锅炉钢结构工程焊接工艺研究
2017-11-15 13:12靳毅冯尔云
中国设备工程 2017年21期
靳毅,冯尔云
(共享钢构有限责任公司,海南 海口 570100)
锅炉钢结构工程焊接工艺研究
靳毅,冯尔云
(共享钢构有限责任公司,海南 海口 570100)
锅炉钢结构是火电发电厂锅炉承重的重要构件,承重的钢架结构构架施工现场采用全钢结构,全螺栓连接节点.制作过程中焊缝质量直接影响到整个锅炉使用的安全生产,本文通过对锅炉钢结构项目进行归纳分析,总结出锅炉钢结构焊接工艺的办法.
锅炉钢结构;大板梁;焊接热处理;厚板焊接
1 工程概况
本工程属于海南金海纸业有限公司670T/H超高压循环流化床锅炉钢结构.项目包含柱(含柱底板、地脚螺栓支架)和梁 、大板梁(顶板梁)、各种支撑(垂直、水平、抗震装置) 、吊挂梁、刚性梁、钢平台、平台框架、屋顶构架部件.锅炉构架为独立式全钢结构构架,共60m高分七层布置,采用扭剪型高强螺栓连接副连接,项目总重1800t,最大截面顶板梁尺寸达H3000X800X60X80.
2 项目难点
(1)该项目安装节点属于全螺栓连接,一个连接副存在上百个螺栓孔,孔位精度要求极高,构件整体制作精度、焊接变形控制要求严格.
(2)顶板梁、钢柱、柱底板主要板厚达到60~100mm,顶板梁在使用过程中,承受了锅炉主要重量,保证整台锅炉的安全,还要保证自身稳定性,焊缝质量要求高.
本文重点针对具有代表性的H型截面大板梁进行工艺研究.
3 焊材选用
结合该项目钢结构材质为Q345B,焊材选用过程中,应保证以下原则.
(1)等强度对接,即焊缝金属的性能应高于或等于母材性能.Q345B的抗拉强度345MPa,屈服强度510~600MPa.
(2)厚板焊接,形状复杂或大厚度的焊件,由于其焊缝金属在冷却收缩时产生的内应力大,容易产生裂纹.尤其是厚板容易出现层状裂纹.因此,必须采用抗裂性好的焊材,如低氢型焊条、高韧性焊条.
(3)疲劳荷载,焊件在承受动载荷和冲击载荷情况下,除了要求保证抗拉强度、屈服强度外,对冲击韧性、塑性均有较高的要求.此时应选用低氢型焊材.结合以上分析,焊材选用如下:气体保护焊焊丝选用ER50-3或ER50-6(焊丝直径φ1.2mm);埋弧焊焊丝选用H08Mn2SiA(或H08MnA、H10Mn2)及对应焊剂.
4 焊接工艺
(1)分析.延迟裂纹:在低合金结构钢接头中,大多数的冷裂纹是由淬硬组织、氢的富集和约束应力三要素共同作用的结果.冷裂纹是焊接接头冷却到100℃以下温度出现的一种裂纹.这种裂纹通常是在焊后经过一段时间才出现的宏观裂纹,所以也称为延迟裂纹.在某些焊接接头中,冷裂纹的形成与氢在接头中的扩散和集聚直接有关,因此普遍称为氢致延迟裂纹.形成机理:低合金钢焊接接头中,冷裂纹的形成与接头各区在快速加热和冷却作用下的组织转变密切相关.焊缝金属或热影响区内马氏体等淬硬组织的存在是形成冷裂纹的先决条件.通常,在室温或在50℃以下焊接时约束度越高(即约束应力越大)则产生裂纹的可能性越高,当将焊件预热到100℃及以上温度时,约束度的影响不再那样强烈,因此焊前预热对于减少因约束度产生裂纹的可能性是很有效的办法.另外,由于焊接残余应力通常会在热影响区产生裂纹,或与结构工作应力叠加从而造成焊接接头的破坏,采用焊后热处理可以有效消除焊接残余应力.总之,在低合金钢焊接中,选用低氢焊条、采用焊前预热和焊后热处理对于减少焊缝热影响区的冷裂纹的发生是切实有效的方法.
(2)焊接过程.
一是预热和层间温度.焊接前,针对60mm以上厚板进行预热80~100℃,层间温度不低于预热温度且不超过250℃.焊前预热及层间温度的保持方法采用火焰加热法,并采用红外线测温仪测量;加热区域在焊缝坡口两侧,温度测量点选在焊件受热面背面,测量点在电弧经过前的焊接各方向不小于75mm.正面测量时,应在火焰离开后进行.
二是焊接.焊接参数:制定焊接工艺评定,首先根据预评定的焊接参数进行试样施焊,试样力学检测根据该工艺制定焊接工艺评定,否则调整预评定参数值直至试样合格为止.
施焊过程中,打底焊首先要保证能熔透,采用较大电流,填充焊之前,先将打底焊缝的熔渣和飞溅清除干净,一旦产生了冷缩孔,必须将其磨掉.
(3)焊后热处理.
一是设备选用:板厚大于38mm的焊缝进行焊后热处理.由于构件较长,采用电加热毯的方式对焊缝部位进行焊后热处理.项目采用的ZWK-II-180型智能温控仪,配备6只具有8段斜率/保温的日本富士智能表作温度控制.6只进口双向可控硅做强电输出.记录仪采用大华进口EH100型,这样曲线记录更清晰准确(图1).

图1
二是热处理工艺.
保温温度及保温时间.

板厚 保温温度 保温时间δ≤50mm 600~640°C 2h δ>50mm 2h+(δ-50)/100h
加热速度.在加热过程中,在400℃以上温度范围内,加热速度R1≤(220X25/δ)℃/h,且不超过100℃/h.
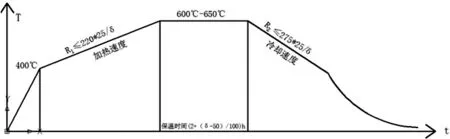
图2
冷却速度.在冷却过程中,在400℃以上温度范围内,冷却速度R2≤(275X25/δ)℃/h,且不超过135℃.
被加热部件的温差.在加热及冷却过程中,通过保温棉对焊接部位进行保温处理,被加热件的加热部分在4500mm范围内的最大温差不得超过130℃,在有效加热范围内,被加热部分各处的最大温差一般不应超过85℃.
工艺卡曲线如图2.
三是热处理结果.
由曲线得知,制作过程中厚板热处理从加热速度、保温温度及时间、降温速度均与预期的工艺卡片基本吻合.经过热处理,有效消除了热应力,同时接头的金相组织得到改善,提高了焊接接头的塑性及韧性,从而改善了焊接接头的综合机械性能,取得了预期的效果.
5 结语
锅炉钢结构工程项目,焊接过程中要控制以下几个关键环节才能保证焊缝质量.
(1)焊接工艺评定.
(2)焊材选用.
(3)合适的焊接工艺.
(4)合适的热处理工艺.
焊缝热处理是保证焊缝力学性能的关键之处,该项目厚板焊缝按照焊接工艺评定方案制作出的焊缝有效通过了力学性能检测,通过客户的质量验收并顺利交付,圆满完成生产任务.本文所述经验可为同行提供借鉴与参考.
[1] GB/T22359-2008.锅炉钢结构设计规范[S] .北京:中国标准出版社,2009.
[2] GB/T50661-2011.钢结构焊接规范 [S]. 北京:中国建筑工业出版社,2011.
[3] JGJ81-2002.建筑钢结构焊接技术规程 [S] .北京: 中国建筑工业出版社,2002.
[4] GB50205-2001.钢结构工程施工质量验收规范[S].
[5] JB/T6064-1992.碳钢、低合金钢焊接构件焊后热处理方法[S].
TK222
A
1671-0711(2017)11(上)-0106-02
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
军民两用技术与产品(2021年8期)2021-11-24
电焊机(2021年12期)2021-01-03
四川建筑(2020年1期)2020-07-21
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
浙江工业大学学报(2019年3期)2019-05-13
中小企业管理与科技·上旬刊(2018年6期)2018-09-05