炼厂催化氧化装置监控系统设计
2017-11-30 01:18:58戴金玲
当代化工 2017年10期
刘 伟,戴金玲
炼厂催化氧化装置监控系统设计
刘 伟,戴金玲
(中国石化抚顺石油化工研究院, 辽宁 抚顺 113001)
介绍了以现场传感器、和利时DCS控制系统和控制设备组成的炼油厂催化氧化装置自动控制系统,在中心控制室内实现对整个装置的集中监视、管理、自动控制,并可实现远程手动操作,本系统使用可靠稳定,提高了炼油厂的自动化生产水平,应用该系统的催化氧化装置可大幅提高挥发性有机物(VOCs)的排放标准。
催化氧化;VOCs;自动化;DCS
随着全球环保意识的增强,国家对工业废气的排放标准也越发严格,VOCs不但对厂内职工的人身健康造成严重影响,而且对厂区附近的居民身心也构成一定的威胁,社会影响反映十分强烈,因此必须治理。近几年国内石化企业虽然增上了许多环保装置,也起到一定的效果,但2017年7月1日起执行标准规定环境承载能力较弱,容易发生严重大气环境污染的地方,执行大气污染物特别排放限值,有机废气排放口非甲烷总烃去除率大于97%或小于120 mg/m3,废水处理有机废气收集处理装置,苯小于4 mg/m3,甲苯小于15 mg/m3,二甲苯小于20 mg/m3。中国石化抚顺石油化工研究院在国内废气治理领域有丰富的经验,尤其是自主研发催化氧化技术在废气处理方面一直处于国内领先地位,受到众多业主的高度评价,其处理效果完全达到新标准的要求,应用前景十分广阔。
本文重点论述了整套催化氧化装置控制系统的设计,以和利时的DCS控制系统为核心,现场传感器采集的数据通过现场总线及以太网实现数据通讯[1],在控制系统的主控制器中经过逻辑运算,输出控制调节阀及动设备,达到催化氧化装置对废气处理的工艺要求,从而实现达标排放[2]。
1 催化氧化装置的工艺流程
废气经过稀释后,进入催化氧化组合反应器,组合反应器包括换热器、加热器、催化氧化反应器三个主要设备。废气中的有机物经过加热后,达到催化氧化反应温度并在催化剂作用下,与氧气发生氧化反应,生成H2O和CO2,并释放出反应热[3]。反应后的气体通过换热器换热后,经排气筒排放到大气中。除了上述主要设备外还由废气进气开关阀、废气排空开关阀、风机入口空气调节阀、风机出口压力变送器、流量变送器、可燃气报警器等仪器仪表组成,催化氧化装置的工艺流程图如下图1所示。
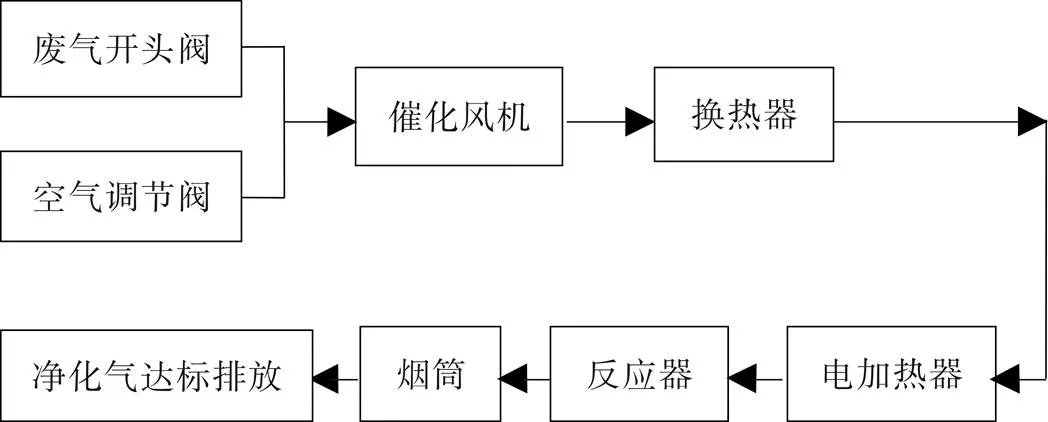
图1 催化氧化工艺流程
2 控制系统的硬件选型及软件设计
2.1 控制系统的硬件组成
本系统DCS采用和利时公司的产品, 控制系统主要包括主控制器模块、电源模块、输入输出模块、机笼模块、端子模块等,具体规格型号如表1所示。

表1 DCS硬件规格及功能
另外还有其它的模块,如数字量输入模块,型号为SM610,16通道触点型开关量输入模块,从现场输入16路干接点开关量信号; 数字量输出模块,型号为SM710,8通道继电器隔离输出模块,从主站接受上位机的指令,驱动继电器动作,输出8路开关量信号。
2.2 控制系统的程序及组态画面设计
2.2.1 催化氧化自动开车程序设计
现场工艺流程满足开车条件后,本装置可在操作室内实现一键式启停,开工过程如下:按操作屏幕中“催化氧化启动”软按钮,首先判断可燃气报警器浓度小于爆炸下限, 若否,则退出装置启动程序;若是,则启动催化风机引入空气;
判断压力是否大于低低限,若否,则退出装置启动程序;若是,则启动延时定时器。判断定时器时间(设定时间:10~30 min)到否。若否,则等待;若是,则判断反应器出口是否小于1/℃,若否,则等待;若是,则启动电加热器升温;继续判断反应器出口是否大于2/℃,若否,则等待;若是,则开启废气进气切断阀,保持风机入口空气调节阀门开启状态;此时装置自动开工过程结束,进入正常运行状态[4]。
2.2.2 催化氧化自动停车程序设计
装置正常停工时按操作屏幕中“催化氧化停车”软按钮,开启空气进装置气动调节阀;关闭废气进装置气切断阀、停止电加热器;
当反应器出口温度小于3/℃时,停止催化风机,此时装置自动停车过程结束,整个开车和停车的过程无需人工干预,实现一键式启停。
2.2.3 催化氧化联锁停车设计
当装置处于非正常工况时, 要求系统具有报警和联锁保护功能,当控制指标超过高限值时,系统发出声光报警信号;当催化氧化反应器入口/出口温度、废气中可燃气体浓度超高高限、催化风机出口压力小于低低限以及催化风机故障、电加热器故障、电加热器超温时,装置进入联锁保护状态,确保装置安全稳定运行(图2)。

图2 催化氧化自动开工流程
每个联锁条件均需设置联锁旁路,以便于仪表维护,具体连锁信号,联锁值及联锁动作如表2所示。
2.2.4 上位机组态画面设计
目前石油化工系统占据市场份额较大的两家组态厂家为浙大中控和和利时,尤其是和利时的MAC6组态软件,各种功能模块简单实用,操作灵活,可读性和可移植性较强。在控制系统操作界面中设有流程、主要控制参数、历史趋势、报警记录和联锁等画面。操作界面中还设有“催化氧化启动”、“催化氧化停车”等功能按钮;操作人员可在操作界面上对装置工艺过程进行监视和修改控制参数(图3)[5]。

图3 催化氧化自动停工流程

表2 联锁条件及联锁动作对应关系
组态画面完整的展示了催化氧化装置的工艺流程,可直观体现出装置的主要设备及仪表的组成,画面可显示泵、开关阀和电加热器的状态,风机出口管道内的压力、温度和流量,电加热器本身的温度,反应器进出口的温度。本装置有两个重要的控制点,一是反应器的进口温度,进口温度在达到300~400 ℃,可保证废气中的非甲烷总烃去除率,出口温度最初需要电加热器供热,当反应器内反应放出的热量可维持自身的反应时,电加热器的输出就会减小甚至关闭,达到节能减排的效果。另一个重要的控制点是反应器的出口温度控制,出口温度点与风机入口的空气调节阀关联,在保证废气入口的非甲烷总烃可以进入本装置内后,当反应器出口温度升高,说明废气进催化氧化装置的浓度升高,因此需要开大空气调节阀的开度来稀释废气浓度,保证出口的温度在可控范围内; 反之,当反应器出口温度降低,说明进催化氧化装置的废气浓度低,需减小空气调节阀的开度来保证反应器进出口的温升,两处均属于温度控制点,存在滞后性,因此PID参数的整定与投用需按不同工况设定(图4)[6]。
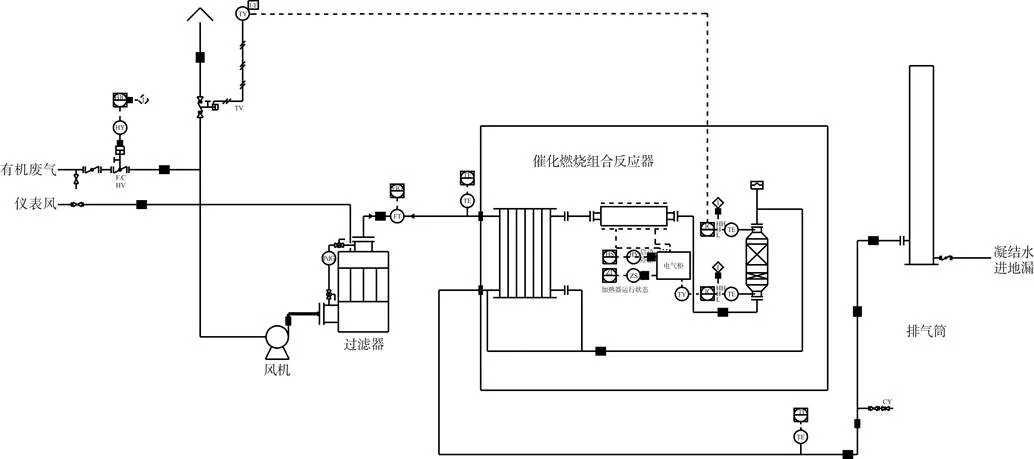
图4 催化氧化主流程组态画面
3 工业应用
2014年投用的北京燕山橡胶厂催化氧化废气治理装置,净化气中的非甲烷总烃去除率≥99%,出口非甲烷总烃浓度≤20 mg/m3,而且利用反应热产生0.8 MPa(G)饱和蒸汽1.42 t/h,在废气深度治理的同时,创造了一定的经济效益。
2017年投用的沧州催化氧化污水处理厂废气治理装置,废气净化后非甲烷总烃去除率98%以上,出口非甲烷总烃浓度≤50 mg/ m3,硫化氢:≤1 mg/ m3,排放速率≤0.33 kg/h,有机硫化物:≤1 mg/ m3(甲硫醇≤0.04 kg/h;甲硫醚≤0.33 kg/h;二甲二硫醚≤0.43 kg/h,苯<4 mg/ m3; 甲苯<15 mg/m3; 二甲苯<20 mg/ m3,满足国家GB31570-2015《石油炼制工业污染物排放标准》、GB31571-2015《石油化学工业污染物排放标准》,以及河北省DB 13/ 2322-2016《工业企业挥发性有机物排放控制标准》要求。本技术已在中国石化北京燕山分公司、沧州分公司、济南分公司、镇海炼化分公司及中国石油乌鲁木齐石化分公司、华北石化分公司等炼化企业得到成功应用,废气经处理后,非甲烷总烃等的去除率在97%以上,净化气体符合国家和地方的相关排放标准。
4 结束语
抚顺石油化工研究院开发的有机废气催化氧化治理技术,装置投资合理、结构简单、操作弹性大、操作费用小、安全可靠、无二次污染。在能量回收上,通过反应器进出口气体换热,可以使反应系统能量自给,正常操作情况下,不需外加热源,同时控制系统功能强大,可实时监测或修改工艺参数,提高炼油厂的工作效率,保证催化氧化装置的稳定运行。
[1]阳宪惠. 现场总线技术及其应用[M]. 北京:清华大学出版社,2008.
[2]汪涵,郭桂悦.挥发性有机废气治理技术的现状与进展[J].化工进展,2009,28(10):1833-1834.
[3]M S.Kamal, S.A.Razzak,M.M.Hossain.Catalytic oxidation of volatile organic compounds (VOCs)-A review[J].Atmospheric Environment, 2016(140):117-134.
[4]陈玉香,刘忠生,王新,王海波.石化污水处理场废气催化燃烧处 理工业应用[J].当代化工,2006(35):425-428.
[5]刘永斌,程俊梅,程彬彬.催化燃烧技术在炼油污水处理场恶臭治 理中的应用[J].炼油技术与工程,2011(41):54-57.
[6]薛定字.反馈控制系统设计与分析[M].北京:清华大学出版社,2000:245- 288
Design of Monitoring System for Catalytic Oxidation Unit in a Refinery
,
(Fushun Research Institute of Petroleum and Petrochemicals, Liaoning Fushun 113001, China)
The catalytic oxidation unit automatic control system made up of field sensors,Hollysys DCS control system and control devices in a oil refinery was introduced. Centralized monitoring and management of the entire unit, automatic control, and remote manual operation can be realized in the central control room. This system is reliable and stable. It has improved the automation level of the oil refinery; the catalytic oxidation unit with this system can significantly improve the volatile organic compounds (VOCs) emission standards.
Catalytic oxidation; VOCs;Automation; DCS
TE 624
A
1671-0460(2017)10-2156-03
2017-10-10
刘伟(1986-),男,辽宁省丹东市人,硕士学位,2013年毕业于辽宁石油化工大学控制理论与控制工程专业,研究方向:仪表自动化控制。E-mail:361074471@163.com。
猜你喜欢
仪器仪表用户(2022年10期)2022-09-29 04:36:58
仪器仪表用户(2022年9期)2022-08-30 05:39:48
仪器仪表用户(2022年4期)2022-04-01 03:17:02
云南化工(2021年8期)2021-12-21 06:37:46
分析仪器(2021年4期)2021-09-01 12:14:22
低温与特气(2021年2期)2021-05-21 09:35:36
装备制造技术(2020年2期)2020-12-14 03:09:22
绿色科技(2020年12期)2020-07-31 11:38:02
资源节约与环保(2019年10期)2019-11-05 07:45:22
石油化工自动化(2018年5期)2018-11-14 02:34:26