
套管振动输送装置设计及试验
2017-12-16 02:48张文波张铁中张立博孔艳山
农机化研究 2017年4期
张文波,张铁中,褚 佳,张立博,刘 展,孔艳山
(中国农业大学 工学院,北京 100083)
套管振动输送装置设计及试验
张文波,张铁中,褚 佳,张立博,刘 展,孔艳山
(中国农业大学 工学院,北京 100083)
为研究开发新型、高速自动嫁接机,提出采用套管嫁接法,设计了专门的套管振动输送装置。该套管振动输送装置可以将无序排列的套管有序排列成方向一致的姿态并输送至需要位置。同时,在研究该装置结构的基础上,以选定尺寸的套管为试验对象,选取振动电压为研究对象,以变异系数为评价指标,进行输送装置的性能试验。试验结果表明:输入电压为185V时,装置运行最为稳定,此时套管输送速度为85个/min,可以保证后续嫁接作业对于套管输送平稳性与速度的要求。
自动嫁接;振动输送装置;振动电压;输出速度
0 引言
蔬菜嫁接技术历史久远,自20世纪80年代日本出现自动嫁接技术以来,日韩、中国和欧美国家都进行了相关研究,取得了一些成果[1-2]。由于嫁接过程的不同,自动嫁接技术中的辅助接合件的选用也不尽相同[3]。
本文研究的套管式嫁接的核心是在嫁接过程中合理安放套管,使被嫁接砧木、穗木有效接合。套管嫁接与其他嫁接方法相比较,可以有效提高嫁接苗存活率,保持嫁接点处水分含量,且套管具有成本低、可重复利用等优点[4]。
当前,国内外的套管式嫁接主要用于人工嫁接作业,广泛用于西红柿、茄子的嫁接。利用套管式嫁接法进行全自动机械嫁接的技术还不够成熟。在国外,日本烟草公司率先开发出套管式蔬菜嫁接机,该嫁接机采用一种具有热缩性的塑料管。嫁接时,由套管供应装置切下适当长度的热缩管,将穗木和砧木分别插入其中进行嫁接;然后,用高温热气快速加热接合部位,套管因受热而收缩,夹紧接合后的幼苗,待短时间冷却后即完成嫁接作业过程。除上述介绍,国内外与套管自动嫁接相关的文献很少[5-6],且无样机。
因此,对于采用套管法嫁接的研究很有必要性和探索价值。为此,本文设计研究了一种套管输送装置,为后续机器套管获取与后续嫁接提供研究基础。
1 套管选择
套管的选取不仅影响到后续套管振动输送装置的设计,还会对嫁接成功率和成活率产生一定影响。目前,实际生产中用于嫁接作业的套管,主要有以下3种类型(见图1):①圆柱形塑料管;②开槽热塑套管;③圆台型套管。分别比较3种套管的使用难度、机械操作可行性和性价比,选择最适宜的一种套管作为研究对象。

图1 套管种类
圆柱形塑料管形状简单,但机械化输送和拾取比较困难。其在机器嫁接中有过尝试,具有一定的可行性,使用时需要设计专门的机械手爪抓取热缩管,并配套加热装置,但价格在3者中最为低廉。有开槽型热缩套管在人工嫁接中使用广泛,因设置开口,容易通气且保湿效果好,有利于嫁接苗成活;但机器嫁接中未见有尝试,使用难度较大,价格适中。圆台型套管在人工嫁接中使用较多,因套管各部分外径有所差异,符合嫁接苗上部外径大、下部外径小的实际情况,因此嫁接后成活率更高。该套管呈半透明状,一侧开口,有良好的扩展性,对于茎秆直径有所差异的嫁接苗具有良好的适应性。由于形状特征明显,容易设计出专门装置进行机械化嫁接操作,因此相对容易实现机械化使用,使用难度较低,且大批量购买价格较为低廉。
通过表1比较可知:选择圆台型套管作为震动装置的研究对象,有利于震动装置的机械机构设计,也利于对嫁接苗的续缓苗期培养。针对人工嫁接用圆台型套管,需做进一步进行优化,使之适合机械振动排列动作。圆台型套管的顶端具有一个把柄结构,主要目的是便于人工嫁接时的套管拾取;但在机械自动嫁接作业中,该把柄会造成机械结构部分的繁杂,因此使用前首先进行预处理,将套管此处结构去掉。

表1 套管种类比较
处理后的套管及尺寸图2所示。其中,内径尺寸d2考虑嫁接苗株径大小,实验室前期研究表明,适宜嫁接时期的砧木株径为2.4~3.1mm,因此选择内径为2.5mm;当切削角度为30°时,形成贴合面长度约为4.8~6.2mm;为保证包覆充分,套管长度H应大于两倍的贴合面长度,因此选择H为14mm规格的套管。以上关键尺寸确定后,图2(b)中标注的其他尺寸也将确定。

图2 套管三维图和尺寸示意
2 震动输送装置关键部件设计
2.1 装置总体结构及工作原理
本研究的震动输送装置主要由震动基座、螺旋升道、大头卡道、换向挡块、换向弧道、定向轨道、定向调整缺口、V型槽、圆弧轨道、小头输送轨道、凸起峡口、回料口、出料口、料斗本体和压紧连接件组成,如图3所示。
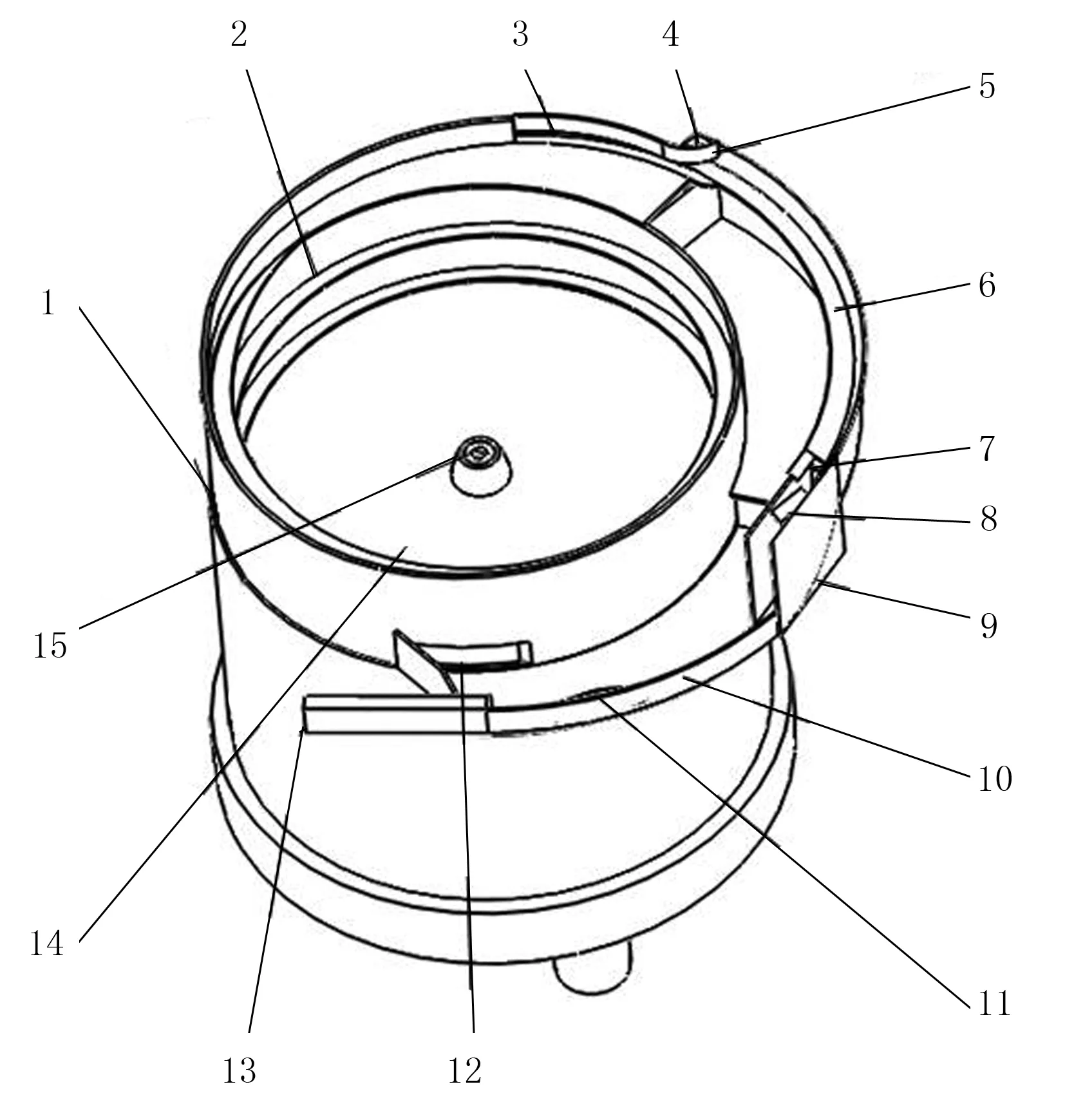
1.基座 2.螺旋升道 3.大头卡道 4.换向挡块 5.换向弧道 6.定向轨道 7.定向调整缺口 8.V型槽 9.圆弧轨道 10.小头输送轨道 11.凸起峡口 12.回料口
工作过程为:震动基座是由多块磁铁通过一定结构进行布置的能产生围绕圆心进行扭转震动的常规部件,当外部电源供电时,可产生连续震动;螺旋升道为套管前期运动轨道,主要作用是将杂乱套管形成单一运动流并上升至出料平面高度;大头卡道将运动方向进行第1次微调,不论套管大头朝前还是小头朝前,套管小头均滑落到大头卡道与螺旋升道的外侧圆柱面上沿之间的缝隙中,而套管大头则卡在大头卡道内侧,套管此时运动方向与套管轴心线大致垂直;当套管前进至换向挡块后,小头受阻, 大头继续前进,使套管位置发生偏转并前进至换向弧道内,套管以大头朝前的姿态前进;当套管运动至定向调整缺口处时,由于重力作用下落至V型槽内,因V型槽呈倾斜状态,套管小头先行掉落至圆弧滑道内,并在小头输送轨道内运动,直至出料口;当大量套管聚集至出料口附近时,位于回料口附近的套管会碰撞凸起峡口而重新掉落至料斗本体内。如此循环,保证有序、定向地输送套管。输送过程如图4所示。

图4 装置工作过程示意
2.2 关键部件
2.2.1 第1导向组
第1导向组主要包括大头卡道和换向挡块,如图5所示。其中,大头卡道的缝隙宽度W和换向挡块的伸出长度L直接关系到套管方向调节。
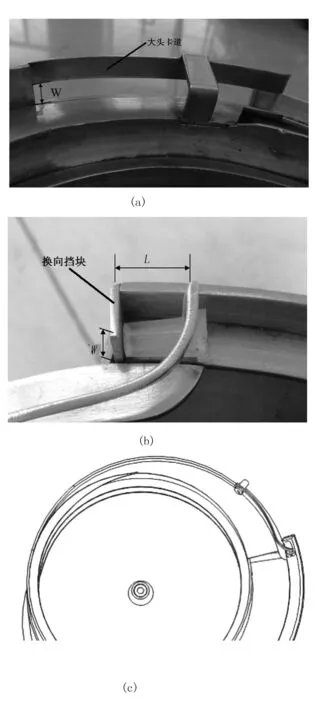
图5 第1导向组
其中,W值考虑套管外周直径大小,根据套管直径参数确定为5.5≤W≤8.5;L值的小大直接影响套管调整效果,套管高度为14mm,套管端盖厚度为h,则L值需大于14-h(mm)。该部分工作过程示意图如图5(c)所示,其主要功能为沿逆时针方向调整套管,使得套管旋转90°。
2.2.2 定向换向组
定向换向组主要包括定向调整缺口、V型槽(见图6)圆和弧轨道。

图6 V型槽设计
设计中选择使用开口为90°的V型槽,其两侧受力情况相同,利于套管滑落。根据图6(a)分析可得:∠BOA=∠BAO=45°,当V型槽的宽度L满足L≥2AB时,可完全包覆套管。设计中,选择L=2AB=R=8mm,R为套管大头直径。为简便计算过程,将套管理想成粗细均匀的圆柱,理性模型受力情况如图6所示。列受力分析公式为
FN1·cos45°+FN2·cos45°=mg
μ·(FN1+FN2)=Ff
mg·sinθ-Ff=ma
该部分设计要求为:即使震动装置停止工作,运动至V型槽的套管能够自行滑落至圆弧轨道。所以,a≥0,得
θ≥arcsin(μcos45°)
查找机械设计手册得,不锈钢与塑料间的摩擦因数为0.76,即μ=0.76。代入数据计算得:θ≥32.5°,取θ=35°。
圆弧滑道的设计要求较为宽泛,只需承载套管并辅助套管滑落至出料口附近即可。图7(a)、(b)分别为套管在V型槽和圆弧滑道内的运动状态示意图。

1 .V型槽陋就简 2.圆弧滑道
3 工作性能试验与分析
套管输出的稳定性直接关系到嫁接机的实际工作性能,因此研究震动输送装置的工作性能参数至关重要。实际工作中,不同的振幅会导致套管的输出连续性和输出稳定性发生变化。进行试验之前,通过简单试验直接观察可知:当输入电压小于170V时,套管输出接近停滞状态,套管不能有效地从料斗内沿螺旋升道上升;当电压大于200V时,频率过大导致套管行进至出料口时发生明显跳动,输出稳定性差。因此,确定试验电压范围为170~200V。
套管输出的连续性可以通过记录相邻两个套管输出的时间差来进行评判,时间相差越短,则表示套管输出越趋于连续;稳定性则可以通过套管输送过程中的时间差的变异系数来考察[7]。变异系数表征考察变量的离散程度,变异系数越大,表示该指标的离散程度越大,越不稳定。本次试验中,套管输出时间差作为被考察变量,该变异系数表明套管输出的稳定性,希望变异系数越小越好。
试验中,通过调节数字稳压控制器旋钮获得不同的输入电压。通过智能手机记录实验过程,观察视频中套管掉落的时间点,并用数字秒表记录不同电压下掉落100个套管的时间间隔时间点,每个电压设定值下重复进行2次试验,分别计算相应的套管输出时间变异系数Cv和套管输出时间间隔平均值T,再取2次测定的平均值作为该电压控制下的套管输出性能指标。变异系数为
(1)
(2)
式中 Cv—套管输出时间变异系数;
S—试验样本标准差;
△ti—相邻两个套管输出时间差;
n—两套管输出时间间隔数。
通过数据记录,整理出实验中从170~200V各电压段时震动输送装置的工作性能参数,分别包括两次落下100个套管的总时间平均数T和对应时间间隔的变异系数Cv,如图8所示。

图8 数据分析
图8显示:当电压从170V逐渐升高至200V的过程中,套管输出稳定性先升高后降低,当电压达到180V时,其输出稳定性最高;电压170~200V之间时,套管输出时间整体较为平稳且逐渐缩短,输出最稳定时其输出速度为70.66s/100个,合85个/min,可以满足后续嫁接机对该装置的效率要求。
4 结论
1)设计了一种专门进行套管定向排列输出的震动输送装置,其可使套管在振动盘中有序排列和输出,为后续嫁接机器对套管的拾取提供了必要条件。
2)震动输送装置的性能试验表明:当电压为185V时,套管输出最为平稳;当电压在170~200V区间内时,输出速度逐渐升高,输出最为平稳时的输出速度为85个/min,能够满足后续自动嫁接机器的嫁接效率要求。
[1] Lee J, Kubota C, Tsao S J, et al. Current status of vegetable grafting:Diffusion, grafting techniques, automation[J].Scientia Horticulturae,2010,127(2):93-105.
[2] 辜松,江林斌.国内外蔬菜嫁接机的发展现状[J].东北农业大学学报,2007(6): 847-851.
[3] 罗军,高英武,何幸保.自动嫁接机的研究现状与展望[J].湖南农机,2010(3):1-2.
[4] 樊丽. 几种瓜果类蔬菜的嫁接方法[N].山西科技报, 2003-05-27(50).
[5] 谭妮克. 套管式蔬菜自动嫁接机的研究[D].北京: 中国农业大学, 2005.
[6] 陈世铭,邱奕志,陈钟华,等.套管式蔬果种苗嫁接机之研制[J].台湾农业机械,2003,18(2):5-7.
[7] 田素博,杨继峰,王瑞丽,等.蔬菜嫁接机嫁接夹振动排序装置工作参数优化试验[J].农业工程学报,2014(6):9-16.
The Design and Test of Casing Vibration Conveying Device
Zhang Wenbo, Zhang Tiezhong, Chu Jia, Zhang Libo, Liu Zhan, Kong Yanshan
(College of Engineering , China Agricultural University,Beijing 100083,China)
In order to design a new type of high speed automatic grafting machine, we try to use tube as the fixture, and designed a kind of casing vibration conveying device.This kind of device could make the disordered tube orderly arranged in the same direction and conveyed to the desired location.Based on the study of the structure of the device, selected the very tube as test object, the voltage as the only variable, to make a test on this device and get the coefficient of variation as the evaluation index.The results show that this device will run smooth and steady when the voltage is 185V , the outputting efficiency is 85 pieces/min.The device could satisfy basic requirements of high speed atuomatic grafting machine.
automatic grafting; vibration plate; vibration voltage; outputting speed
2016-03-29
国家高技术研究计划项目(2012AA10A506-2);公益性行业(农业)科研专项(201303014-09)
张文波(1991-),男,内蒙赤峰人,硕士研究生,(E-mail)zwbwork@126.com。
张铁中(1957-),男,河北邢台人,教授,博士生导师,(E-mail)zhangtz56@163.com。
S223.1;S220.3
A
1003-188X(2017)04-0068-05
猜你喜欢
海洋石油(2021年3期)2021-11-05
建材发展导向(2021年7期)2021-07-16
科学大众(2020年12期)2020-08-13
文萃报·周二版(2020年23期)2020-06-19
钻采工艺(2019年2期)2019-04-25
中国公路(2017年18期)2018-01-23
环球时报(2017-06-08)2017-06-08
凿岩机械气动工具(2015年3期)2015-11-11
