京广高铁接触网电连接线夹压接方法探究
2017-11-15 13:12肖文立
中国设备工程 2017年21期
肖文立
(郑州铁路局郑州供电段郑州东高铁供电车间,河南 郑州 450000)
京广高铁接触网电连接线夹压接方法探究
肖文立
(郑州铁路局郑州供电段郑州东高铁供电车间,河南 郑州 450000)
电连接线夹的压接质量影响着高铁接触网的运行质量,对于高铁接触网的运行成本也具有一定影响.本文首先对高速铁路接触网中存在的主要装置,和京广高铁的主要供电方式进行说明,然后结合实际情况,对京广高铁接触网电连接线夹的压接方法、压接流程等方面做出分析.
高铁接触网;电连接线夹;线夹压接
京广高速铁路也被称为京广客运专线,其全程长达2298公里,运行速度约在310km/h左右,是我国重要交通线路之一.
1 高速铁路接触网
建设在高速铁路线路上的高速铁路接触网,是电力动车组供电特有的输电线路.其组成部分包含了接触悬挂、支柱基础、定位装置和接触悬挂装置等部分.支持装置主要是在高速铁路中负责支持接触悬挂,定位装置包含了定位管、定位器等连接零件,它能够确保接触线空间装置保持在受电弓滑板运行内,支柱基础装置主要是负责承受支持装置传递与接触点悬挂装置传递的负荷.高速铁路接触网与普通的铁路接触网的差别主要是速度方面,因此也在导线高度、线索材质、电气强度等多个方面存在着更高的要求.京广高铁的主要供电方式为AT供电方式,动车组走行线、动车段、高中速联络线等方面的供电方式为直接供电或带回流线的供电.
2 京广高铁接触网电连接线夹压接方法
2.1 电连接线夹的合理选择
在京广高铁接触网中,电连接线夹的合理选择是最为关键的步骤,依照《中华人民共和国铁道行业标准》可以知道电联线夹依照用途可以分为四种,一是由同一支接触悬挂内承力索和接触线间电气连接的横向电连接装置,二是用于多股道接触悬挂间电气连接的股道电连接;三是用作非绝缘锚段关节处两支接触悬挂间电气连接的锚段关节电连接;四是用来道岔处两支接触悬挂之间电气连接的道岔电连接.而依照不同形状划分,接触网电连接线夹又可以分为JX型接触线电连接线夹、JT型接触线电连接线夹、JB型接触线电连接线夹和D型接触线电连接线夹.在对其进行选择时,需要保证其具有良好的导电性能,具有良好的耐腐蚀性,且抗振动冲击性能强,在运行中不需要过多维修,连接件和线夹在提供机械与结构连接功能的同时,还可以为横跨结构与接触网提供电气连接,依照EN50119标准可以选取线夹的相关参数.
京广高铁全程较长,穿越多个省市,其中地形、气候等于因素都会影响到电连接线夹的合理选择,如在高铁某段中,就选取了BJL071B型接触线电连接线夹,这种线夹使用于TB/2809的85mm2、120mm2和150mm2合金及铜接触线及符合DIN43138标称面是120mm2和95mm2的软铜绞线间的电气连接安装,这种电连接线夹的材质主要为T2铜,卡子主要是OSil-3,进行型材切割下料,利用压接工艺可以完成电连线和线夹的连接.在电气性能上,长导线电阻小于这种线夹的连接点电阻,且被连接导线的温升应大于连接点温升,被连接线索最小额定载流量应该小于接触线电连线夹的载流量.而在机械性能方面,接触线、电连接线和压接后的线夹滑动荷重要大于2.0kN.为检查全压接电连线夹的质量,主要是检测其电阻,以全压接式电连接线夹为例,我们可以采用直流电阻回路测试仪,具体检测方法可如图1所示.
结合图1,对等长线进行测量,依照接出点和接入点的中间斜向距离来计算出线夹电流流经距离,进而利用接触线/承力索和电连接线压接后线索中心处斜向测量等长线的方法,可以对其完成检测,进而确保其使用过程中具有良好的电气性能.
2.2 压接前的准备工作
压接前的准备工作是电连线夹压接工作的前提,在进行准备工作时,首先要对零部件的齐全情况和质量情况进行检查,如果零部件存在变形或是质量缺陷,那么需要对其给予替换,同时,还需要对零部件的型号予以检查,保证零部件型号一致.其次应该将必要的工具予以准备,如电动液压钳、压接模具、便携发电机、软毛刷、细砂纸、胶带、细铜丝、导电脂、细铜丝、纱布、卡尺和圆口剪线钳等.在电动液压钳方面,需要对其进行力量检验,保证其压接力≥24t.在电动液压泵方面,需要对其进行压力测试,保证其压力≥70MPa.然后,需要依照京广高铁施工段的实际情况,依照实际情况来完成电连接线的裁剪工作,需要确保其满足压接计划,符合压接标准.值得注意的是,在裁剪时应该利用弧形刀口剪线钳,这样可以让裁剪过程中不会出现线头变形及散开的现象.最后需要利用砂纸等工具将电连接线、接触线以及电连接线夹的表面予以打磨,将表面存在的污秽和氧化皮就进行清除,在前文所说的案例中,清除之后表面应该是金属亮色,在打磨工作完成之后,需要用软刷将打磨产生的粉末予以清理,在此之后,可以在线夹沟槽、通孔以及连接线压接部位涂抹少量的导电油脂,需要注意涂抹的均匀性.
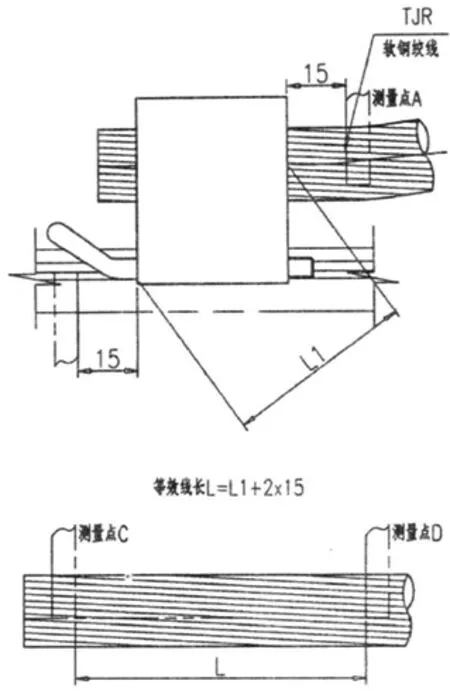
图1 检测方法图
2.3 线夹安装压接
在进行电联线夹安装压接工作之前,需要对作业人员予以技术交底培训,让其清楚安装过程中需要注意的事项.线夹的安装过程可以分为四个步骤,第一,应该把卡子的两支稳固地卡在接触线上安装在线夹部位沟槽中,卡子圆弧应该朝向京广铁路机车前行的方向;第二,应该在电连接线夹上方圆孔内穿过端头整齐、且已经剪裁完毕的电连接线,以案例中电连接线夹为例,在其穿入之后,需要保证一端露出的长度保持在10~20mm之间,可以利用细铜丝缠绕5道,并将线头予以绑扎,确保压接过程中线头不会散开.在绑扎工作完成之后,需要将线头之上的塑料胶带予以清除,避免压入线夹穿线孔中混入胶带等绝缘物,进而导致电气连接性能受到影响.第三,依照导线方向,应该把带有电连接线夹的本体予以滑动,让下部卡线口从原来安装在接触网线槽里的螺纹卡子开口端滑动到螺纹卡子折弯段,利用螺纹卡子,可以保证卡子在接触线上具有良好的固定效果.在线夹外,可以看到螺纹卡子开口端有2~3mm的露头,此部分露头需要确保其能和部分螺纹长度形成配合,适当扳动线夹进行测试,确保其没有脱落现象发生,对卡子安装工作予以检查,保证线夹安装具有稳固性;在压接钳模具过程中需要放置线夹,穿上销钉之后进行固定上模工作,在线夹组成和位置确认无误之后,电动液压泵可以被启动,进行加压压接工作,模具闭合之后压力往往可以达到最大,持续大约5s时间,可以将卸压松开模具.
2.4 完成后的检查
在完成电连接线压接工作之后,需要对多个方面予以检查.如接触线点连接线夹与电连接线压接孔内的清洁性,电连接线夹是否存在裂纹,还有压接后的线夹尺寸,如高度、宽度(应该在26~27mm)等方面,线夹下方的螺纹卡子需要确保其在接触线线槽内.同时,需要确保线槽契合的卡子平行压接在线槽之中,无论是两肢跳出还是一肢跳出都是不允许出现的,一旦出现这种情况,那么需要立即进行更换.因为电连接线夹被压扁之后在线夹的下方可能会产生单侧窄小直面,所以需要确保此直面高度在2mm之内,否则会对线夹机械性能造成不良影响.
2.5 注意事项
在压接过程中,需要注意多个方面.第一,压接质量不合格、需要变更安装位置、线夹受损这些情况发生时,需要对其进行拆卸;第二,如果是全压接式的电连接线夹,需要提前经过仔细计算,确保压接一次成型;第三,只有利用专用拆卸工装模与手工具才能将电连接线夹予以拆除.在拆卸时,需要在液压钳上安装拆卸模,然后在模具上放置需要予以拆卸的线夹,在电动液压泵启动之后,下模刃口会产生位移,开线夹一侧会被刃口沿着接触线外侧切开,让接触线和线夹达到分离.在涂抹导电脂时,应该将涂抹时间控制在30min以内,而在承力索电压连接时,应该将电连接线与承力索一同装入承力索电连接线夹本体之内,将中夹板装入到线夹本体有沟槽一边位于线经相对较小的一侧,中夹板存在如"95f"这样标识的一侧应该朝外,其线型应该和标记达成匹配.
3 结语
综上所述,在京广高铁接触网中,结合实际情况,合理选择电连接线夹,并做好压接前的准备工作,之后按照规范进行线夹安装,并在完成之后进行检查,对压接质量、导电脂涂抹等方面予以重视,确保电连接线夹的压接质量,让接触网整体运行质量得到保障.
[1]陈甫康.京广高铁广东段接触网防雷现状及改进措施[D].中国铁道科学研究院,2014.
[2]康俐娟.京广线滠口车站接触网施工过渡方案的研究[J].铁道标准设计,2006,07:84-86.
[3]周磊.京广线第六次提速新鸡公山南咽喉平面交叉接触网过渡工程设计[J].铁道标准设计,2009,05:91-93.
U225
A
1671-0711(2017)11(上)-0102-02
猜你喜欢
高速铁路技术(2022年4期)2022-09-24
中国应急管理科学(2022年2期)2022-05-23
高速铁路技术(2022年2期)2022-05-05
高速铁路技术(2022年1期)2022-03-17
云南画报(2021年10期)2021-11-24
化工管理(2021年13期)2021-05-21
建材发展导向(2021年24期)2021-02-12
云南画报(2020年12期)2021-01-18
铁道建筑技术(2019年6期)2019-11-29
汽车工程师(2017年10期)2017-08-23