感应加热弯管屈服强度和抗拉强度偏低原因分析
2017-12-14 03:15罗华权张丽娜杨力能何小东张雪琴
焊管 2017年11期
罗华权,张丽娜,仝 珂,杨力能,何小东,张雪琴
(1.中国石油集团石油管工程技术研究院,西安710077;2.中国石油渤海装备钢管设计研究院信息中心,河北 沧州062658)
感应加热弯管屈服强度和抗拉强度偏低原因分析
罗华权1,张丽娜2,仝 珂1,杨力能1,何小东1,张雪琴1
(1.中国石油集团石油管工程技术研究院,西安710077;2.中国石油渤海装备钢管设计研究院信息中心,河北 沧州062658)
针对某管厂试制的弯管出现的过渡区外弧侧管体屈服强度和抗拉强度低于标准要求的情况进行了分析。对弯管取样进行了力学、化学及金相分析和试验。结果表明,弯管过渡区外弧侧管体屈服强度和抗拉强度偏低是因为该部位起始加热温度偏低(低于950℃),其淬火、回火后组织以铁素体居多,降低了抗拉强度,使其低于标准要求。建议弯管开始推制时,适当提高加热温度,使过渡区的力学性能达到要求。
焊管;感应加热弯管;屈服强度;抗拉强度
弯管是油气输送管线中重要的连接件,其作用是适应管线设计要求,改变管线的方向[1]。拉伸性能是弯管的主要性能指标之一,是弯管设计和安全评价的重要依据[2-3]。某钢管厂试制的Φ813 mm×22.23 mm规格 X70M感应加热弯管进行拉伸试验时,发现过渡区外弧侧管体屈服强度和抗拉强度低于标准要求。该弯管母管为直缝埋弧焊管,采用局部感应加热工艺弯制而成。局部感应加热方法[4],是利用感应加热线圈,在弯管母管圆周形成一条狭窄的环形加热带,在母管移动的同时,使其连续弯曲的工艺。该弯管直管段不淬火,弯曲部分淬火,然后对弯管进行整体热处理,推制温度为960±25℃,推进的速度为20 mm/min,强制单面水冷。采用回火热处理,回火温度530℃,回火加热速度100℃/h,保温1 h,空冷工艺。本研究在该弯管上取样,进行了一系列的理化性能试验,系统分析其强度指标不符合要求的产生原因。
1 试验分析
1.1 化学成分分析
按照GB/T 4336—2016[5]标准要求,采用ARL-4460直读光谱仪对管体化学成分进行了分析,结果见表1,各元素含量符合GB/T 29168.1—2012[6]《石油天然气工业管道输送系统用感应加热弯管、管件和法兰第一部分:感应加热弯管》要求。

表1 Φ813 mm×22.23 mm规格X70M感应加热弯管管体的化学成分
1.2 力学性能试验
力学性能试验取样位置及编号如图1所示。按图1所示,在1、2、3A、3B、4、5、6、7位置取样,按照GB/T 228.1—2010[7]标准要求,采用SHT4106材料试验机对管体和焊接接头进行拉伸试验,试验结果见表2。
由表2可以看出,除3A位置管体屈服强度和抗拉强度低于标准要求外,其余1、4、5、7部位管体的拉伸性能试验结果均满足标准要求。对3A部位管体的拉伸性能进行了复验,复验结果见表3。复验结果显示, 3A管体的屈服强度和抗拉强度仍低于标准要求。
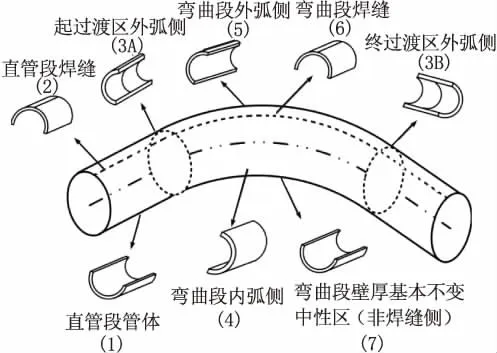
图1 弯管样品拉伸试验取样位置及其编号
在2、6位置取样,进行焊缝导向弯曲试验,试验按照GB/T 2653—2008[8]进行,取样大小为 400 mm×38 mm×22.23 mm(长×宽×厚),两个试样一个面弯,一个背弯,分别弯曲180°,两个试样均未出现裂纹,试验结果符合GB/T 29168.1—2012标准要求。
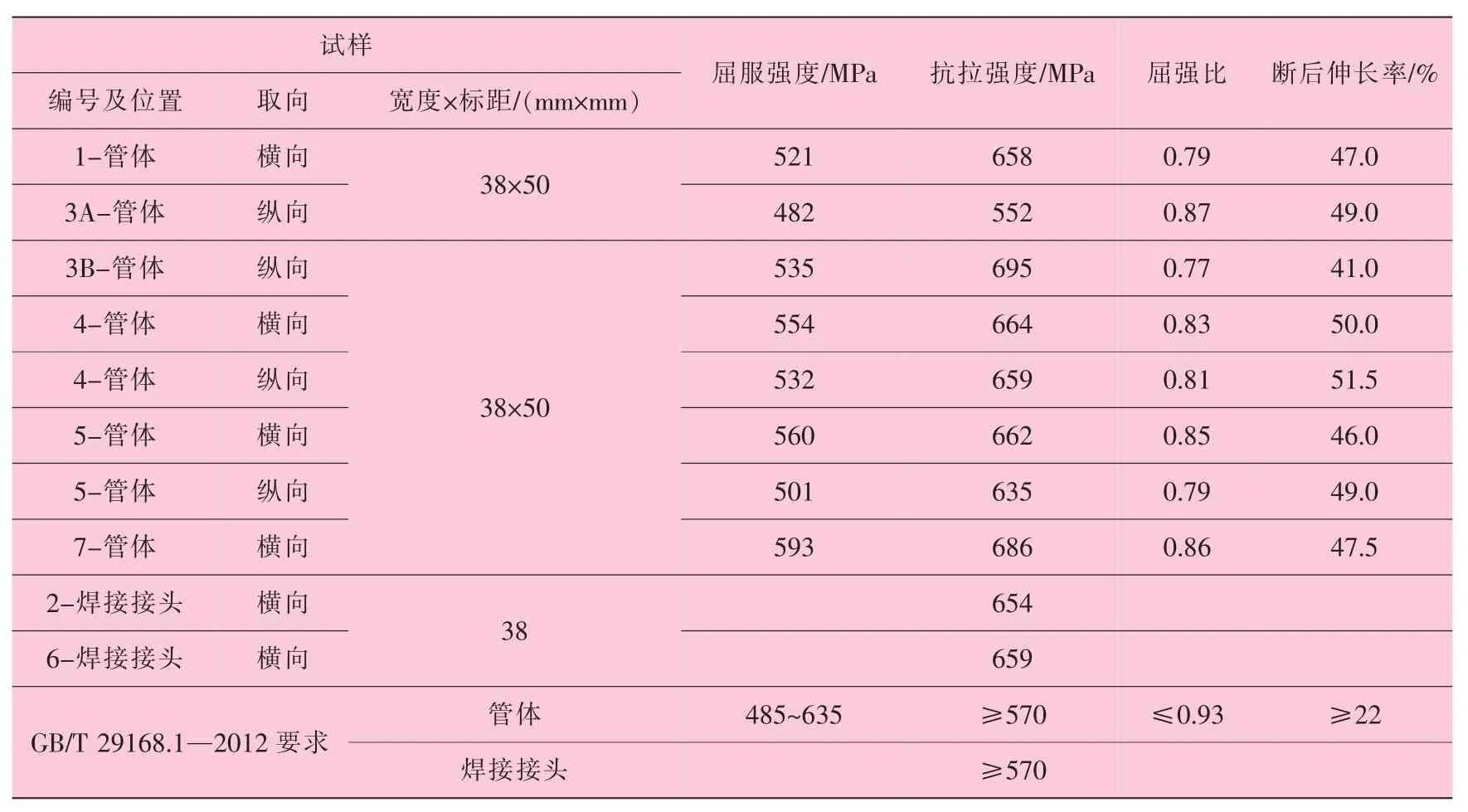
表2 感应加热弯管拉伸性能试验结果
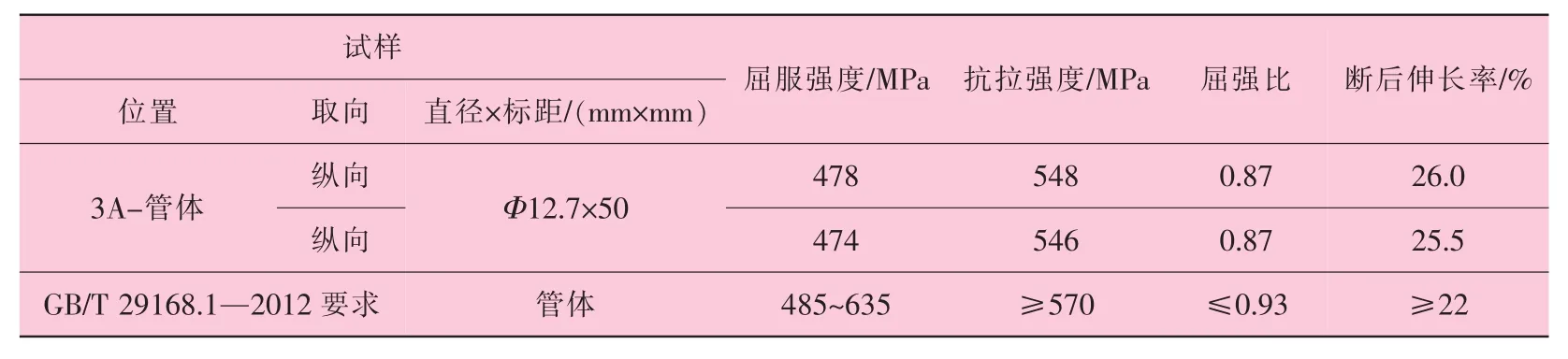
表3 感应加热弯管3A位置拉伸性能复验结果
按图1所示,在 1、2、3A、3B、4、5、6、7位置取样,进行夏比冲击试验,冲击试验按照GB/T 229—2007进行,结果见表4,试验结果符合GB/T 29168.1—2012标准要求。
从表4可以看出,3A位置单个试样的吸收能量和平均值都很高,高于1、3B、4、5、7等位置试验值,也远高于标准要求。3A位置剪切断面率单个值和平均值都是100%,远高于3B、4、5、6的剪切断面率单个值和平均值。夏比冲击吸收能量和剪切断面率反映的是材料的韧性,夏比冲击功和剪切断面率高,材料的韧性好。上面的试验结果表明,3A位置的韧性要优于母材管体、4、5、7位置。
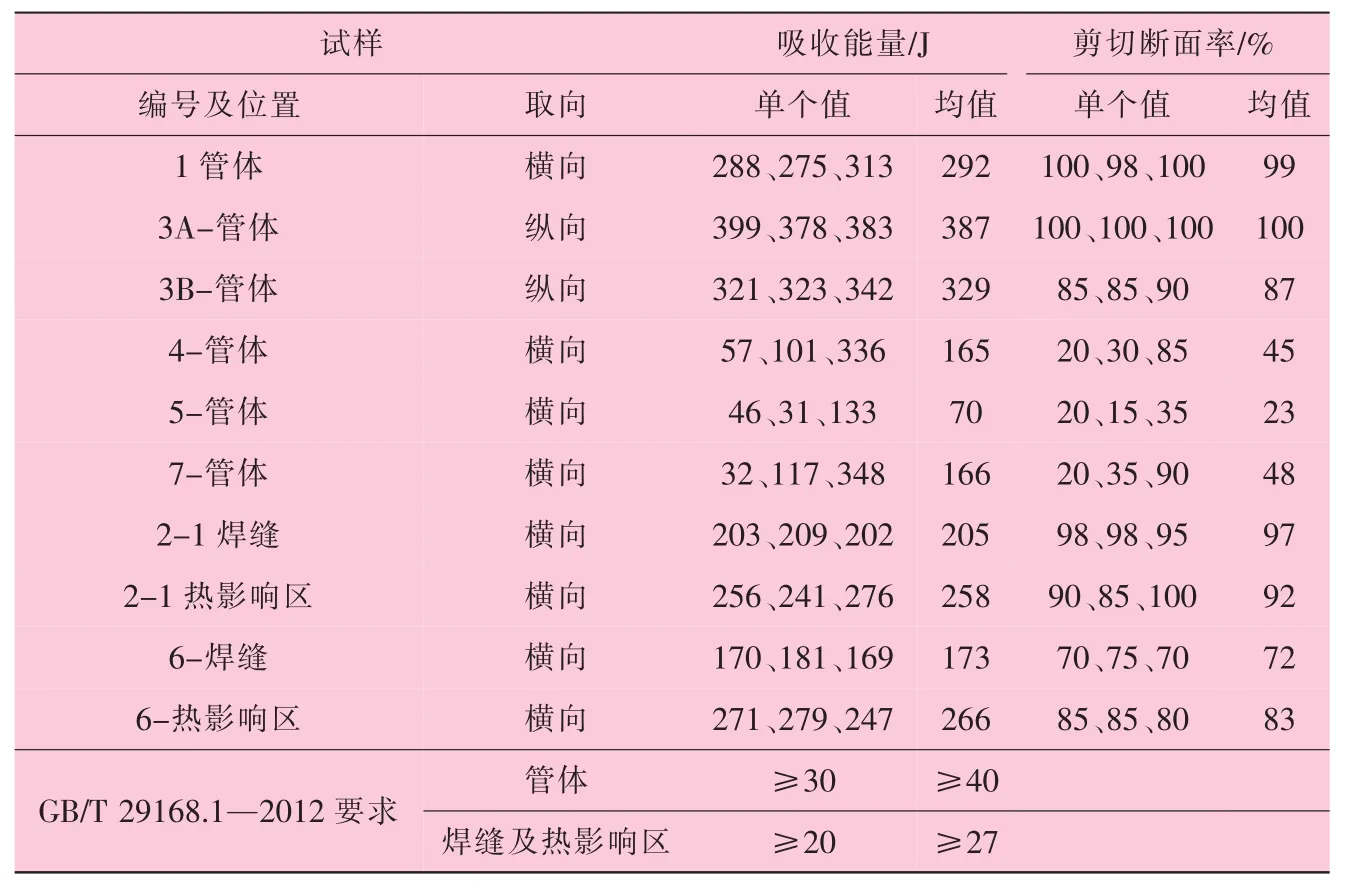
表4 感应加热弯管夏比冲击试验结果
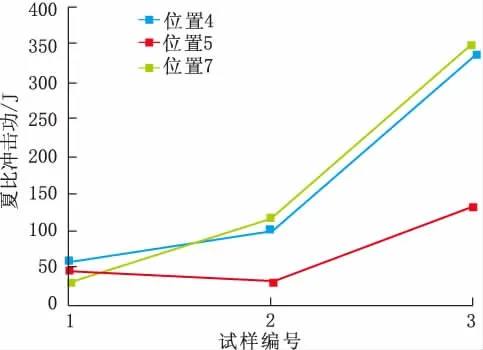
图2 4/5/7位置夏比冲击功示意图
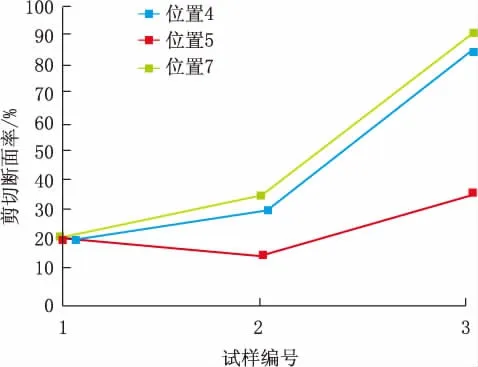
图3 4/5/7位置剪切断面率示意图
另外,从表4可以看出,在弯管4、5、7位置,其冲击功和剪切断面率波动都较大(如图2、图3所示)。其中位置7冲击功和剪切断面率波动最大,其冲击功最小值为32 J,最大值为348 J,相差316 J。剪切断面率(百分比)最小20,最大90,相差70。冲击韧性的波动一般与材料的组织不均匀性有关。
按图 1所示,在 1、2、3A、3B、4、5、6、7位置取样,按照标准ASTM E384-11e1[9]进行硬度检测。管体和焊接接头维氏硬度压痕位置如图4和图5所示。硬度检测结果见表5和图6,可见硬度检测结果符合标准要求。
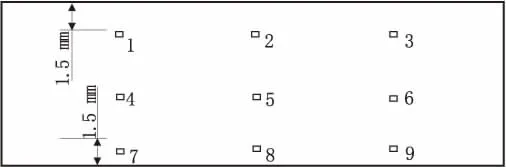
图4 管体维氏硬度试验压痕位置示意图
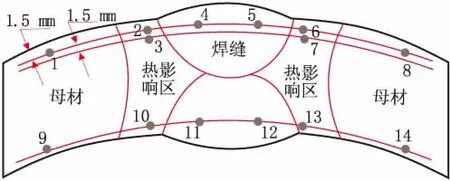
图5 焊接接头维氏硬度试验压痕位置示意图
从表5和图6可以看出,3A位置的硬度值普遍低于1、3B、4、5、7位置。硬度值在一定程度上可以反映强度的高低,硬度值低,表示材料的强度较低。
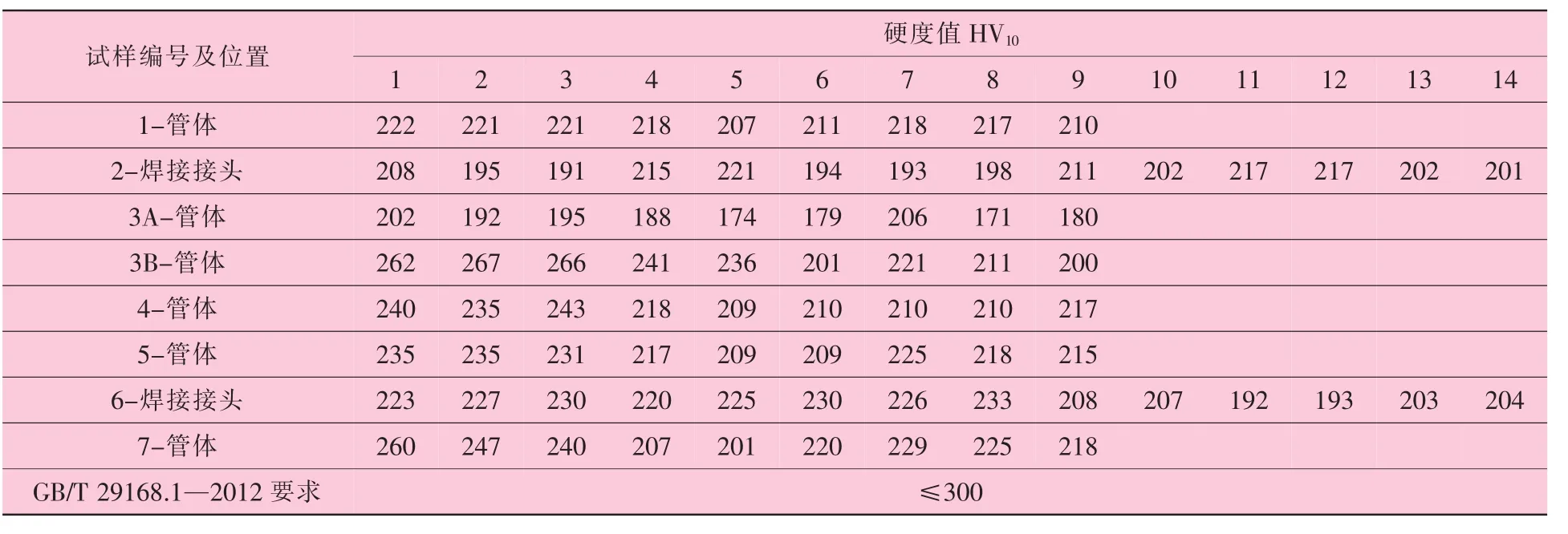
表5 维氏硬度试验结果
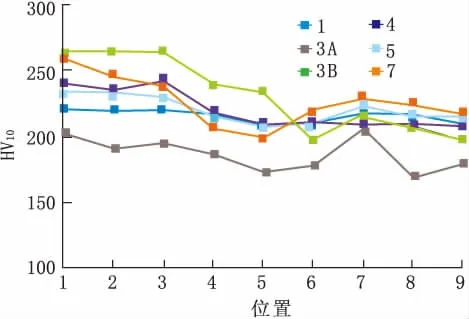
图6 管体不同位置维氏硬度值分布图
1.3 金相分析
按图1所示,在1、2、3A、3B、4、5、6、7位置取样,采用MeF3A金相显微镜、MEF4M金相显微镜及图像分析系统,按照ASTM E3-11、ASTM E45-13、 ASTM E112-13、 GB/T 4335—2015等标准进行金相分析,结果见表6,其中1-管体组织如图7所示,3A-管体组织如图8所示。分析结果表明,母材金相组织满足标准要求。
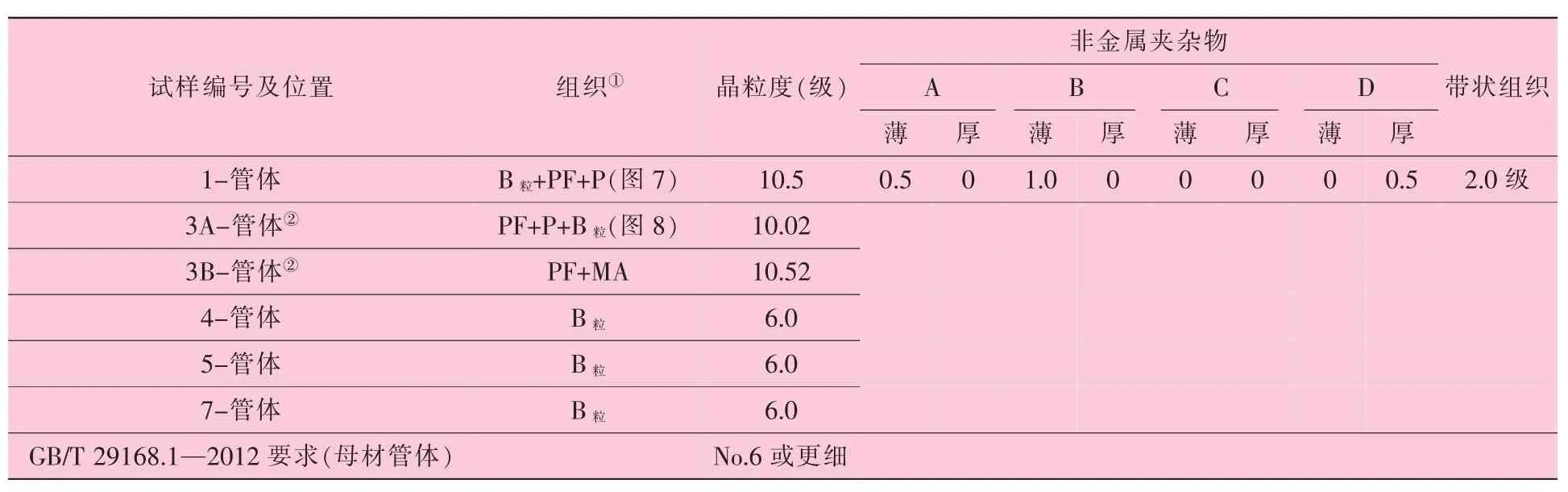
表6 管体金相分析结果
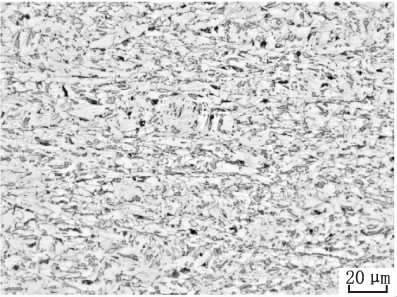
图7 1-管体心部金相组织
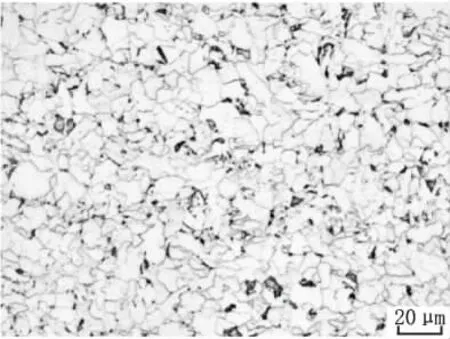
图8 3A-管体心部金相组织
从试验结果可以看出,3A位置的组织以多边形铁素体居多,有少量的粒状贝氏体,而母材和其他管体部位组织以粒状贝氏体为主。多边形铁素体具有较低的强度及良好的韧性,粒状贝氏体组织有较好的强韧性匹配,材料的组织与力学性能的反映一致。
2 讨论分析
过渡区外弧侧管体(3A)屈服强度和抗拉强度低于标准要求,其余部位的拉伸性能符合标准要求。夏比冲击试验表明,3A位置的吸收能量和剪切断面率较高,材料的韧性较好。硬度试验结果表明,3A位置的硬度值较其他管体部位低,这和拉伸性能、夏比冲击性能相互印证。金相分析试验表明,3A位置的金相组织以强度较低的多边形铁素体组织为主,有少量的珠光体和粒状贝氏体。由组织分析结果表明,3A位置的强度低于标准要求,是由于该部位材料以多边铁素体为主的组织特性决定的。
为了弄清3A位置金相组织与管体其他部位有较大差别的原因,下面从化学成分、推制温度、冷却方式、推制速度及热处理方式等几个方面进行分析。
2.1 弯管母管的化学成分
母管化学成分分析结果表明,其元素含量符合标准要求。X70M弯管母管采用了 “低碳+高Mn+Mo+少量 Nb、V、 Ti”的成分设计[10],控轧采用轧后在线浇水快速冷却,这种工艺使得钢管性能既具备较高的强度和韧性,又具有良好的焊接性和耐腐蚀性,其组织为粒状贝氏体为主的混合型组织,有优良的力学性能。
2.2 弯管的推制温度
弯管的推制过程为,感应加热线圈接通电流,通过电磁感应,钢管管体逐步加热,加热到规定温度时,推进母管,边推进,边水冷。该弯管推制温度为960±25℃,推进速度20 mm/min,强制单面水冷。弯管组织经历了奥氏体化的高温加热[11],形成的非平衡组织有向稳态转化的趋势,后面的回火热处理工艺提供了转变的热力学条件。
弯管经过加热至530℃,1 h保温,空冷的回火工艺后,3A位置组织由大量的多边形铁素体、少量珠光体和粒状贝氏体组成。3B位置组织由部分铁素体和部分马氏体奥氏体岛组成,其余的4、5、7位置由粒状贝氏体组成。3A位置的组织明显与3B、4、5、7部位组织不同。文献[12]指出,X70M材质弯管在950℃以下淬火,管体金相组织基本上见不到贝氏体,究其原因为该加热温度大致位于AC1~AC3之间,加热状态为铁素体和奥氏体组成,淬火后铁素体保留了下来,并有少量贝氏体和珠光体,淬火后组织和硬度不均匀,强度和硬度降低,回火后消除部分内应力,晶粒度较高,对冲击韧性有利,但较小比例的贝氏体组织对强度不利。
而加热到950~1 100℃淬火,加热温度基本位于AC3之上,加热状态位于奥氏体单相区。相变动力学表明,奥氏体晶粒尺寸对冷却后的相变产物有重要影响,奥氏体晶粒越大,其稳定性越高,冷却后形成的非扩散物也越多,同时高温下合金元素的充分溶解,有利于提高过冷奥氏体的稳定性。过冷奥氏体稳定性好,在快速冷却条件下,得到以粒状贝氏体为主的混合型组织。贝氏体组织强度较高,对强度有利。因此,一定程度上,加热温度越高,材料强度越高。弯管母管组织为大量粒状贝氏体,少量多边形铁素体和珠光体,粒状贝氏体占多数,材料的强度和韧性较高。4、5、7位置的组织为粒状贝氏体,而3A位置管体组织为大量的多边形铁素体、少量珠光体和粒状贝氏体组成,多边形铁素体占绝大多数。该弯管的推制温度控制在935~985℃,据工厂调研情况,开始推制温度低于950℃,因为高于950℃会导致起弯位置波浪度超过标准要求。由此可以得出,该弯管在开始推制时,3A过渡区加热温度在950℃以下,其淬火、回火后的组织才可能是大量的多边形铁素体、少量珠光体和粒状贝氏体组成,否则,其组织基本上应该是粒状贝氏体。因此,开始推制时,温度并未达到950℃及以上,在向后推制的过程中,温度才逐步升高到950℃以上,4、5、7位置组织才能以粒状贝氏体居多,4、5、7位置管体材料的屈服强度和抗拉强度才达到要求。
另外,弯管在推制过程中,推制温度在一个控制范围内,并不能保证每个点都很均匀,所以会造成推制过程中各个部位的温度不均。该弯管中由于Mn、Mo、Nb等合金元素含量偏低,对弯管强度不利,减少了弯制过程中的弯制条件的宽容度,对弯制条件要求较为苛刻。为了达到标准所要求的弯管强度要求,势必要提高加热温度(生产时,实际加热控制温度远超过960℃),提高冷却过程中的过冷度,并且要求对加热温度进行精确的控制。但提高加热温度,使得弯管在高温下较长时间加热,材料的晶粒不断长大,当晶粒长大到一定程度时,晶粒间结合力就会减弱,材料的塑形和韧性就会变坏,产生过热现象。如果温度再提升,钢的晶粒边界便开始熔化,结晶组织遭到破坏,出现过烧现象。过热或过烧都会使弯管的塑性和韧性降低。从强度方面考虑,弯管的加热温度越高越好,但从弯管的组织和冲击韧性考虑,弯管的最高加热温度应尽可能降低。因此弯管的加热温度不能太高,在满足强度条件下,尽量选择较低的推制温度,才能保持弯管较好的塑性和韧性。试验结果显示,该弯管在4、5、7位置的晶粒度为6.0级,为标准GB/T 29168.1—2012要求的下限值,晶粒较为粗大,也证实了提升推制温度的影响。推制过程中温度不断波动(控制为±25℃),推制温度难以精准控制及弯管4、5、7位置推制温度的提升,造成4、5、7位置材料局部组织的不均匀及晶粒粗大,从而造成弯管的4、5、7管体部位的冲击韧性波动。
2.3 冷却方式和推制速度
根据厂家资料调研,该弯管采用单面强制水冷方式,钢管推进速度为20 mm/min,匀速推进,并未有冷却异常或推进速度不均匀等异常情况,所以排除冷却方式和推进速度的问题。
2.4 弯制后热处理工艺
该弯管经推制后,采用高温回火热处理方式,回火温度530℃,保温时间1 h,空冷。热处理主要是降低应力,细化晶粒的作用。因其他部位管体在热处理后,其力学性能均满足标准要求,所以热处理工艺应该是满足标准要求的。
3 结论及建议
(1)弯管过渡区外弧侧管体屈服强度和抗拉强度偏低是因为该部位加热温度偏低,其组织中以铁素体居多,降低了拉伸强度,使其低于标准要求。
(2)弯管中Mn、Mo、Nb等合金元素含量偏低。为了提高材料强度,提升了推制温度,使得淬火和回火后材料的晶粒度较大,推制温度的波动造成组织不均匀,因而造成4、5、7位置的冲击韧性波动较大。
(3)建议弯管开始推制时,合理控制加热温度,使得过渡区的力学性能达到要求。适当提高Mn、Mo、Nb等合金元素含量,使得材料的成分设计更为合理。
[1]池强,刘腾跃,燕铸,等.油气管道用弯管感应加热工艺研究[J].热加工工艺,2012,41(13):113-115.
[2]杨专钊,李云龙,邓波,等.管线钢拉伸试验中异常屈服强度研究与分析[J].焊管,2009,32(4):51-53.
[3]陈小伟,李延丰,张远生,等.试样形式对X80级钢板及钢管拉伸试验结果的影响[J].焊管,2009,32(1):21-25.
[4]SY/T 5257—2012,油气输送用钢制感应加热弯管[S].
[5]GB/T 4336—2016,碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法[S].
[6]GB/T 29168.1—2012,石油天然气工业 管道输送系统用感应加热弯管、管件和法兰 第一部分:感应加热弯管[S].
[7]GB/T 228.1—2010,金属材料 拉伸试验 第1部分:室温试验方法[S].
[8]GB/T 2653—2008,焊接接头弯曲试验方法[S].
[9]ASTM E384-11e1,Standard Test Method for Microin-dentation Hardness of Materials[S].
[10]曹敏,刘迎来,高西林,等.X70管线钢弯管感应加热淬火性能研究[J].西安工程大学学报,2005,19(4):447-448.
[11]郭有田,陈中均,陈轩,等.全程加热与局部加热对X90高强钢热煨弯管组织及性能的影响[J].2016,39(6):15-22.
[12]邵靖利,丛相州.弯管制造工艺对X70钢弯管性能的影响[J].金属加工(热加工),2005(10):77-80.
Cause Analysis of Low Yield Strength and Tensile Strength of Induction Heating Elbow
LUO Huaquan1,ZHANG Lina2,TONG Ke1,YANG Lineng1,HE Xiaodong1,ZHANG Xueqin1
(1.CNPC Tubular Goods Research Institute,Xian 710077,China;2.CNPC BEM Steel Pipe Design&Research Institute(Information Center),Cangzhou 062658,Hebei,China)
In this paper,the situation of yield strength and tensile strength of the external arc side pipe in the transition zone of trial production bend which were below the standard requirements were analyzed.By the mechanics,chemistry and metallographic testing,the results show that the situation was because that the origin heating temperature(less than 950℃)was lower,the ferrite was in the majority after quenching and tempering,and the tensile strength was reduced to below the standard requirement.It was suggested that the origin heating temperature should be increased when the bend was pushed,the mechanical properties of the transition zone can meet the standards requirements.
welded pipe;induction heating bend;yield strength;tensile strength
TG162.8
B
10.19291/j.cnki.1001-3938.2017.11.008
罗华权(1983—),男,工程师,主要从事石油管材的质量监督及试验研究工作。
2017-06-28
编辑:罗 刚
猜你喜欢
钢管(2022年4期)2023-01-05
振动与冲击(2022年18期)2022-09-30
山东冶金(2022年2期)2022-08-08
科学与信息化(2021年13期)2021-12-24
世界有色金属(2021年8期)2021-10-31
焊管(2020年3期)2020-04-13
热处理技术与装备(2019年3期)2019-12-22
制造技术与机床(2019年10期)2019-10-26
科技风(2019年15期)2019-10-21
西南交通大学学报(2018年6期)2018-12-18