钛合金油井管应用研究现状及进展
2017-12-14 03:15黄文克李远征杨晓龙薛康利
焊管 2017年11期
张 峰, 黄文克, 李远征, 徐 凯,杨晓龙,郭 丹,薛康利
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
钛合金油井管应用研究现状及进展
张 峰1,2, 黄文克1,2, 李远征1,2, 徐 凯1,2,杨晓龙1,2,郭 丹2,薛康利2
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
介绍了钛合金油井管的成分设计及其管坯制造工艺,分析了钛合金油井管的金相组织与其力学性能的关系,对比了两种758 MPa(110 ksi)级钛合金油井管在酸液中的耐腐蚀性能,给出了钛合金油井管螺纹接头设计与加工的难点及应注意事项。最后指出了我国发展钛合金油井管应该攻克的技术关键,即钛合金油井管管坯成分的系列化和低成本化,钛合金油井管应用性能研究,管坯制造工艺和螺纹接头设计与加工等。
钛合金;油井管;制造工艺;组织与性能;腐蚀性能
钛合金因具有优异的耐腐蚀性能和较高的比强度等特点,被广泛应用于航空航天、船舶和生物医疗等行业。20世纪90年代,国外就已经实现了钛合金管材在石油天然气行业的应用[1-2]。随着我国经济的发展,对石油天然气的需求与日俱增,油气开采逐渐转向环境恶劣、地质条件复杂的区域,迫切需要采用高强耐蚀管材以适应苛刻的工况条件。近些年来,我国也在尝试把钛合金应用于石油天然气行业。2015年,超深高含硫气井首次入井使用钛合金油管。与此同时,我国一些相关科研单位和企业也在加快钛合金油井管的研发。
与国外相比,由于起步较晚,我国对钛合金油井管的应用还处于初始阶段,在研制和应用过程中还存在着诸多问题。本研究从钛合金油井管的成分设计、制造工艺、组织与性能、耐腐蚀性能和螺纹加工等几个方面进行综述性分析和探讨,为最终实现钛合金油井管在石油天然气行业的推广和应用提供参考和借鉴。
1 钛合金油井管成分设计
至2010年,世界上已有数百种钛合金被研制出来[3]。我国研究和试制的钛合金油井管以TC4较为常见,具体成分见表1。

表1 TC4油井管的化学成分 %
一些企业或科研机构进一步在TC4或其他牌号成分基础上进行优化和改进,以适应油气田特殊工况环境的需求。宝钛集团有限公司对Ti-6Al-4V进行改型,批量生产力学性能满足API SPEC 5CT中P110钢性能指标的挤压管[4];中石化联合天津钢管集团有限公司,在Ti-6Al-2Sn-4Zr-6Mo基础上调整化学成分,开发出110钢级、Φ88.9 mm×7.34 mm钛合金油井管[5]。
对于高性能钛合金的成分设计,我国近年来已有相当数量的研究。赵永庆等[6]在计算合金Mo当量的基础上,综合考虑合金元素及微观组织的影响,设计获得强度在1 200 MPa以上的新型高强高韧富β型钛合金。王光荣等[7]分析讨论了β型钛合金成分设计时应考虑的因素,包括成分设计基本原理,合金化对钛合金性能的影响,Kβ稳定系数和Al、Mo当量设计准则,电子浓度因素和d-电子合金设计方法等。江涛等[8]则在已优化的Ti-Al-Cr-Mn四元热力学数据库基础上,设计并制得了新型α钛合金Ti-6Al-3Cr-1Mn,其屈服强度为894.9 MPa,抗拉强度为926.7 MPa,断后伸长率为15.2%。
上述这些研究涉及的高性能钛合金主要用于航空领域和生物医疗等,而国内针对油气田应用特点的钛合金成分研究还比较少。刘强等[2]指出,国内只有少数几家研究院所和制造厂进行了钛合金材料在石油天然气钻完井领域的先期研究。
综合来看,我国钛合金油井管的成分设计处于仿照国外、探索和数据积累阶段。研究油井管用钛合金元素的影响作用,进一步开发出具有独立自主知识产权的新成分体系和牌号的钛合金油井管,可有力推动和普及钛合金油井管在我国油气行业的应用。
2 钛合金油井管管坯制造工艺
林永新[9]在2005年发表的综述性文章中指出,中高强度钛合金管材温轧生产技术尚属空白,而焊管所需带材我国尚不能生产,严重阻碍钛焊管的发展。时至今日,我国的高强度钛合金管坯制造工艺取得了长足进展。鑫鹏源智能装备集团有限公司通过采用热轧成型新工艺,生产出长度达12 m的大型钛合金管,该公司已具备生产大直径钛合金无缝管的能力[10]。其他一些相关制造企业也已具备生产长尺寸、大直径钛合金管的能力。
钛合金管坯制造通常采用3种工艺[11]:钻孔挤压、板(带)焊接和斜轧穿孔。钻孔挤压和斜轧穿孔两种无缝管坯制备工艺,裂纹和微缺陷等是钛合金冷轧过程中的主要问题,也是很难消除的一类缺陷[12]。余伟等[13]采用热穿轧工艺试制了大规格(Φ160 mm×8 mm)TC4钛合金无缝管,该钛合金无缝管表面质量、尺寸精度和力学性能等均合格,采用该热穿轧工艺生产的单根钛合金管长度可达12 m。王超峰等[14]通过试验证明浮动连轧管工艺在适当温度和变形制度的前提下可生产出钛合金油井管,该工艺可多倍尺生产,在效率和成本上有着其他制管工艺无法比拟的优势。廖强等[15]研究了冷轧道次变形率对TA18钛合金管材组织与拉伸性能的影响,认为通过连轧的方式简化工艺流程是可能的。李永林等[16]认为采用两辊冷轧配合热矫直方法可缩短生产周期,提高效率,所采用的制管工艺为棒坯钻孔+挤压+冷轧。
对于焊管,由于钛及钛合金材料在焊接过程中易产生氧化、裂纹和气孔等缺陷,需要制定合理的焊接工艺和气体保护措施以保证焊接质量[17]。钛合金在400℃以上的高温状态下易与空气中的O、H和N等元素结合而发生反应,导致焊接质量差甚至报废,增加了钛合金管的焊接难度,焊接过程中气体保护措施尤显重要[17-18]。
综合来看,我国一些相关制造企业已具备长尺寸、大直径钛合金油井管无缝管坯的批量生产能力,但受坯料、焊接技术和油气田苛刻应用环境等的限制,长尺寸、大直径的钛合金油井管焊管的生产仍属空白。
3 钛合金油井管组织与性能
钛合金有α型、β型和α+β型三种组织类型。常见的TC4合金即α+β型,其力学性能取决于α相和β相的形态和比例。对于相组织形态,包括篮网、双态和魏氏组织等,不同相组织形态的钛合金性能存在差别[19],而不同初始形态的钛合金组织对后续工艺性能的影响也不同[20]。对于两相比例的影响,一般来说,等轴α相含量越高,越有利于塑性提高,而片层状β相转变组织含量越高,则越有利于强度的提升[21]。
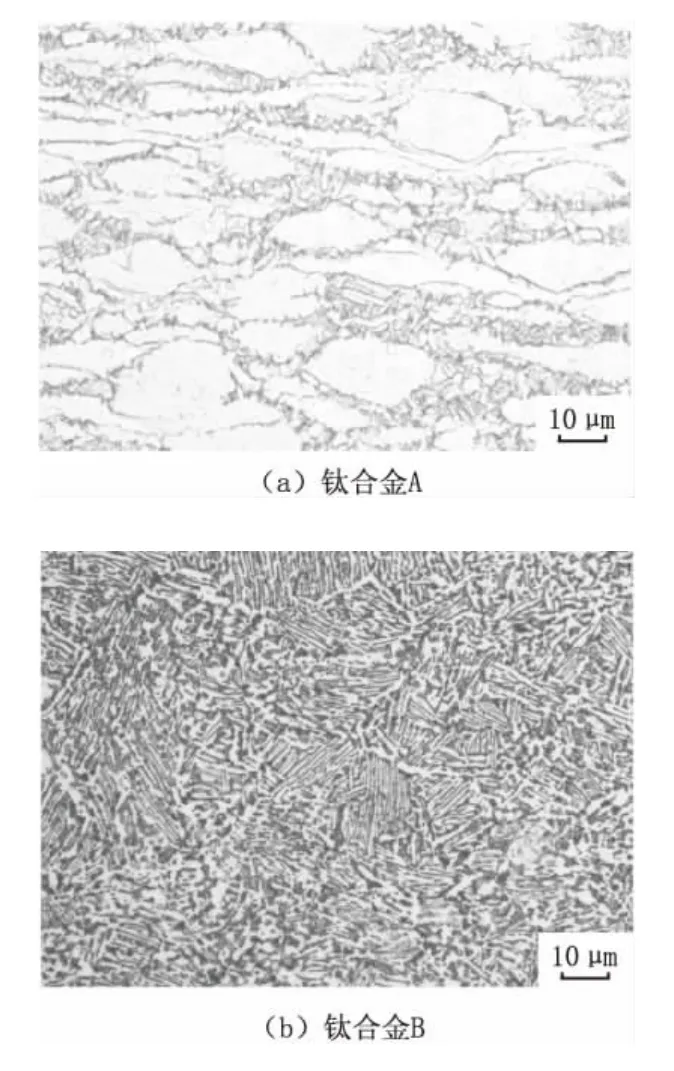
图1 成分相近的两种758 MPa(110 ksi)级钛合金油管管坯的显微组织
成分相近的两种758 MPa(110 ksi)级钛合金油管管坯的显微组织如图1所示。图1(a)中钛合金A的显微组织为近等轴α相和β转变组织;而图1(b)中钛合金B的显微组织则以层片状α+β为主,为典型的篮网组织。两种油管管坯对应的力学性能见表2。由表2可见,钛合金A的强度和冲击功低于钛合金B,伸长率则高于B。这说明增加等轴α相的数量和尺寸有利于塑性的升高,而提高层片状组织的含量则可提高强度和韧性。
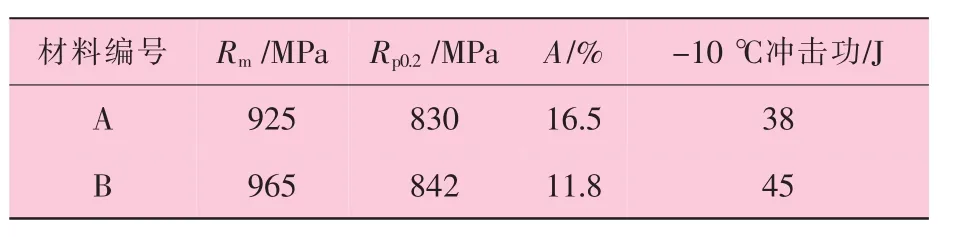
表2 成分相近的两种758 MPa(110 ksi)级钛合金油管的力学性能
目前国内关于TC4组织性能的研究有很多,包括热处理和形变等工艺参数的影响。对于TC4这种α+β型的两相型合金,在相变点以下提高固溶温度有利于提高β相转变组织含量,从而获得高强度;提高时效温度则有利于α相的长大,使塑性提高;但当固溶温度在相变点以上时,则会形成魏氏组织,导致性能恶化[21-25]。对于形变量的影响,形变量越大,再结晶越容易形成细小的等轴组织[26-27]。由于涉及到相变,TC4钛合金的回复和再结晶状况比较复杂[28-30]。王恒强等[30]研究了TC4合金的热变形行为,在800~950℃区间内发生动态再结晶,1 000~1 050℃区间内则以动态回复为主;动态再结晶越充分,初生等轴α相含量越多。
除TC4外,对于其他高强度钛合金的组织性能也有诸多研究,包括TA18[15]、TA15[31-32]以及其他成分钛合金[33]等。结合钛合金组织性能变化特点,在进行管坯加工时还应考虑加工方式的影响[34-37]。
4 钛合金耐腐蚀性能
钛合金有着比13Cr不锈钢更加优异的耐腐蚀性能,可以在含H2S和CO2的腐蚀环境介质中使用。而与耐腐蚀性能优异的镍基合金相比,钛合金密度接近镍基合金的一半,可显著降低管柱自重,增大应用井深,且成本较低。因此,钛合金是油井管的理想选材。
两种758 MPa(110 ksi)级钛合金油管试样在酸液中的浸蚀试验结果见表3。由表3可见,在20%HCl溶液中,两种油管的腐蚀速率随着试验温度的升高而加快。在室温和60℃条件下,钛合金B的腐蚀速率明显大于钛合金A,这可能是因为尺寸细小的层片状组织晶界较多,容易诱发腐蚀;当试验温度为90℃时,两种油管的腐蚀速率均明显加剧,钛合金A的腐蚀速率增加至34 mm/a以上,钛合金B的腐蚀速率也在24 mm/a以上。由于钛合金B中添加有可改善耐蚀性能的合金元素,因而在高温下的抗酸浸腐蚀性能较钛合金A更为稳定。
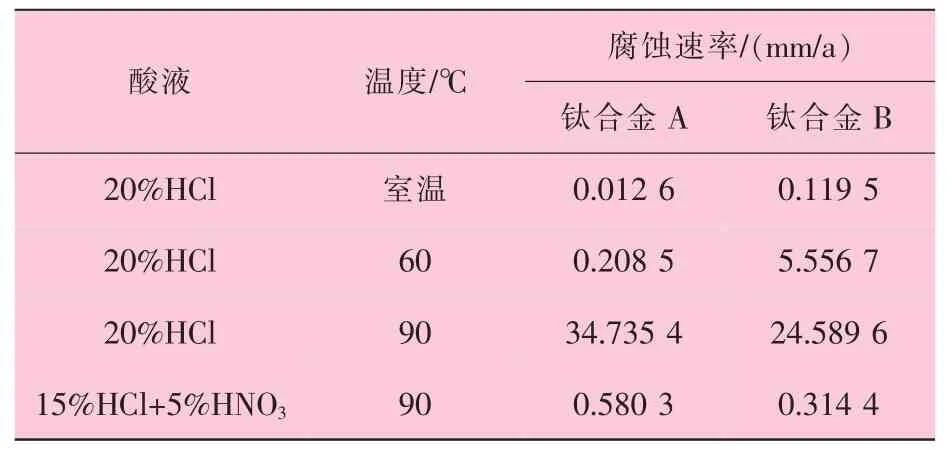
表3 两种758 MPa(110 ksi)级钛合金油管在酸液中的腐蚀试验结果
由上述试验结果可见,在较低温度条件下,钛合金的组织形态对腐蚀发生起主导作用;而在高温状态下腐蚀进展到一定程度时,基体成分则起主导作用。由表3可知,在15%HCl+5%HNO3溶液中,即使是在90℃的高温试验条件下,两种油管的腐蚀速率均较小。这说明酸性条件下Cl-浓度达到一定程度时才对钛合金油管的腐蚀产生较大影响。
同时还对两种758 MPa(110 ksi)级钛合金油管试样进行了抗硫化氢应力腐蚀开裂试验。采用四点弯试样,应力加载为名义屈服强度的85%,用H2S饱和溶液(A溶液)浸泡720 h后,均没有出现断裂。
钛合金虽然有着比钢材更优异的耐腐蚀性能,但这种耐腐蚀并不是绝对的。由上述试验结果来看,在酸性腐蚀环境中,当Cl-浓度较大且温度较高时,钛合金的腐蚀比较严重。并且,在含有HF环境介质中钛合金也是不耐腐蚀的[5]。因此,在把钛合金用作油井管时,应考虑油气田中腐蚀介质的特点。另外,也可通过对钛合金油井管的成分和工艺的优化设计,有针对性地添加耐腐蚀元素,优化显微组织结构等,进一步提高钛合金油井管的耐腐蚀能力。
5 钛合金油井管螺纹加工
油井管螺纹接头尤其是油管接头,除密封性要求外,还应在上卸扣过程中不发生粘扣和表面损伤。这就对钛合金管螺纹接头的设计和加工提出了较高的要求。由于钛合金弹性模量低,散热系数小且耐磨性能差,导致螺纹加工时易发生粘刀,螺纹接头部位易发生粘扣和磨损等问题。这也是制约钛合金管材在油气井应用的难点。史雪芝等[5]也认为螺纹连接是研发钛合金油井管的关键。
从螺纹加工制造方面,可考虑设计合理的螺纹结构并采用钛合金的专用刀具[38-39],保证螺纹加工质量的同时满足应用要求;从表面防护方面,可考虑对螺纹表面施加镀层或涂层等,增加表面耐磨性,防止发生粘扣或损伤。
6 结束语
我国钛合金油井管的研发和应用已开始起步,从管坯成分设计和组织性能研究,到制造工艺和装备升级改进,及最终的应用评价等,各个环节都需要进行大量的研究工作。综合来看,需要在以下几个方面重点攻关:①钛合金油井管管坯成分的系列化和低成本化;②钛合金油井管应用性能研究;③管坯制造工艺和螺纹接头设计与加工等。只有把相关各个环节都做到位,才有可能实现钛合金油井管在油气田的广泛应用。
[1]SCHUTZ R W,WATKINS H B.Recent developments in titanium alloy application in the energy industry[J].Materials Science and Engineering A,1998,243(1-2): 305-315.
[2]刘强,宋生印,李德君,等.钛合金油井管的耐腐蚀性能及应用研究进展[J].石油矿场机械,2014,43(12): 88-94.
[3]屠振密,李宁,朱永明.钛及钛合金表面处理技术和应用[M].北京:国防工业出版社,2010.
[4]李献军,王镐,羊玉兰,等.钛及钛合金在油气开采中的应用[J].中国金属通报,2012(38): 22-23.
[5]史雪芝,周小虎.钛合金油井管性能研究及应用评价现状[J].钢管,2015,44(1):10-14.
[6]赵永庆,马朝利,常辉,等.1 200 MPa级新型高强韧钛合金[J].中国材料进展,2016,35(12):914-918.
[7]王光荣,高颀,刘继雄,等.β钛合金成分设计:理论、方法、实践[J].材料导报,2017,31(2):44-51.
[8]江涛,胡仁民,朱凯亮,等.Cr和Mn元素强化的α钛合金的制备及其组织性能[J].中国科技论文,2014,9(8):944-947.
[9]林永新.钛及钛合金管材生产技术现状[J].稀有金属快报,2005,24(2): 1-2.
[10]姚文静.钛合金热轧无缝管生产工艺的新突破[J].四川冶金,2016,38(5): 78.
[11]朱洪志,秦建平,王召林,等.钛及钛合金管加工工艺探讨[J].机械工程与自动化,2013 (6):221-222.
[12]刘汉源,于振涛,牛金龙,等.钛及钛合金细径薄壁管冷轧开裂因素分析[J].材料科技与设备,2015(6):1-4.
[13]余伟,董恩涛,蔡庆伍.热穿轧工艺制备大口径TC4钛合金无缝管[J].钛工业进展,2016,33(4): 36-39.
[14]王超峰,薛建国,周志杨,等.浮动连轧管工艺轧制钛合金油井管初探[J].有色矿冶,2015,31(4):34-36.
[15]廖强,曲恒磊,杨亚社,等.冷轧道次变形率对TA18钛合金管材组织与拉伸性能的影响[J].钛工业进展,2012,29(1): 26-28.
[16]李永林,朱宝辉,王培军,等.石油行业用TA18钛合金厚壁管材的研制[J].钛工业进展,2013,30(2):28-31.
[17]刚玉宝.钛合金管焊接工艺的研究[J].中国材料科技与设备,2013 (2): 50-65.
[18]唐元斌.钛合金管在舰船上应用的工艺研究[J].造船技术,2016(2):57-82.
[19]郭庆清,王佳亮,吴永红,等.显微组织对近α钛合金BT-20疲劳裂纹扩展的影响[J].东北大学学报(自然科学版),2017,38(3): 345-349.
[20]王海,魏芬绒,崔文俊,等.不同初始组织的TC4钛合金轧制棒材的组织与性能[J].热加工工艺,2015,44 (9):106-108.
[21]包春玲,马拴柱,杨海涛,等.热处理温度对等轴初晶TC4钛合金组织及性能的影响[J].铸造,2012,61(8):922-924.
[22]刘婉颖,朱毅科,林元华,等.热处理对TC4钛合金显微组织和力学性能的影响[J]. 材料导报,2013,27(9):108-111.
[23]徐坚,王文焱,谢敬佩,等.固溶-时效对TC4钛合金组织与性能的影响[J].稀有金属与硬质合金,2014,42(2):41-44.
[24]宋洪超,梁益龙,王攀智,等.等温处理对TC4钛合金组织和性能的影响[J].金属热处理,2013,38(11):18-20.
[25]徐坚,王文焱,张豪胤,等.固溶时效工艺对TC4钛合金组织及性能的影响[J].粉末冶金工业,2014(5):29-32.
[26]王永哲,张晓冬,张鹏,等.轧制变形量对TC4钛合金棒材组织及力学性能的影响[J].钛工业进展,2013,30(6):22-25.
[27]王杨,宣天美,郝玥,等.热处理对冷轧TC4钛合金管材组织和性能的影响[J].热加工工艺,2012,41(8):165-169.
[28]LIU Q Y.Deformed microstructure and texture of Ti6Al4V alloy[J].Trans.NonferrousMet.Soc.China,2014 (10):3103-3110.
[29]张智鑫,庞洪,陈海涛,等.冷轧加工率和热处理制度对超塑用TC4板材组织和性能的影响[J].航空制造技术,2015(7):107-109.
[30]王恒强,高建新,王兵,等.TC4合金热变形特性及变形参数对组织和性能的影响[J].航空制造技术,2013(6):146-153.
[31]谢英杰,付文杰,王蕊宁,等.热处理对TA15钛合金中厚板材组织及力学性能的影响[J].钛工业进展,2013,30(6):26-29.
[32]张旺峰,曹春晓,李兴无,等.β热处理TA15钛合金对力学性能的影响规律[J].稀有金属材料与工程,2004,33(7): 768-770.
[33]闵新华,朱益藩,罗月新.变形量对Ti-6Al-2Zr-1Mo-1V合金组织和性能的影响[C]//中国有色金属学会材料科学与合金加工学术年会.北京:[s.n.],2001:181-183.
[34]杜宇,刘伟,郭荻子,等.CT20钛合金挤压管坯冷轧过程中的组织演化[J].钛工业进展,2015,32(2):28-31.
[35]庞继明,肖雅静,曲恒磊,等.不同方法制备的钛及钛合金管坯组织与性能研究[J].钛工业进展,2010,27(4):34-36.
[36]韩明臣,倪沛彤,谢翀博,等.大口径TC4钛合金管材的挤压组织与性能[J].钛工业进展,2014,31(5):19-22.
[37]赵彬,曾卫东,赵永庆.加工方法对高强钛合金管坯组织性能的影响[J].热加工工艺,2008,37(4):23-28.
[38]魏振营.钛合金管接头的螺纹加工工艺[J].科技传播,2013 (9): 138,141.
[39]张贝贝,栗正新,李剑.加工钛合金用PcBN刀具材料的性能分析[J].超硬材料工程,2012,24(2):5-7.
Application Research Status and Progresses of Titanium Alloy OCTG
ZHANG Feng1,2,HUANG Wenke1,2,LI Yuanzheng1,2,XU Kai1,2,YANG Xiaolong1,2,GUO Dan2,XUE Kangli2
(1.Chinese National Engineering Technology Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China;2.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
This paper introduced the composition design and tube blank manufacturing process of titanium alloy OCTG,analyzed the relationship between metallographic structure and mechanical property,compared corrosion resistances of two 758MPa(110ksi)grades titaniumalloyOCTGintheacidsolution,andgiveddesignandprocessingdifficultiesandannouncements of screwed joint.The key technology of domestic titanium alloy OCTG development was seriation and low-cost of tube blank composition,application performance study of titanium alloy OCTG,and tube blank manufacturing process and design and machining of screwed joint.
titanium alloy;OCTG;manufacturing process;microstructure and properties;corrosion resistance
TE931.2
A
10.19291/j.cnki.1001-3938.2017.11.002
张 峰(1979—),男,工程师,主要从事油井管的研发工作。
2017-06-22
编辑:谢淑霞
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年5期)2022-04-18
钛工业进展(2021年1期)2021-03-13
航空发动机(2020年3期)2020-07-24
军民两用技术与产品(2020年4期)2020-05-16
天津冶金(2018年3期)2018-07-27
中国有色金属学报(2017年12期)2017-03-02
表面工程与再制造(2016年5期)2016-12-15
钛工业进展(2014年5期)2014-02-28
钛工业进展(2014年5期)2014-02-28