
滚珠丝杠副运动精度在线测量系统设计与分析
2017-11-29 01:09宋现春鲁苑凯徐加垒姜洪奎许向荣马洪君
山东建筑大学学报 2017年5期
宋现春,鲁苑凯,徐加垒,姜洪奎,许向荣,马洪君
(山东建筑大学机电工程学院,山东济南250101)
滚珠丝杠副运动精度在线测量系统设计与分析
宋现春,鲁苑凯,徐加垒,姜洪奎,许向荣,马洪君
(山东建筑大学机电工程学院,山东济南250101)
滚珠丝杠副运动精度是试验台检测的主要指标,而现在的检测手段多为离线检测,操作复杂且定位难度较高。通过设计开发一种滚珠丝杠副运动精度在线测量系统,可以实现其在线检测,对于提高检测效率和检测精度具有重要意义。文章围绕在线测量系统的硬件、原理、通讯、测量界面与结构,设计了一种滚珠丝杠副运动精度在线测量系统,并与3 m激光行程误差测量仪对同一根丝杠进行精度检测试验,对其测量值进行对比分析。结果表明:设计的在线测量系统与3m激光行程误差测量仪相比较,前者对环境要求不高、偶然性误差小,测量曲线相对平滑,而后者测量曲线波动比较密集;两者测量曲线特征值差值小于1μm,在容许误差范围内。
滚珠丝杠副;在线测量系统;设计;运动精度
0 引言
滚珠丝杠副可以将转动转化为直线运动,是数控机床的进给驱动系统的主要形式,其运动精度很大程度上决定了数控机床的加工精度。随着数控机床的应用越来越广泛,人们对机床高速化、高精度化提出越来越高的要求,目前衡量数控机床性能优劣的重要指标就是数控机床的运动精度。但是因为国内生产水平相对较弱,国产丝杠的运动精度始终不如国外发达国家生产的高[1]。而且大量国外厂家或外资企业在国内建厂,导致大量国外高端滚珠丝杠流入国内,严重挤压了国内高端滚珠丝杠产品的生存空间,对中国自主研发高端数控装备和设备技术国产化产生了严重的影响。因此,国产滚动功能部件生产企业为增强产品竞争力,应把重点放在提高滚动功能部件的性能和质量。唐旭华等设计的滚珠丝杠副运动精度测试系统[2]和丁聪等设计的滚珠丝杠副精度保持性加载装置对提高滚动功能部件的性能和质量做出了贡献,促进了我国机床行业和装备制造业的发展[3]。滚珠丝杠副的精度则是滚动功能部件性能的重要体现,其检测将成为提高滚动功能部件性能的重要手段。通过对丝杠运动精度等参数的检测对寻找影响其精度的因素起到非常重要的帮助,找到影响国产丝杠精度的主要因素并掌握提高丝杠精度的关键技术,不断加强精度系统研究和技术攻关,对突破国产丝杠质量差、精度不高起到重要作用。
当前测量丝杠运动精度的方法主要有:块规法、线纹法、激光干涉仪测量法和直线光栅尺测量法,其中后2种方法应用较为广泛且测量精度较高[4]。激光干涉仪测量法测量精度高、敏感度高,易受外界环境影响,测量时需要将丝杠从机床上取下,安装在激光测量仪上,操作较为复杂且定位相对麻烦复杂;直线光栅尺测量法可直接进行直线位置测量,无额外机械传动件,无需拆卸丝杠,操作较为简便,受外界影响较小且对位置值的测量时没有漂移,同样也能够满足对高精度定位的要求[5]。文章选择了直线光栅尺作为测量工具,设计开发一种滚珠丝杠副运动精度在线测量系统,并与JCS-040 3 m激光行程误差测量仪进行试验对比分析,验证了滚珠丝杠副运动精度在线检测的优越性,对于提高检测效率和检测精度具有重要意义。
1 滚珠丝杠副运动精度在线测量系统设计
1.1 螺旋线精度测量系统硬件设计
螺旋线精度在线测量系统是在跑合机床的基础上进行改造的,被测丝杠采用一端固定,另一端支撑的方式安装,圆光栅尺安装在丝杠的支撑端,并通过联轴器与丝杠相联接,直光栅尺则安装在被测丝杠下方的床身上,伺服电机安装在丝杠的固定端,并通过联轴器与丝杠相联接[6]。固定端的轴承同时承受径向力和轴向力,起到固定丝杠的作用,支承端的轴承只承受径向力,使得丝杠轴在受热后能够沿轴向向一端延长,不仅
可以有效减少或者避免因丝杠自重而出现的弯曲,同时也避免了丝杠在长时间跑合后温度升高而导致的丝杠应力过大引发的振动或者变形。伺服系统按照预设速度驱动伺服电机旋转,驱动被测丝杠做顺时针或者逆时针转动,伺服电机的顺逆旋转通过滚珠丝杠副转换为加载平台的直线往复运动[7]。考虑到尽可能减小伺服电机和圆光栅尺引起的振动影响试验结果,所有的联轴器选择弹性联轴器,螺旋线精度在线测量试验台采用GOX—1440—5光栅尺和S—5000圆光栅作为测量元件。试验台测量系统流程图如图1所示。

图1 试验台测量系统流程图
1.2 螺旋线精度测量系统原理
如图2所示,滚珠丝杠副在运行过程中,丝杠带动圆光栅转动,圆光栅将丝杠的旋转角度转化为脉冲信号记录下来,同时光栅尺将螺母轴向移动的位移信号转化为脉冲信号记录下来。两路脉冲信号由PCI计数采集卡同时进行采集并发送至工控机。安装在工控机里的软件按照需要在不同时间同时读取两个通道的计数值,软件根据不同型号的圆光栅和光栅尺根据其参数不同按照公式将计数值转换成转动角度和位移量[8],丝杠转动角度可以根据丝杠的导程转化为位移量,计算的位移量和光栅尺测量的位移量之差就为滚珠丝杠副的移动误差值。通过测量整个行程上移动误差值,就可以求取滚珠丝杠副在整个行程中的行程变化量。工控机软件在计算出行程误差的同时,将实际测量位移量作为x轴数据,将行程误差作为y轴数据生成xy波形图,直观的显示移动过程中的行程误差变化。移动误差值由式(1)表示为

式中:Δ为移动误差值,mm;L为螺母实际位移测量值,mm;θ为滚珠丝杠转角测量值,rad;p为滚珠丝杠导程,mm。

图2 螺旋线精度在线测量系统原理图
1.3 软件与硬件通讯
根据PCI2394采集卡官方驱动为labview提供的函数调用方式进行硬件配置[9],CreateDevice函数通过设置当前采集卡ID来指定函数操作的采集卡,ID号由工控机默认分配,在工控机只有一个采集卡时默认为0。通过SetTimer函数进行采集卡时钟源设置,根据试验需要,选择50 Hz时钟源,并将时钟源频率分成5部分,实现10 Hz的时钟频率。为防止前面的测量数据干扰后续测量,还需清除两通道的寄存数值,通过ResetDeviceCNT函数重置采集卡的0、1两个计数通道。结构体PARA_CNT的参数主要控制计时器输入模式、计数器复位值以及锁存模式,配置完成后,InitDevice函数就会得到硬件的参数设置,从而完成初始化0、1两个计数通道。
1.4 测量界面与参数设置
图3为测量软件的初始运行界面,运用状态机结构,成功实现了开始测量、测量停止、数据处理、报告预览和数据保存等功能,为确保使用人员在操作时的先后顺序,在未开始测量前,除开始以为其他选项禁用并变灰,避免了程序执行错误[10]。

图3 测量软件初始界面图
图4为参数设置界面,通过改变参数可以检测不同规格的滚珠丝杠副螺旋线精度,并且输入的参数会保存并传送到打印界面,以备查阅和后期数据对比。同时,也可根据测量精度以及其他要求更换光栅尺,更换后只需要改变光栅尺分辨率的数据即可,提高了软件的普适性。

图4 测量软件参数设定界面图
1.5 软件主要结构
软件结构部分主要运用状态机和生产者/消费者模式,图5为状态机基本框架,由枚举常量列出整个状态机的所有状态,以测量软件初始界面为例,初始界面包括6种状态:开始、结束、位移检测、螺旋线精度检测、参数设置、读取历史。软件处于某一状态时,状态机便运行相对应的程序,即响应相对应的状态,事件发生变化时,枚举常量值也随之改变,状态机响应的程序也会发生变化[11]。状态机结构程序简明且运行较为流畅,软件可读性较高,便于后期修改。
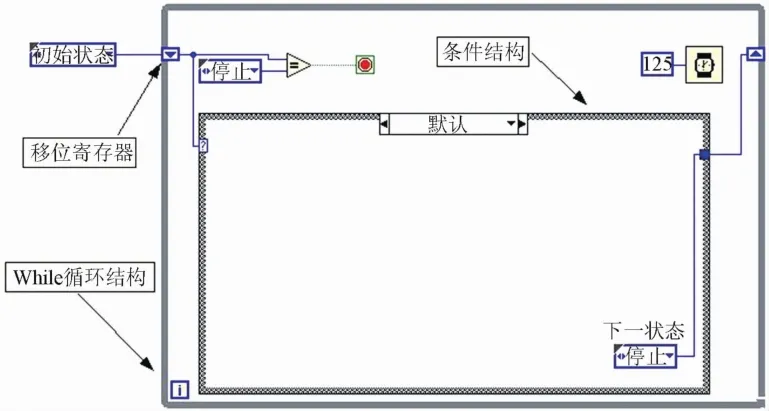
图5 状态机基本框架图
图6为生产者/消费者模式基本框架,生产者/消费者模式同时进行数据采集和数据处理,将采集到的数据和待处理数据进行排队,避免的数据冲突,极大的保证了数据的真实性。
生产者循环是通过使用元素入队列函数将采集的数据不断地排列成队,而消费者循环则是用元素出队列函数不断的从已排列的数据中读取数据,不仅可以实时读取数据进行处理,还缩短的采样时间,提高了数据处理的效率。

图6 生产者/消费者模式基本框架图
2 滚珠丝杠副运动精度在线测量系统试验分析
2.1 在线测量系统试验
如图7所示,滚珠丝杠副螺旋线精度常用的测量指标有每圈最大行程变动量V2π、实际移动量线la、基准移动量目标值T、基准移动量线ls、公称移动量线lo、最大行程变动量 Vμ、代表性移动量线 lm、300 mm最大行程变动量V300、代表性移动量误差ep、移动量误差 E[12]。

图7 螺旋线精度测量指标说明图
测量系统选取 E、Vμ、V300、V2π等 4个特征值,对被测滚珠丝杠副螺旋线精度进行描述。其中,E为公称移动量与代表性移动量的差值,且E=ep+T;Vμ为最大行程变动量,即实际移动量曲线的代表性移动量线所对应的两条平行线之间的竖直距离;V300为有效行程内,任意300 mm行程中的实际移动量的最大幅度;V2π为实际移动量在有效行程内任意一圈中最大幅度。对于这4个特征值,先在加载试验台上进行测定,获得试验数据后拆下丝杠,并安装在JCS—040 3 m激光测量仪上进行测量,测量完毕后,比较试验台和3 m激光测量仪的检测结果[13]。若结果相同,则可以证明实验台的测量结果是准确可靠的。
选用国外某公司生产的FDI4010×2000型号滚珠丝杠进行螺旋线精度第一次测量试验,其过程为(1)测定试验环境,确保温度、湿度适宜以及没有其他干扰源,然后将丝杠在设计的在线测量系统试验台上进行跑合一段时间,充分磨合后,待丝杠温度稳定,再使用在线测量系统检测丝杠的运动精度。(2)将被测丝杠从试验台取下,安装在 JCS—040 3 m激光行程误差测量仪上,并在丝杠的螺母上安装温度传感器[14],为保证测量可靠性,需要严格按照(1)的试验温度、湿度等条件进行检测,驱动丝杠转动待温度与(1)温度相同时,检测丝杠的螺旋线精度。
为排除试验的偶然性,进行一组对比试验,选取国内博特公司生产的FDI4010×2000型号的滚珠丝杠进行螺旋线精度测量试验,与第一次试验同样的操作方式,在确保试验环境和条件不变的情况下进行第二次试验。
2.2 对比试验结果与分析
第一次试验的测量结果如图8所示。
根据图8对第一次试验的螺旋线精度测量结果进行对比,见表1。
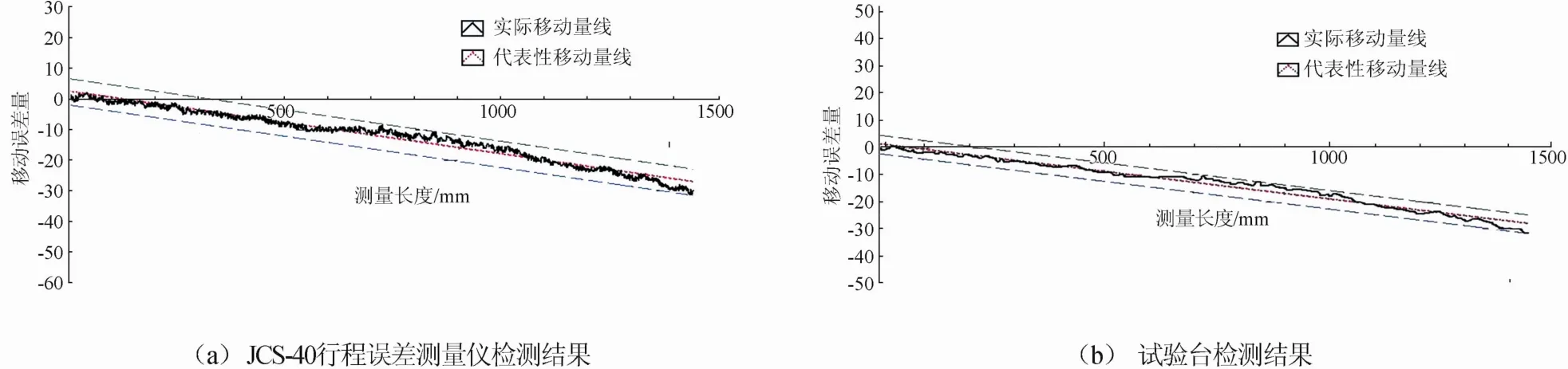
图8 第一次试验结果图

表1 第一次试验螺旋线精度测量结果对比/μm
由图8和表1可以看出,在第一组试验中,JCS-040测量仪离线检测结果与试验台的在线检测结果基本一致,2次运动精度检测的测量曲线走势基本一致,曲线特征值相差也在1之内[15],在容许误差范围内,因此检测结果有效。
第二次测量结果如图9所示。

图9 第二次试验结果图
根据图9对第二次试验的螺旋线精度测量结果进行对比,见表2。

表2 第二次试验螺旋线精度测量结果对比/μm
由图9和表2可以看出,在第二组试验中,JCS—040测量仪离线检测与试验台在线检测的检测结果基本一致,其运动精度检测曲线走势基本一致,曲线特征值相差也在1之内,因此试验结果有效。
3 结论
通过上述研究可知:
(1)设计的在线测量系统试验台采用光栅尺测量,可以有效减少不必要的干扰,检测时不需要取下丝杠,保证了原有的定位精度,偶然性误差小,且操作简便高效。在线测量系统与JCS—040 3 m激光行程误差测量仪相比较,前者测量曲线平滑,更容易进行数据分析,后者曲线波动比较密集。
(2)对同一根丝杠,设计的在线测量系统螺旋线精度检测结果与JCS-040 3 m激光行程误差测量仪离线检测结果基本一致,曲线特征值相差1以内,在容许误差范围内,表明试验台的在线测量系统测量数据可靠有效。
[1] 屠国俊,陶卫军,冯虎田,等.滚动功能部件可靠性研究及其关键技术[J].制造技术与机床,2011(4):17-20.
[2] 唐旭华,白国振,高升,等.滚珠丝杠副运动精度测试系统的设计[J].机电一体化,2010,16(2):79-81.
[3] 丁聪,冯虎田,欧屹.滚珠丝杠副精度保持性加载装置的设计与对比[J].组合机床与自动化加工技术,2015(1):57-59,74.
[4] 马洪君.滚珠丝杠副精度保持性加载试验台研制开发及试验研究[D].济南:山东建筑大学,2016.
[5] 向科峰.基于LabVIEW的数据采集系统设计与实现[J].机械管理开发,2011(4):191-192.
[6] 余淑慧,廖安文.利用LabVIEW状态机结构实现数据读取的通用化[J].机械,2012,39(2):21-22,66.
[7] 庄夔,陈明仪,孙麟怡,等.三米丝杠激光动态测量仪总体精度设计[J].上海大学学报(自然科学版),1995(5):521-525.
[8] 孙志平,韩军,冯虎田.滚珠丝杠副精度测量系统设计及实验分析[J].组合机床与自动化加工技术,2015(2):125-127.
[9] 冯虎田.滚珠丝杠副综合性能测量方法与技术[M].北京:机械工业出版社,2011.
[10]宋现春,刘剑,王兆坦,等.高速滚珠丝杠副综合性能试验台的研制开发[J].工具技术,2005,39(3):34-36.
[11]吴长宏.滚珠丝杠副轴向接触刚度的研究[D].长春:吉林大学,2008.
[12]周超,殷爱华,冯虎田.滚珠丝杠副综合性能动态测量系统设计[J].机械设计与制造,2012(4):32-34.
[13]王祖锋.数控机床滚珠丝杠螺母传动副间隙的测量与调整[J].科技创新导报,2011(36):85-86.
[14]丁梅,冯虎田.滚珠丝杠激光动态测量系统设计与实现[J].制造技术与机床,2011(12):37-41.
[15]李春梅,冯虎田,韩军,等.滚珠丝杠副摩擦力矩动态测量系统设计[J].制造技术与机床,2010(2):77-81.
Screw motion precision on-linemeasurement system design and experimental analysis
Song Xianchun,Lu Yuankai,Xu Jialei,et al.
(School of Mechanical and Electrical Engineering,Shandong Jianzhu University,Jinan 250101,China)
Precision ball screw pair ofmovement is themajor indexes of the test bench testing,but the existing testing means are more for offline testing with complex operation and great positioning difficulty.The design and development of a kind of ball screw pair movement precision of online measuring system can realize the online detection,and is of great significance to improve the detection efficiency and accuracy.The paper designs a kind of ball screw pair movement precision of online measuring system according to the hardware,principle,communication,measuring interface and structure of online measurement system and at the same time to use the 3 m laser stroke error measuring instrument to test the same root screw accuracy,and analyzes themeasured values.Results show that,by comparing the designed online measuring system with the 3 m laser stroke error measuring instrument,the requirements of the former to the environment is lower,the accidental error of the former is smaller,and themeasuring curve of the former is relatively smoother while the latter hasmore intensive measurement curve fluctuation,and that the measured curve characteristic value difference of both is less than 1μm,in the range of allowable error.
precision ball screw pair;onlinemeasurement system;design;movement accuracy
TH132
A
1673-7644(2017)05-0409-05
10.12077/sdjz.2017.05.001
2017-08-05
国家自然科学基金项目(51375279,51475267);“高档数控机床与装备制造基础”国家重大科技专项资助项目(2012ZX04002013)
宋现春(1965-),男,教授,博士,主要从事机电一体化技术、数控机床功能部件等方面的研究.E-mail:songxch@sdjzu.edu.cn[*
]
(学科责编:赵成龙)
猜你喜欢
工程与试验(2022年2期)2022-08-08
中学生数理化(高中版.高考理化)(2021年11期)2022-01-18
安徽科技(2021年2期)2021-03-05
商品与质量(2020年53期)2020-11-27
电子技术与软件工程(2020年6期)2020-02-03
制造技术与机床(2019年11期)2019-12-04
精密制造与自动化(2018年1期)2018-04-12
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
通信电源技术(2016年1期)2016-04-16
振动工程学报(2014年4期)2014-03-01
