大型钛及钛合金精铸件污染层研究
2017-12-05 20:46:44叶文辉
铸造设备与工艺 2017年5期
叶文辉
(宝钛集团精铸厂,陕西宝鸡 72l0l4)
大型钛及钛合金精铸件污染层研究
叶文辉
(宝钛集团精铸厂,陕西宝鸡 72l0l4)
对于钛精密铸造而言,铸件表面污染层的大小直接影响铸件质量,但目前对污染层的研究较少,并对其去除方法论述较少。本文通过实验,明确了污染层的主要成份,并对其除去方法进行了探讨,实验结果显示铸件完全达到了各项标准的要求。
钛精密铸造;污染层;氧化物陶瓷型壳
钛的精密铸造技术在钛及钛合金铸造领域占有重要地位,但一直以来精密铸造技术只适于生产小型铸件,对于大型铸件的精密铸造技术现在还不成熟,生产的铸件污染层比较厚是经常遇到的问题。铸件表面的污染层大小直接影响着钛铸件的质量,研究污染层对于解决大型铸件的精密铸造有重要意义。
通常在高温下熔融的钛及钛合金具有很高的化学活性,几乎可以与所有的耐火材料发生反应,在铸件表面形成污染层,这些污染层会恶化铸件的内在和外观质量。现有的钛及钛合金精密生产工艺主要是氧化物陶瓷熔模铸造工艺[l],因而研究氧化物陶瓷型壳与液钛反应生成的污染层具有重要的实际意义。为此,采用氧化锆陶瓷熔模铸造工艺实际浇注了8寸阀体铸件,借助扫描电镜、显微镜等分析测试手段,对该工艺条件下的铸件污染层进行了研究。
l 试验材料与方法
本实验采用锆溶胶作为粘结剂,氧化钇稳定的氧化锆粉作耐火材料,制备了熔模型壳。熔炼采用真空壳式炉进行熔炼,在3 Pa~6.67 Pa的真空度下进行浇注。本实验选用材质为纯钛,在重力下浇注。待铸件随炉自然冷却后,清除型壳并在铸件上制取试样。
从铸造出的钛铸件中,选取8寸阀体(材质为C-2)进行污染层的检测,进而对污染层进行研究。
由于侧面位置和两法兰壁厚较厚,污染层容易在此地方产生,所以分别从阀体的侧面和法兰进行取样,其取样位置如图l所示。

图l 取样位置
2 试验结果与分析
通过对两个试样进行污染层检测,污染层厚度为0.6lmm,其污染层电子图片如图2所示。
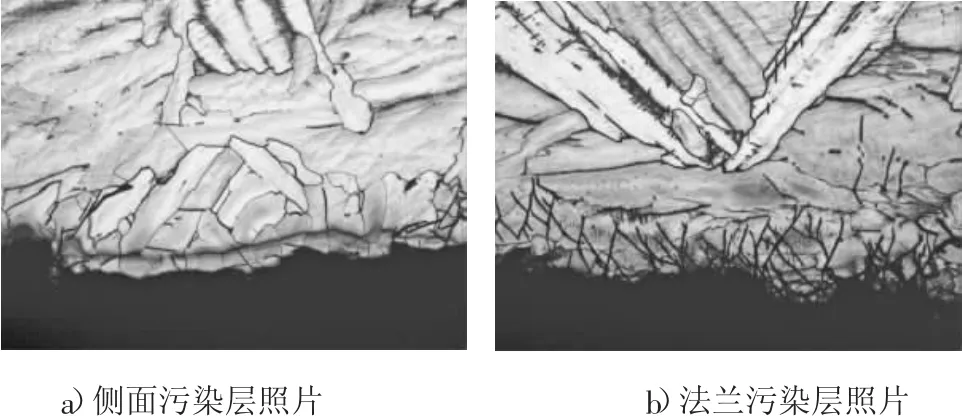
图2 钛铸件的表面“α”污染层显微组织(×50)
从图2看出阀体侧面和两个法兰的污染层厚度基本一致,这说明在阀体生产过程中有污染层的产生,而且污染层比较厚。
使用扫描电镜对试样污染层进行扫描,面扫结果如图3所示。
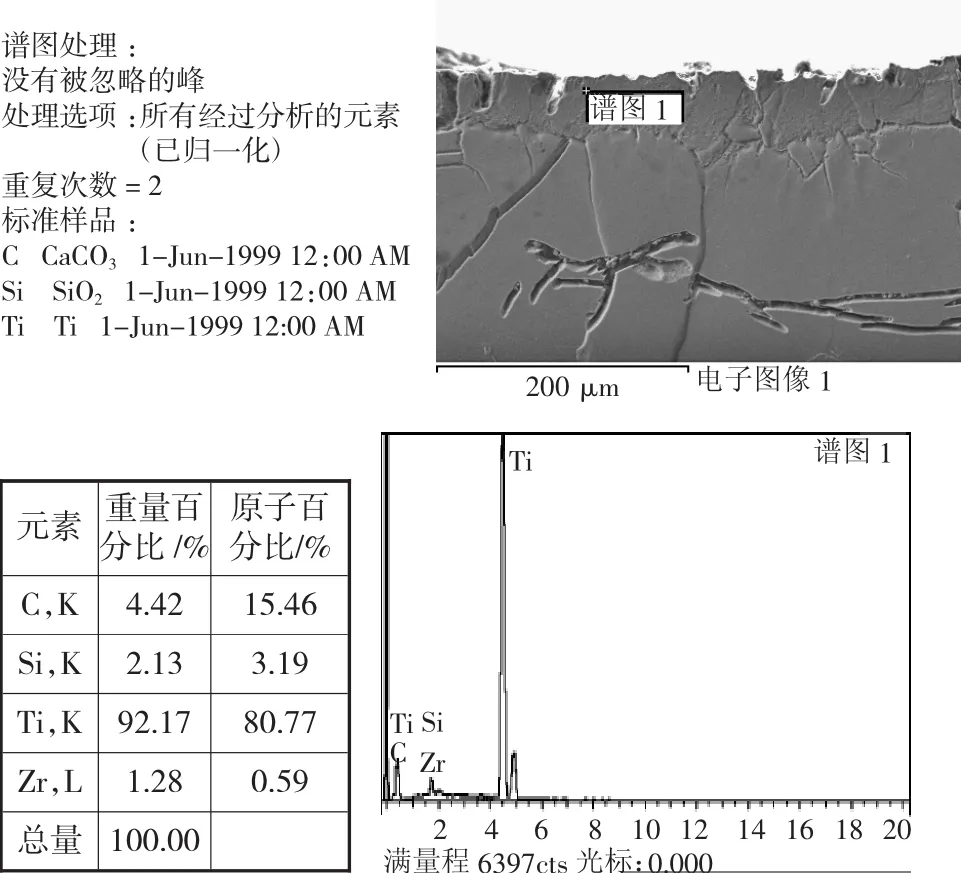
图3 试样污染层SEM图
图3表明:污染层中C、Si和Zr含量较高。污染层中Si和Zr元素来自于制壳所用的耐火材料中,C元素来自于没有完全燃烧的模型材料。由此可见大型铸件的精密铸造技术需要解决模型选材问题和制壳用耐火材料的选材问题。
使用扫描电镜对试样基体进行扫描,面扫结果如图4所示。
基体中不含杂质元素,说明污染层在一定的厚度范围内并不向基体内部扩散。只要去除表面的污染层,就可以彻底解决污染层问题。
在污染层的形成过程中,钛与型壳界面相互作用是十分复杂的,其中既有钛液对型壳的冲蚀、渗透和热冲击等机械作用,又有钛和型壳成份间的热扩散、化学反应等热物理化学作用,而且机械作用与物理化学作用是相互交织在一起的。污染层的产生原因:型壳内表面由于钛液的热冲击所引起的应力集中而产生了一个剥离层,有时候这一剥离层以一定的强度附着于铸件表面;另一种原因为:铸件表面由于型壳中的锆、氧等元素的热扩散而产生了一个表面污染层,该污染层的显微硬度远高于铸件基体的内部从而产生污染层。
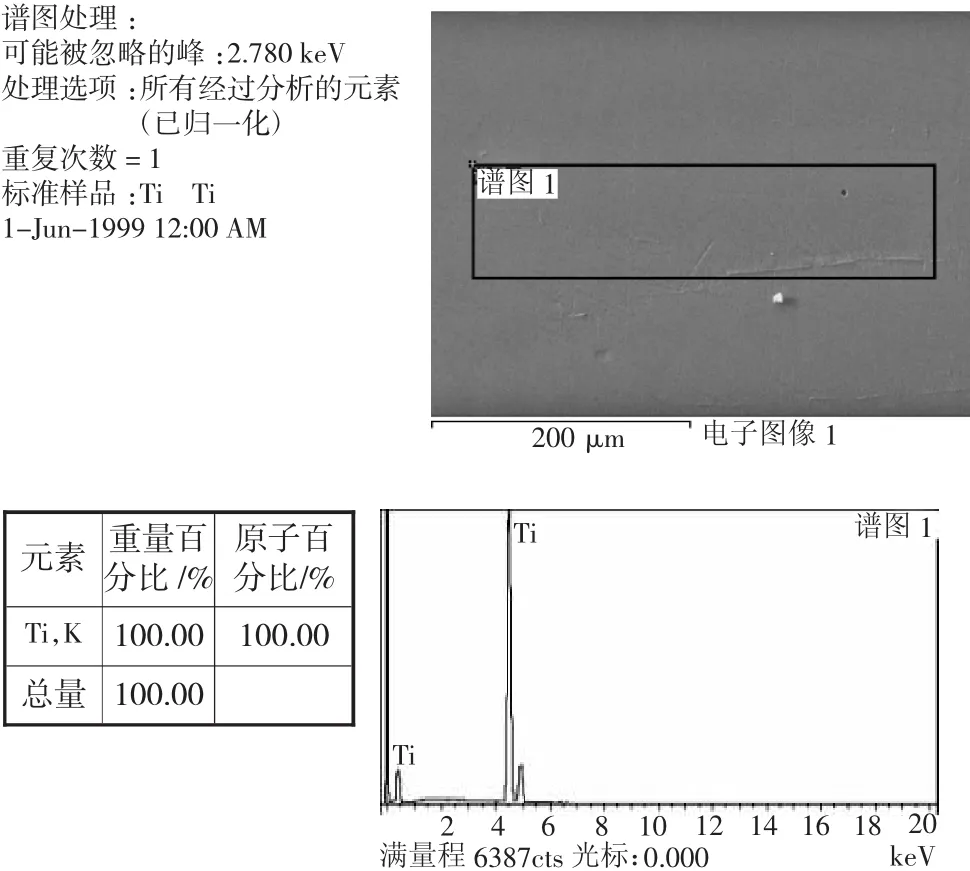
图4 试样基体SEM图
3 污染层的去除
对铸件采用硝酸、聚硫酸铁和氢氟酸的混合酸进行酸洗。测量铸件壁厚从而计算酸洗尺寸,酸洗到要求的尺寸后,污染层就全部被去除。对酸洗后的铸件用清水进行冲洗,洗掉表面的污渍。整个酸洗过程必须严格控制酸洗温度和酸洗速度,保证能完全去除污染层又不会增加氢含量。对酸洗后的铸件通过测量发现其“α”污染层被完全去除,铸件表面质量良好,如图5所示。
图5 酸洗后的钛铸件
酸洗后用激光扫描仪对铸件尺寸进行测量,对比酸洗前和酸洗后铸件不同部位的尺寸变化,就可以知道酸洗效果。通过测量表明酸洗量的大小尺寸存在一个波动范围,本实验为±0.3 mm.如图6所示。
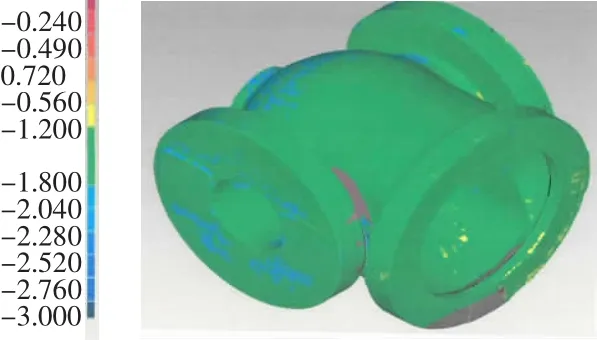
图6 酸洗前后铸件尺寸变化
用荧光着色方法对酸洗过的铸件进行渗透检验,发现铸件表面出现好几处最大直径为3 mm的显色点。但这符合标准ASME B l6.34的要求,完全可以出售,不需要补焊。图7为荧光渗透检验。
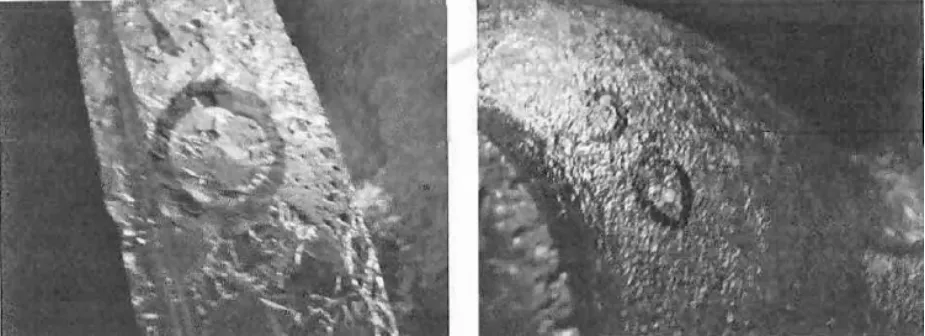
图7 荧光渗透检验
氢含量的大小影响铸件的力学性能,通常会产生“氢脆”现象。对酸洗后的铸件进行氢含量分析,分析结果显示酸洗后含氢质量分数有所增加,从0.0036%增加到0.004%,但增加不明显。实验表明铸件的污染层可以用酸洗的方法去除。
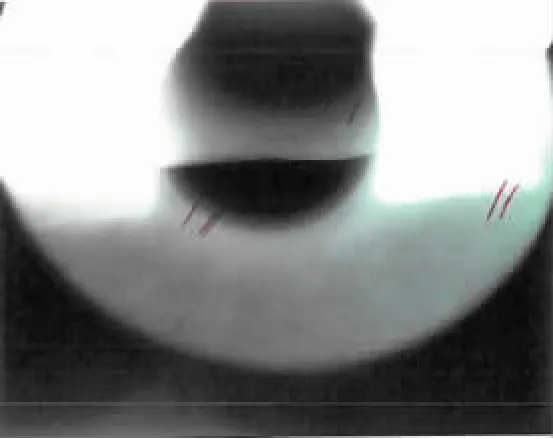
图8 X射线检测
为了了解铸件的内部性能需要对铸件进行X射线检测。由图8可知,铸件在没有热压和焊接的情况下,铸件通过了X射线检测,完全满足X射线检测标准的要求。
4 结 论
氧化锆陶瓷熔模铸造工艺生产的钛铸件污染层的主要成份为C、Si和Zr.污染层可以通过酸洗的方法直接去除,酸洗后的铸件通过渗透和X射线检测,其指标完全满足美标要求。
[l]谢成木.钛及钛合金铸造[M].北京:机械工业出版社,2004.
[2]叶文辉.王兰芳.小型薄壁钛合金铸件低成本精密铸造技术[J].铸造设备与工艺,20l5(05):l2-l3
Research on Pollution Layer of Large Casting Titanium and Titanium Alloy
YE Wen-hui
(Presicion Casting Factory of Baotai Group,Baoji Shanxi 72l0l4,China)
For the precision casting of titanium,the surface of the casting has a direct impact on the quality of the casting.There are few studies on the pollution layer,and the method of removing it is less.In this paper,the main components of the contaminated layer were determined through experiments,and the removal methods were discussed.The experimental results showed that the castings have met the requirements of the standards.
titanium precision casting,pollution layer,oxide ceramic shell
TG249.5
A
l674-6694(20l7)05-0038-03
20l7-09-l2
叶文辉(1978-),男,硕士,工程师,主要从事钛合金的精密铸造工艺研究。
l0.l6666/j.cnki.issnl004-6l78.20l7.05.009
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
山东冶金(2022年2期)2022-08-08 01:51:22
化肥设计(2019年3期)2019-07-02 07:59:54
汽车与驾驶维修(维修版)(2018年9期)2018-11-15 06:20:54
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
汽车与驾驶维修(维修版)(2017年12期)2018-01-15 01:43:39
汽车与驾驶维修(维修版)(2017年6期)2017-09-03 08:50:58
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
工业设计(2016年11期)2016-04-16 02:48:43