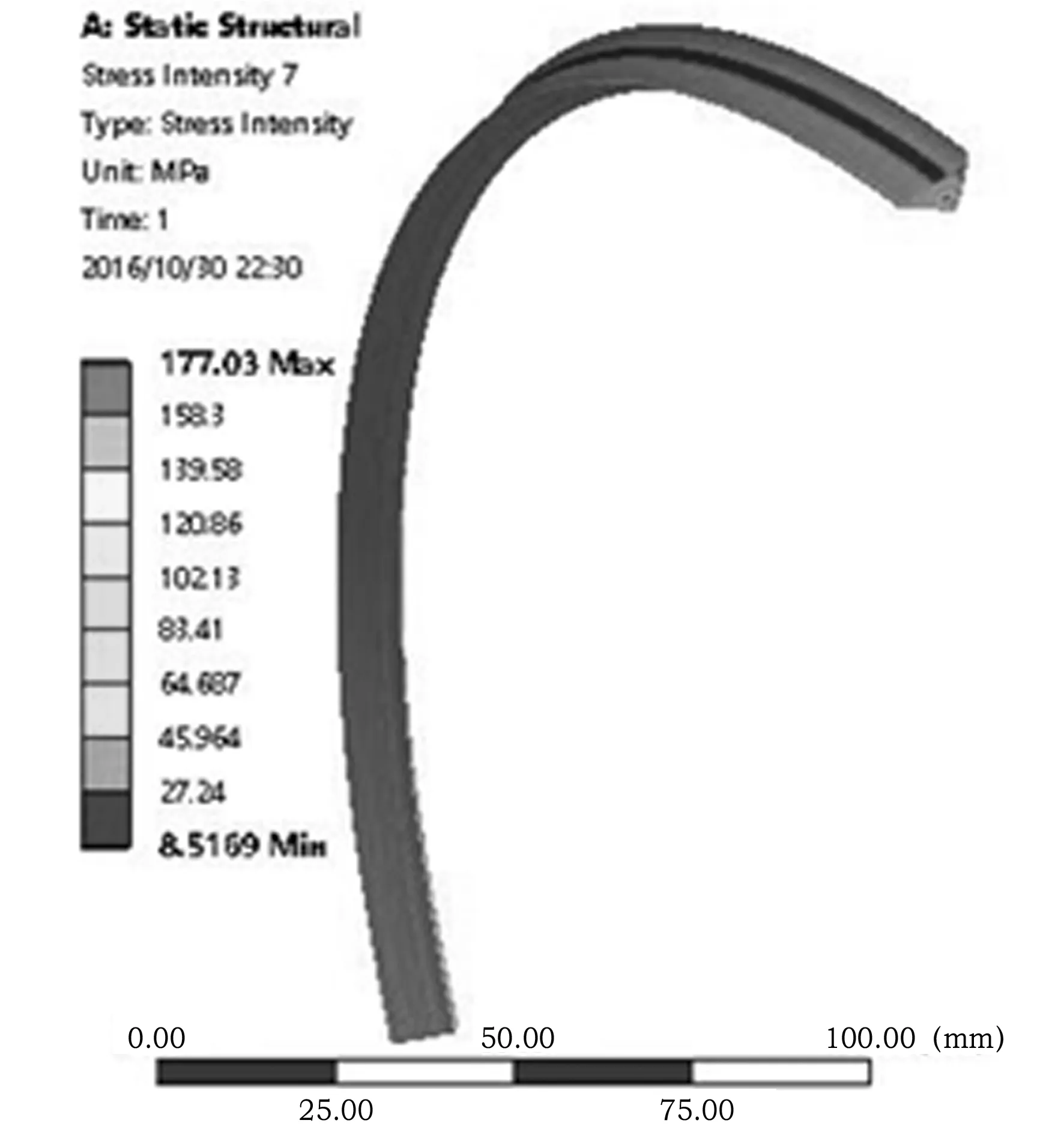
图18 结构2焊缝处的应力
对两种结构的焊接接头进行应力线性化,线性化路径见图19,线性化路径数据见表3。

图19 焊接接头线性化路径
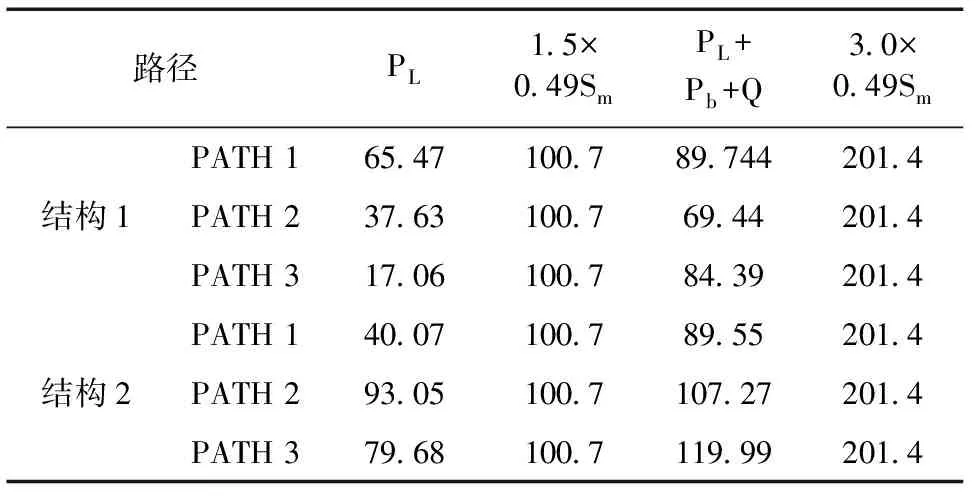
注:PL为一次局部薄膜应力;Pb为一次弯曲应力;Q 为 二次应力;Sm为材料的设计许用应力强度。
由表3可以看出,结构1中焊接接头的应力水平明显低于结构2。按照JB4732-95(2005确认)对线性化结果进行评定,许用应力强度参照HG/T 20580-2011中焊接接头确定为0.49Sm,局部薄膜应力(PL)应不大于1.5×0.49Sm,一次应力加二次应力(PL+Pb+Q)应不大于3.0×0.49Sm,以上结构能满足要求。在设计中如果采用结构2的隔膜垫片,焊接接头的要求更高。
5 结语
本文对适用于小直径、高压、非高温的隔膜密封结构进行分析,结论如下:
(1)结构1有减薄区域,垫片主要承受轴向和较大的径向压力;结构2的垫片主要承受轴向的压力。工作时,结构1垫片与平盖的接触力较小,垫片与平盖产生的变形小;结构1的焊接接头产生的接触应力较小。
(2)垫片密封面和筒体端部密封面分离,利用焊接接头进行密封。制造过程中对密封面无需过高的要求,但对密封焊接角接头应提出焊接尺寸和表面检测要求。
(3)结构1焊接接头内的最大应力在与端部焊接的边缘位置;结构2焊接接头的最大应力在中心位置。
结构1中焊接接头与垫片、焊接接头与筒体端部的接触应力及焊接接头内应力较小,所以带减薄的垫片结构在本文限定场合下使用更合理。设计中应适当增大螺柱、法兰端部和平盖的刚度,特别在平盖较厚、螺柱较长的场合,防止因平盖轴向位移过大,垫片产生过大的弯曲变形,发生塑性变形,而使垫片失效。
1 王荣贵,王 晨.化工设备开口焊接密封的设计与焊接施工[J].化肥设计,2013,3(53):27-34.
2 岳国印.焊接密封垫片连接结构的平盖设计[J].化工设备与管道,2006,5(43):29-31.
3 HG/T 20582-2011,钢制化工容器强度计算规定[s].
4 苏燕等.盖板隔膜密封热交换器隔膜垫片结构分析及比较[J] .石油化工设备,2016,1(45):28-33.
5 陈孙艺. 换热器管箱球面隔膜密封关键结构的制造技术[J] .装备制造技术,2016,5:44-49.
6 赵 翠,陆晓峰. 加氢换热器角焊缝密封接头焊接工艺参数优化[J] .焊接学报,2009,7(30):101-104.
*李 魁:高级工程师。2008年毕业于中国石油大学(北京)化工学院化机专业获硕士学位。一直从事压力容器设计工作。
联系电话:(028)65531513,E-mail:likui@chengda.com。
2017-08-17)
猜你喜欢
大电机技术(2022年4期)2022-08-30
工程建设与设计(2022年15期)2022-08-24
大电机技术(2022年1期)2022-03-16
汽车工艺师(2021年12期)2021-12-22
新疆钢铁(2021年1期)2021-10-14
河南化工(2021年9期)2021-10-13
科学技术创新(2021年26期)2021-09-15
铁道通信信号(2020年10期)2020-02-07
中国新技术新产品(2019年2期)2019-04-12
橡胶工业(2015年4期)2015-02-23