X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管导向弯曲不合格原因分析
2017-12-14 03:15谷海龙王海生谢晓东刘湘军马相军
焊管 2017年11期
谷海龙,陈 楠,王海生,谢晓东,刘湘军,马相军
(渤海装备华油钢管公司,河北 沧州062658)
X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管导向弯曲不合格原因分析
谷海龙,陈 楠,王海生,谢晓东,刘湘军,马相军
(渤海装备华油钢管公司,河北 沧州062658)
针对X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管生产中出现的导向弯曲试验不合格现象,通过钢管性能分析、热模拟试验分析、焊接参数分析及微观组织分析等手段,对出现导向弯曲不合格的原因进行了系统、全面的分析,得出了以下结论:厚壁螺旋埋弧焊管生产时易出现热影响区软化;厚壁螺旋埋弧焊管卷板订货时强度不宜过高;螺旋埋弧焊管卷板板边的夹杂物缺陷在弯曲应力作用下,易形成脆性断裂区,最终导致开裂。通过控制焊接热输入、合理制定卷板强度范围、调整板边铣削量等手段可避免此类缺陷的产生。
X80M;厚壁螺旋埋弧焊管;导向弯曲试验;热影响区软化;板边夹杂物
国民经济的高速发展离不开能源的支持,近年来经济发展对能源的需求越来越大,要求也越来越高,尤其对于天然气、石油等能源的需求日益增大,东部沿海发达地区石油天然气的需求量与供应量仍存在巨大的缺口,我国的石油、天然气主要蕴藏在西北、西南地区,而消费又以东部沿海发达地区为主,这就必然要进行超长距离的运输[1]。为了满足长距离大输量高压力天然气管道输送的需要,中国石油天然气集团公司整体部署,科技管理部门组织开展了若干重大科技攻关,开展了高钢级管线钢管研发和应用关键技术研究,使我国在较短的时间内,将输气管线的钢级由X52、X60、X65提升至X70及X80,在过去螺旋埋弧焊管的基础上发展了直缝埋弧焊管,产品质量、性能均达到了较高水平。成功研发了系列X70、X80大直径、厚壁螺旋埋弧焊管和直缝埋弧焊管及弯管和管件,形成了规模化的生产制造能力,使输气管线压力从6.3 MPa逐步提升至8.4 MPa、10 MPa和12 MPa,输送能力最高达到300亿m3/a。在管线钢和钢管的研发和应用方面,我国用不到20年的时间取得了发达国家用将近40年才取得的研究成绩。
我国管道工程发展、高钢级管线钢及钢管研发应用具有研发周期短、应用速度快、实施效果好的显著特点,先后建成了西气东输一线、二线和三线,材料和设备基本实现国产化,我国的X70、X80钢管制造技术及应用规模达到较高水平。材料及重大装备的国产化带动了产业升级,推动了民族工业发展。我国高压大直径输气管道使全国5亿人受益,为我国能源安全和生态文明建设做出了重大贡献[2]。
国际上从20世纪80年代开始进行X80管线钢及钢管的研发,到目前已敷设约2 000 km的X80管道[3]。Φ1 219 mm规格为X80M螺旋埋弧焊管常见规格,随着技术的不断进步,X80M钢Φ1 219 mm×18.4 mm规格螺旋埋弧焊管已广泛应用于西气东输二线、三线、中靖联络线、陕京四线等国家重点管道工程。目前国内X80管线钢焊接技术已相对稳定,但在焊管性能检验中仍存在的一个突出问题就是导向弯曲试验不合格[4]。本研究针对华油钢管有限公司生产的X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管检测时出现的导向弯曲试验不合格的原因进行了分析。
1 导向弯曲不合格现象描述
焊缝导向弯曲性能是力学性能的一项重要指标,弯曲试验用来检测某一材料的焊接工艺和表面缺陷,研究试样表面和焊缝中各种缺陷在弯曲塑性变形下的扩展情况,正确判断弯曲试验中产生或发现的表面缺陷,对于及时调整生产工艺、保证钢管产品质量具有重要意义[5]。 CDP-S-NGPPL-006-2014-3 《天然气管道工程钢管技术规格书》中规定每批钢管的焊缝各取1个面弯和背弯试样做180°导向弯曲试验,弯轴直径为6t(t为公称壁厚)。验收标准为:“导向弯曲试样不应①完全断裂;②在焊缝金属处出现任何长度大于3.2 mm的裂纹或断裂,无论深度如何;③在母材金属、热影响区或熔合线处出现任何长度大于3.2 mm,深度大于规定壁厚的12.5%的裂纹或断裂”。
华油钢管自2016年11月开始使用某钢厂卷板进行X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管生产,先后出现了较多弯曲不合格试样,面弯、背弯均有不合格现象,开裂位置均为热影响区。X80M钢Φ1 219 mm×18.4 mm焊管弯曲不合格试样如图1所示。从图1可以看出,在弯曲试样拉伸面上开裂沿热影响区呈直线性开裂,并贯穿了整个试样,对所有弯曲不合格试样进行观察可以看出,所有开裂位置全部为热影响区。
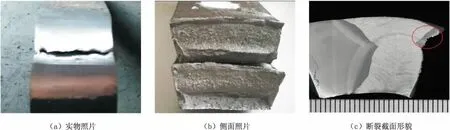
图1 X80M钢Φ1 219 mm×18.4 mm焊管弯曲不合格试样
2 导向弯曲不合格原因分析
管线钢焊接时,热影响区由于受热而使晶粒长大以及微合金化元素所形成的第二相质点溶解,造成了HAZ软化。这种现象在X70钢中还不太明显。对于X80钢及其以上级别的管线钢,HAZ软化则比较明显,尤其制管时纵向焊缝或螺旋焊缝在采用较大热输入的多丝埋弧焊时,更应引起重视[6]。脆化与软化使HAZ成为焊接接头的薄弱环节,但由于粗晶脆化区域靠近熔合线,形状复杂,宽度狭窄,再加上超低碳钢改善了粗晶韧性,经试验证明,粗晶脆化区对结构整体性的影响很小,而软化区更有可能促成裂纹的发展进而造成焊接接头失效。从强度的角度考虑,焊接HAZ软化区是焊接接头最弱的一环。有研究表明,软化的热影响区宽度对接头性能有较大的影响,尤其对接头抗拉强度影响较大,对接头韧性和连续性也有一定的影响[7]。
2.1 钢管性能分析
对3个不同钢厂卷板所制钢管进行导向弯曲试验,分别取样,编号为1#试样、2#试样和3#试样。
在进行导向弯曲试验时,受拉面承受拉伸作用,由于其热影响区部位的弱化,致使弯曲过程的塑性变形主要集中在热影响区[4],当强度相差较大时易导致试样在热影响区处启裂。对出现导向弯曲不合格的1#试样与未出现导向弯曲不合格的2#、3#试样进行拉伸性能对比,结果见表1。从表1可以看出,1#试样热影响区在焊接完成后软化明显,热影响区强度受损严重,其强度平均值低于母材,使得热影响区成为焊接接头中最“薄弱”的环节。弯曲试验时,由于母材、焊缝及热影响区的塑性及韧性差异,使熔合线两侧的变形量差别明显,易造成焊缝熔合线上的开裂,且焊缝拉伸试验断裂位置均在热影响区,这就表明,1#试样焊接接头热影响区软化严重。
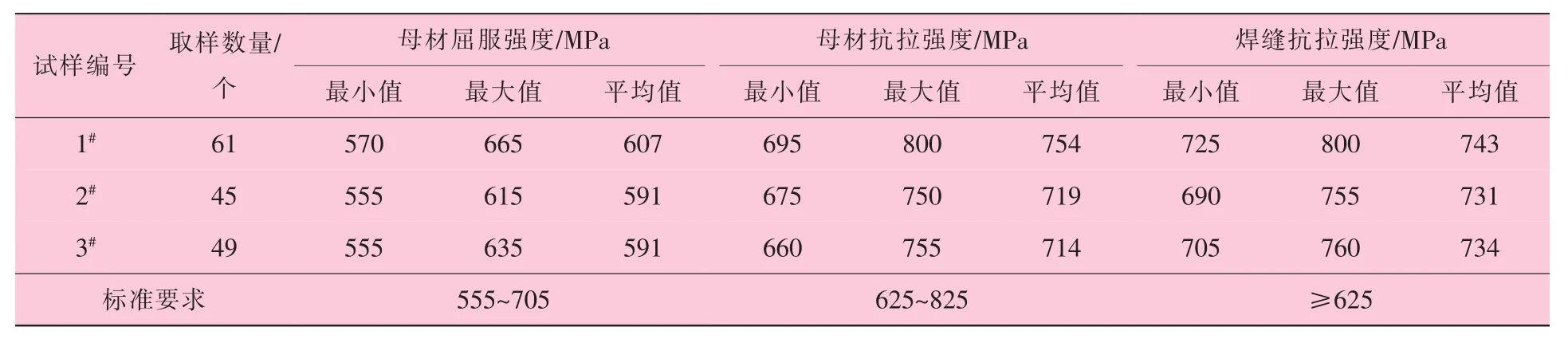
表1 X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管拉伸性能
X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管夏比冲击试验结果见表2。通过对冲击韧性统计可以看出,2#、3#及1#试样管体母材、焊缝位置韧性大体相当,但1#试样热影响区位置韧性明显低于2#、3#试样,进一步表明1#卷板所制钢管在焊接过程中热区存在明显的性能恶化现象。
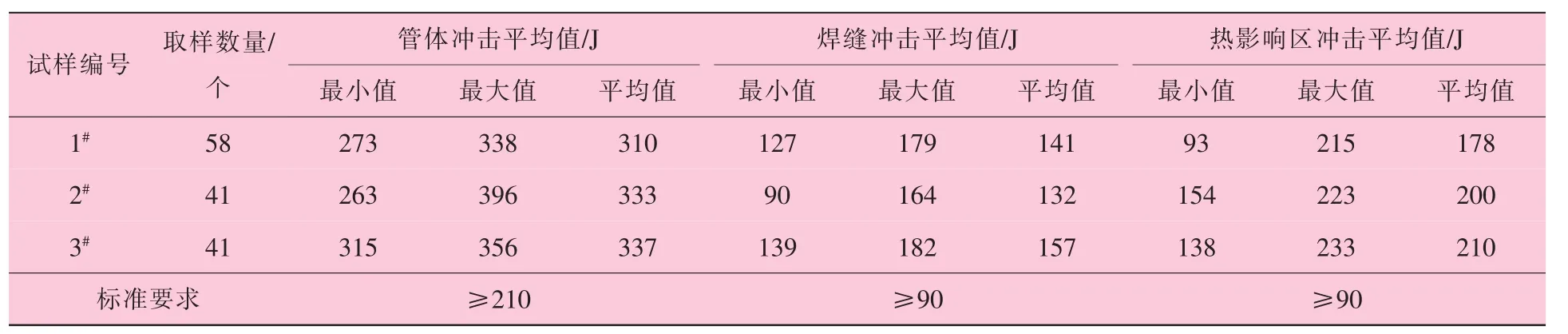
表2 X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管夏比冲击试验结果
2.2 热模拟试验分析
根据上述性能统计,初步判断是热影响区软化导致的导向弯曲不合,试验表明,X80M钢焊接热影响区中,软化区域主要出现在细晶区,其强度最差[8]。所以针对热区细晶区进行热模拟试验,同时为了更好的反映1#试样母材热区的软化,对2#试样母材同时进行热模拟试验,以便进行对比。具体试验过程为利用热模拟试验机,测试两家钢厂母材在25 kJ/cm线能量条件下热影响区细晶区(1 000℃)的强度、硬度及金相组织,分析母材与细晶区的强度差及硬度差。
两家钢厂母材及制管后热影响区细晶区的强度对比见表3。从表3可以看出,2#试样母材抗拉强度仅比其热影响区细晶区高21 MPa,而1#试样母材抗拉强度比其热影响区细晶区高54 MPa,与2#试样相比,1#试样发生了明显的软化现象。
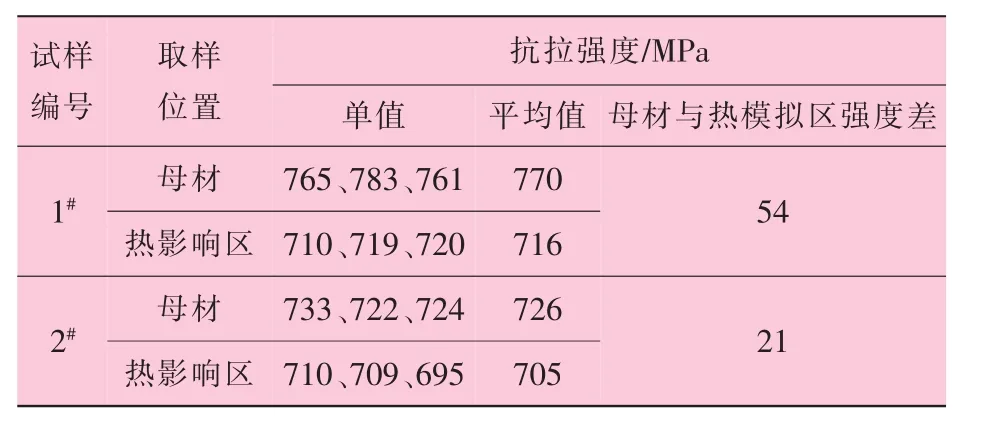
表3 X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管热模拟试验细晶区强度对比
两家钢厂母材及制管后热影响区细晶区的硬度对比见表4。从表4可看出,2#试样热影响区细晶区硬度比其母材硬度低16HV10,而1#试样热影响区细晶区比其母材硬度低32HV10。从硬度方面也反映出,1#试样热影响区发生了明显的软化。
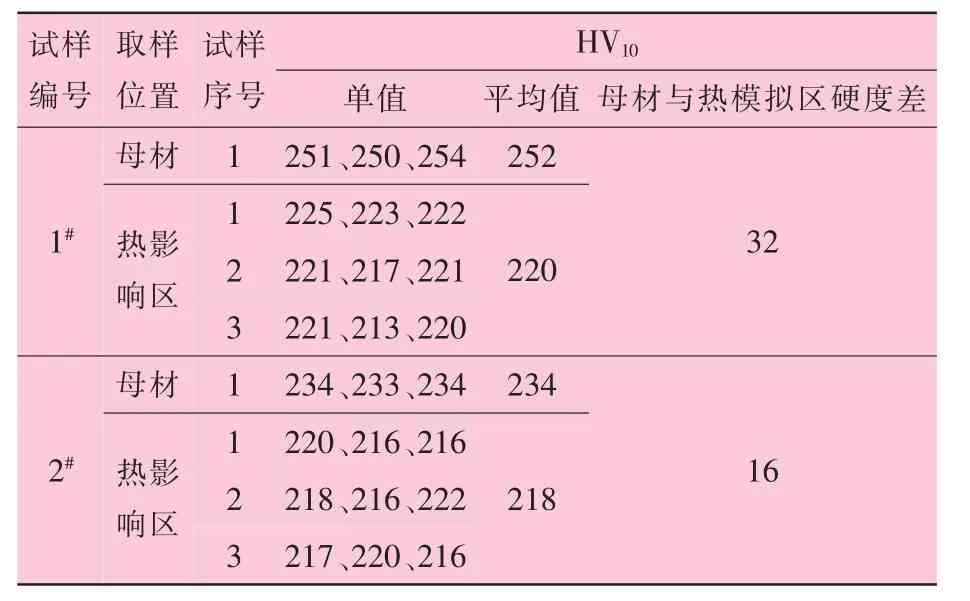
表4 X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管热模拟试验细晶区硬度对比
2.3 焊接参数分析
不同焊接线能量下,X80管线钢热影响区组织的类型、形态、大小和分布也不尽相同,随着线能量的增大,粒状铁素体(GF)的数量减少,贝氏体铁素体(BF)的数量增加,当线能量达到25 kJ/cm时,组织基本上都为贝氏体铁素体。贝氏体铁素体由相互平行的铁素体板条束构成,板条束由原奥氏体晶界向晶内生长,在板条间分布着粒状和短棒状的第二相组织;铁素体基体为贝氏体铁素体,岛状的第二相组织为M/A组元。当线能量进一步增大,组织进一步长大、变化,板条状贝氏体铁素体的比例明显增大[9]。
X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管焊接参数统计结果见表5。由表5可以看出,前期焊接热输入相对后期焊接热输入高约10%,但前期与后期均出现了弯曲不合格现象,可见焊接参数不是造成弯曲不合格的主要原因。
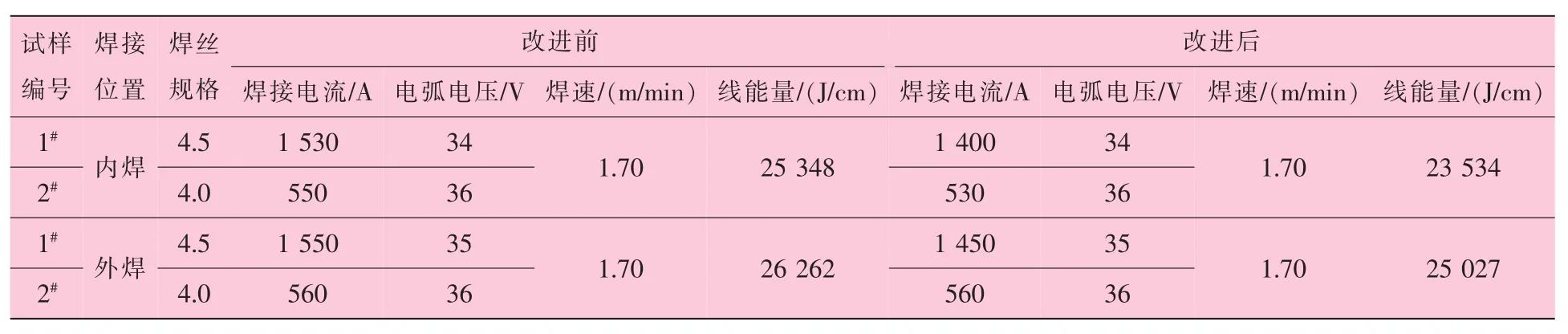
表5 X80M钢Φ1 219 mm×18.4 mm螺旋埋弧焊管焊接参数统计结果
2.4 微观组织分析
对出现导向弯曲不合格的试样弯曲断口进行微观组织分析,试验设备采用KYKY-2800扫描电子显微镜,试样的微观组织照片如图2所示。由图2可见,其开裂宏观特征表现为韧性断裂(图2(a)),但对开始断裂区放大观察发现,在开裂区仍有小的脆性断裂平台(图2(b)),而且在断裂区可见开始断裂位置源于夹杂物(图2(c)),在钢板表面以下的一定范围内,均有脆性断裂的平台存在(图2(d)),由于断口凸凹度的影响,没有清晰看到平台中心的裂纹内部状态,但在可见中心裂纹的区域上,有夹杂物存在(图 2(d)~图 2(f)),而在接近钢板心部的区域,可见大量的脆性断裂平台区(图 2(e)~图 2(f)),而且清晰的看到,脆性断裂起源于夹杂物,夹杂物尺寸10 μm左右,在夹杂物两端形成了沿钢板轧制方向上微裂纹,而脆性断裂区相互连接的区域的断裂则为韧性的韧窝断裂。
通过对其余弯曲开裂的断口分析可以看出,所有断口的断裂特征基本相同,即都存在大量的解理断裂平台,而在这些脆性断裂的平台中心均可见有较深的平行钢板轧制方向的裂纹,而且在部分裂纹中可见夹杂物存在。从部分看到的有夹杂物开裂的中心裂纹的开裂方式看,在弯曲过程中,裂纹应该有夹杂物形核并沿钢板轧制方向和弯曲应力方向扩展,裂纹扩展到一定程度时,相互连接,导致最终弯曲开裂。板卷中存在的夹杂物类型一般为CaO-Al2O3-MgO,该类夹杂物属于脆性夹杂物,对材料的冲击韧性有很大的损害,会降低钢的塑性、韧性和疲劳性能,使钢的冷热加工性能乃至某些物理性能变差[10]。
从各个脆性断裂区连接处的断口可见,表现为韧性断裂,说明焊接热影响区仍保持一定的塑韧性。另外,结合焊缝形状看,在接近弯曲开裂结束区域,即钢板的中心区域,实际开裂的位置应该扩展到焊接热影响区之外的基体区,但弯曲开裂的特征仍表现为与热影响区相同的断裂特征。这也从一个方面说明焊接热循环对钢板性能的影响不是造成弯曲开裂的主要原因,钢板本身的缺陷是导致钢管焊接后弯曲开裂的主要原因。
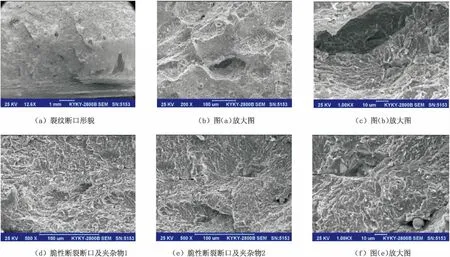
图2 弯曲不合格试样断口SEM观察结果
3 改进后效果
通过上述分析,调整了板边坡口尺寸以降低焊接参数,提高了焊接速度,使焊接热输入相应降低,保证了热影响区的性能;在卷板采购时,将卷板屈服强度及抗拉强度上限进行了优化,避免母材强度过高,使焊缝、热影响区及母材的性能匹配;增大了卷板板边铣削量,基本消除了板边夹杂物对焊缝性能的影响。上述改进措施实施后,未再出现导向弯曲试验不合格的情况。
4 结 论
(1)在生产厚壁螺旋埋弧焊管时,焊接热输入相对较大,热影响区会出现一定程度的软化,在实际生产中,应将焊接热输入控制在25 kJ/cm左右,保证热影响区性能。
(2)厚壁螺旋埋弧焊管在实际生产中易出现因焊接热输入导致热影响区软化的现象,热影响区软化后强度、韧性均有所下降,为使焊缝、热影响区及母材的性能匹配,在与钢厂签订技术协议时,应根据相关标准要求合理优化卷板强度范围,避免热影响区软化。
(3)X80M螺旋埋弧焊管导向弯曲试验塑性变形主要在热影响区,当卷板板边存在夹杂物时,在弯曲应力的作用下,裂纹沿轧制方向和弯曲应力方向快速扩展,形成脆性断裂区,断裂区相互连接导致最终的弯曲开裂。所以在实际生产中应根据卷板板边质量合理选择铣削量,减少夹杂物对焊接质量的影响。
[1]杨永.预精焊机组预开卷机的开发研究[D].济南:山东大学,2016.
[2]冯耀荣,霍春勇,吉玲康,等.我国管线钢和钢管研究应用新进展及发展展望[J].石油管工程,2013,19(6):1-5.
[3]李延丰.西气东输二线管道工程用X80钢级Φ1 219 mm直缝埋弧焊管的研发[J].钢管,2009,38(3):33-38.
[4]杜伟,荆松龙,李云龙,等.X70钢直缝埋弧焊管导向弯曲开裂的原因[J].机械工程材料,2012,36(10):97-100.
[5]杨丁门,何兴利,赵炜,等.西气东输二线用X80级螺旋埋弧焊管导向弯曲性能分析[J].焊管,2009,32(9):18-21.
[6]杜则裕.X80管线钢的焊接性[J].电焊机,2009,39(5):15-17.
[7]郑江鹏,陈浮,黄治军,等.高等级管线钢焊接热影响区软化研究现状[J].武钢技术,2014,52(2):59-62.
[8]赵波,李国鹏,王旭,等.X80管线钢焊接热影响区组织性能改善措施[J].焊管,2014,37(4):47-54.
[9]杨忠文,毕宗岳,牛辉.高钢级管线钢焊管研制[J].焊管,2011,37(4):5-11.
[10]李涛,田鹏,孙宏,等.X80M钢热轧板卷冲击性能不合格的原因分析[J].机械工程材料,2014,38(7):102-108.
Analysis of Unqualified Guide Bending Test of X80M Φ1 219 mm×18.4 mm SSAW Pipe
GU Hailong,CHEN Nan,WANG Haisheng,XIE Xiaodong,LIU Xiangjun,MA Xiangjun
(CNPC Bohai Equipment North China Petroleum Steel Pipe Co.,Ltd.,Cangzhou 062658,Hebei,China)
According to unqualified guide bending test of X80M Φ1 219 mm×18.4 mm SSAW pipe in production,property,thermal simulation,welding parameters and microstructure were analyzed for unqualified reasons.The results showed that softening of heat-affected zone was more likely to occur on heavy-wall SSAW pipe production;parent metal strength of wiled sheet should not be too high;because of inclusions on the edges of wiled sheet with bending stress,brittle fracture zone was easily formed and finally leaded to crack.The above methods could prevent the defect,including controlling heat input of welding,setting reasonable strength range and adjusting edge milling parameters.
X80M;heavy-wall SSAW pipe;guide bending test;softening of heat-affected zone;inclusion of plate edge
TE973.9
B
10.19291/j.cnki.1001-3938.2017.11.010
谷海龙(1983—),男,助理工程师,主要从事螺旋埋弧焊管焊接技术研究和焊管产品开发工作。
2017-08-09
编辑:李红丽
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
保鲜与加工(2021年1期)2021-02-06
航空制造技术(2020年11期)2020-07-01
建材发展导向(2019年11期)2019-08-24
中成药(2018年10期)2018-10-26
中国特种设备安全(2018年2期)2018-03-14
中国当代医药(2015年26期)2015-03-01
中国医学科学院学报(2010年4期)2010-03-25