SPC在乙烯裂解气压缩机中的应用
2017-11-01 05:42刘宗林陈文勇涂胜华张华平
化工自动化及仪表 2017年7期
刘宗林 陈文勇 涂胜华 张华平
(福建联合石油化工有限公司)
SPC在乙烯裂解气压缩机中的应用
刘宗林 陈文勇 涂胜华 张华平
(福建联合石油化工有限公司)
介绍伺服位置控制器(SPC)的工作原理、组态及标定等。阐述SPC在裂解气压缩机中的控制方案,并针对不足之处提出了优化建议。
SPC 裂解气压缩机 控制方案 优化
裂解气压缩机是乙烯装置的“心脏”设备,因此确保压缩机长周期安全稳定运行至关重要。某公司裂解气压缩机采用日本Elliott Ebara公司生产的进口机组,控制系统采用Triconex TS3000(即ITCC控制系统)。为确保压缩机的稳定运行,透平转速的稳定控制至关重要,因此对调速阀的控制精度要求极其严格。基于此,该裂解气压缩机透平调速阀阀位控制采用伺服位置控制器(Servo Position Control,SPC)。
1 SPC简介
1.1 工作原理
SPC是一个伺服阀驱动器,主要用于汽轮机调速系统,从控制器接收位置指令信号后驱动液压单元来确保伺服阀阀位准确定位。SPC接收来自系统控制器的DeviceNet或4~20mA位置指令信号,在接收反馈信号上,它既可以接收单路位置反馈信号(电流或电压信号),也可以接收双路LVDT位置反馈信号。SPC系统的连接示意图如图1所示。
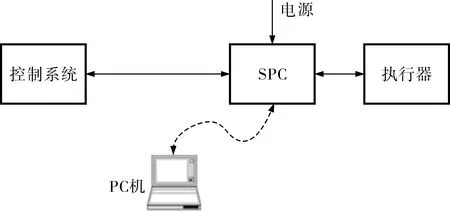
图1 SPC系统连接示意图
1.2 SPC组态
SPC可以通过PC机使用特定的应用软件SPC Service Tool对自己进行组态和监视,采用RS-232进行接口通信。通过SPC Service Tool软件可以实时监控SPC的输入/输出信号及其自身状态,并进行修改控制参数、优化调节。
1.2.1 伺服控制器组态
伺服控制器有5种类型:Proportional比例、P比例控制器、PI比例积分控制器、PI w/Lag带滞后的比例积分控制器、PI w/Lead-Lag带超前-滞后的比例积分控制器。在实际应用中,大多采用PI比例积分控制器(图2)[1],因此笔者主要对PI控制类型进行介绍,通过调节PI控制器参数来调整油动机行程的快速定位与稳定性。

图2 PI比例积分控制器结构示意图
PI比例积分控制器参数的调整共分为3步:
a. 调整控制器的积分增益到一个最小值;
b. 增加控制器的比例增益直到执行器开始振荡,此时记录下振荡周期和比例增益;
c. 把比例增益设定为原比例增益的45%,把积分增益设置为1.2/振荡周期。
1.2.2 位置指令组态
SPC有4种位置指令类型:
a. DeviceNet Only。只接收DeviceNet总线信号。
b. DeviceNet Primary。DeviceNet总线信号作为主信号,模拟量信号作为备用信号。
c. Amalog Only。只接收模拟量信号。
d. Amalog Primary。模拟量信号作为主信号,DeviceNet总线信号作为备用信号。
当SPC同时接收两种位置指令信号时,若主信号出现故障,备用信号正常运行时将自动切换到备用信号。当主信号与备用信号相匹配,且主信号连续保持5s正常运行则SPC接收位置指令信号将从备用信号切换到主信号。在实际生产过程中,模拟信号主要是4~20mA标准信号。
1.2.3 阀位反馈组态
根据伺服阀和接线方式的不同,阀位反馈信号类型包括电压DC信号、RVDT信号、LVDT信号和4~20mA信号。若选择的阀位反馈信号类型为4~20mA信号,则反馈信号将被自动设置为不使用。
1.2.4 位置偏差组态
SPC不断比较位置指令和位置反馈,当两者不匹配时将产生位置偏差故障报警。具体组态中根据实际情况可以设置为:当偏差故障报警出现后SPC响应Shutdown或Alarm。
1.2.5 驱动器组态
SPC能够实时监视执行驱动器的接线端、检测线圈的开路或短路、驱动器电流故障或过流。通过驱动器组态可以设置故障延迟时间、驱动器颤振电流幅度和出现报警后SPC的响应(Shutdown或Alarm)。
1.2.6 DeviceNet组态
DeviceNet组态即对DeviceNet总线信号的波特率和Mac地址进行组态。
1.2.7 Alarm和Shutdown逻辑条件设置
以SPC在裂解气压缩机中的应用为例,针对Alarm和Shutdown逻辑采用以下设置方案:
a. Alarm。位置指令和位置反馈偏差超过5%时,延时0.5s。
b. Shutdown。当SPC输入电流低于4mA或高于20mA、位置反馈超量程-5%以下或105%以上、SPC监视执行驱动器的接线端、检测线圈开路或短路、驱动器电流故障或过流时,延时0.5s。
1.3 SPC标定
通过SPC Service Tool软件可以对SPC进行标定,在Action菜单栏中选择Calibration选项,点击进入。需要注意的是,SPC必须在Shutdown状态下才能进行校验。SPC校验主要有5个步骤:
a. Introduction(介绍),主要介绍校验目的和使用校验帮助;
b. Minimum(最小值),该步骤的目的是使阀位值达到最小值0%,到达步骤b时,SPC会自动给出一个值使得阀位达到0%,若没有达到,可以通过输入补偿值(-100~100)加以调整,当阀位值达到最小值后方可进行步骤c;
c. Maximum(最大值),输入补偿值(-100~100)使得阀位值为最大值100%,当阀位值达到最大值后进行步骤d;
d. Verification(验证),输入1~2个阀位值来验证阀门的运动情况,正确后进行步骤e;
e. Save Setting(保存设置),完成校验工作。
SPC校验完成后,必须点击Action菜单栏下的RUN进行运行,否则SPC将依然停留在校验模式。
1.4 LED指示灯说明
网络通信灯和模块灯指示说明分别见表1、2。
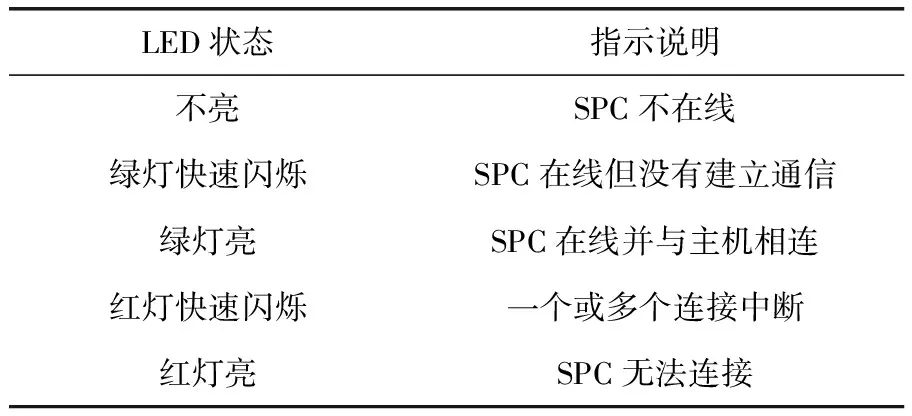
表1 网络通信灯
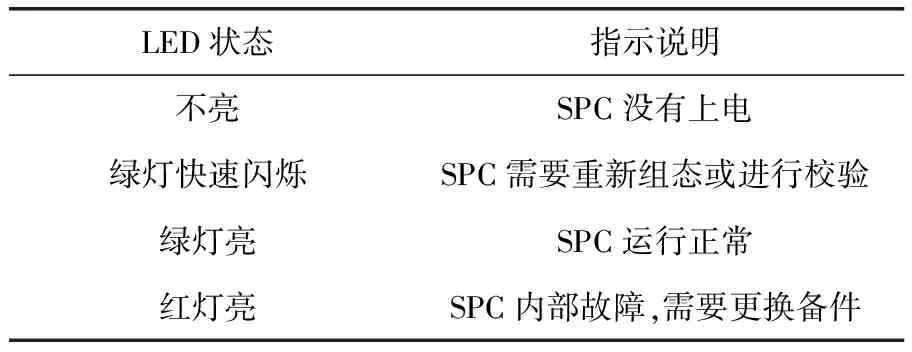
表2 模块灯
2 SPC在裂解气压缩机中的应用
为实现乙烯装置裂解气压缩机控制系统中调速阀阀位控制的高可靠性,采用两个伺服位置控制器(SPC A、SPC B)进行控制(图3),两个SPC互为备用,分别控制调速阀的两个线圈。在回路中,信号输出到调速阀的驱动线圈,两个SPC用一个relay继电器实现切换,SPC的Alarm和Shutdown信号输出进ITCC,通过ITCC表决后控制relay继电器。由于只有一个调速阀阀位信号,无法同时给两个SPC使用,因此采用一个信号分配器Spliter。正常工作时,以SPC A为主,SPC B备用,相应的线圈只有一个工作,另一个备用。
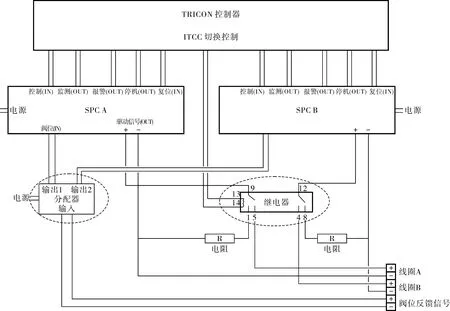
图3 SPC控制原理
2.1 控制原理
ITCC系统发出控制输出命令(4~20mA信号)进SPC A和SPC B,接线端子为Demand(IN)。经过伺服器转换后从Drive(OUT)端子分别输出到COIL A和COIL B,输出信号为0~200mA。调速阀阀位反馈信号进信号分配器Spliter,分两路给SPC A和SPC B。然后再从Monitor(OUT)端子进ITCC AI通道,到ITCC进行阀位显示。
正常工作时,继电器线圈13/14得电,触点9/5、12/8闭合,SPC A从Drive(OUT)+端子输出信号到COIL A,实现SPC A控制;SPC B从Drive(OUT)+端子输出信号经电阻R返回Drive(OUT)-端子,不到COIL B。当SPC A出现Shutdown信号时,ITCC接收到该信号后发出SPC切换命令,使继电器失电,触点9/5、12/8断开,触点9/1、12/4闭合,SPC A从Drive(OUT)+端子输出信号经电阻R返回Drive(OUT)-端子,不到COIL A;SPC B从Drive(OUT)+端子输出信号到COIL B,实现SPC B控制。
2.2 控制方案缺点
实践证明,单台SPC在实际生产中能够可靠运行,起到很好的控制效果,开工至今未出现主SPC故障从而切换到备用SPC的事件。但通过对该方案的进一步分析发现,当主SPC出现故障或受电子元器件影响时,该控制系统存在以下几点不足:
a. 两台SPC作为冗余、互备考虑,相互之间不存在通信,无法实现冗余。
b. SPC切换采用继电器控制,而且是单一的电子设备。如果继电器出现故障将导致SPC信号变动,造成误动作,影响控制;在实际测试中发现,当在用SPC出现Shutdown信号时,切换到备用SPC后,由于继电器动作时间达不到毫秒级的要求,无法实现无扰动切换。
c. 反馈信号采用信号分配器,并且是单一设备,如果出现故障,两个SPC都将出现Shutdown信号,导致装置停机。
2.3 方案优化探讨
该装置多年的生产运行情况表明,单台SPC的可靠性较强,故障率极低,为避免受电子元器件影响造成SPC Shutdown,建议将控制方案改为单台SPC运行,从而取消继电器,将信号反馈改为单路,从而取消信号分配器。
由于两台SPC无法实现无扰动切换,因此在现有方案下对电子元器件提出以下几点优化建议:
a. 将反馈信号改为单路反馈,对调速阀阀位反馈进行改进,使用双路LDVT分别进入两个SPC,进而取消信号分配器。反馈信号由ITCC AI通道进入并在ITCC控制系统中分成两组,然后由ITCC AO通道分别再进入SPC A和SPC B(图4)。
b. 实际运行情况表明,SPC、继电器及信号分配器等电子元器件均能够可靠运行,但从装置的长周期运行来看,需要对继电器开展预防性维修,因此建议在生产运行一个周期后更换继电器。
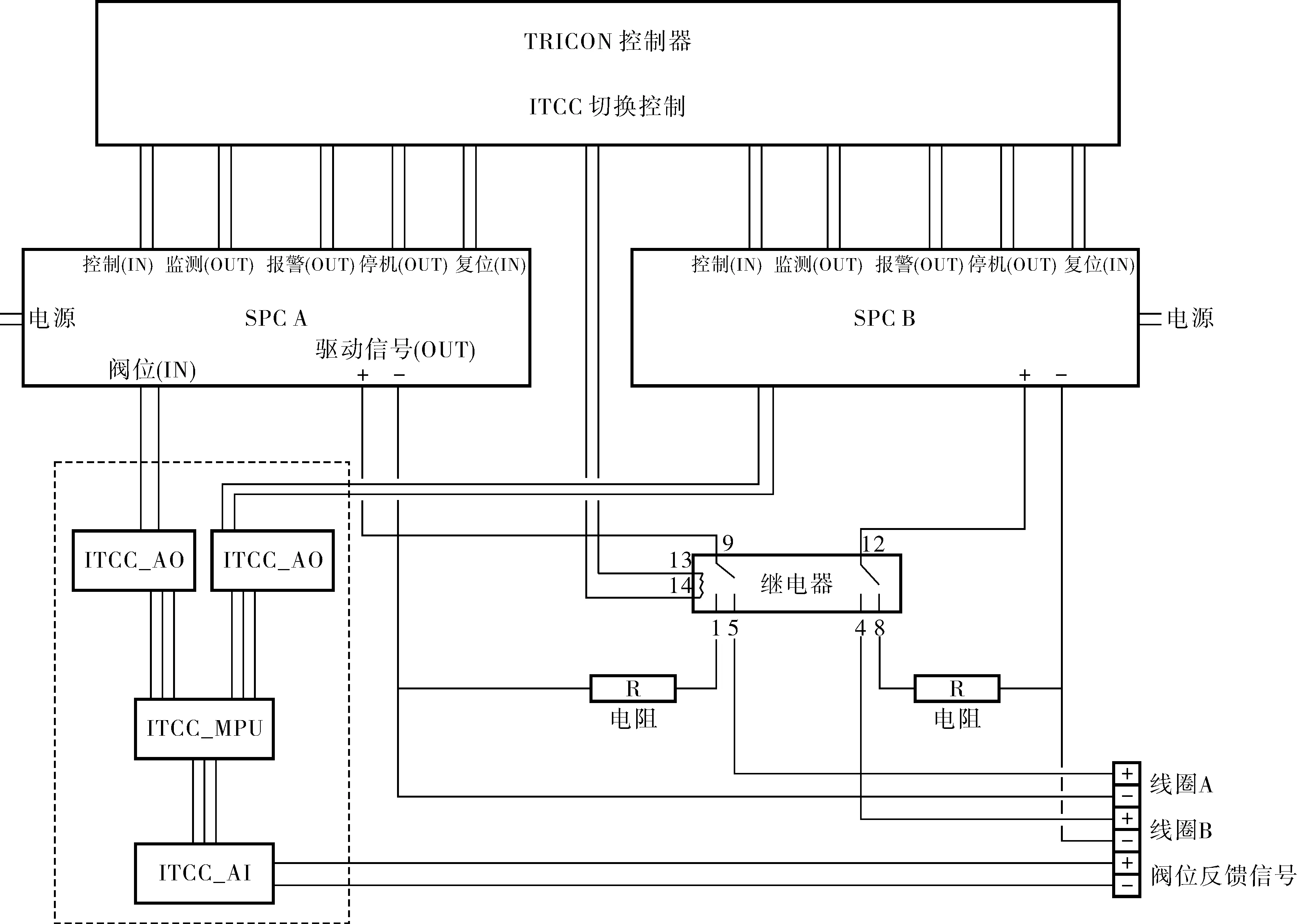
图4 反馈信号改进
3 结束语
控制方案进行优化改进后,单台SPC作为执行中枢在裂解气压缩机的应用中得到了较好的控制效果和控制精度,机组运行可靠,保证了机组透平转速快速调节和装置负荷的平稳控制。SPC组态方便、可靠性高,具有巨大的推广应用价值,降低了机组透平调速控制的故障率,保证了压缩机的长期稳定运行。
[1] 李维富,卞丽.SPC和CPC在汽轮机调节中的作用[J].自动化仪表,2008,29(6):42~44.
SPCApplicationinCrackingGasCompressorforEthyleneUnit
LIU Zong-lin, CHEN Wen-yong, TU Sheng-hua, ZHANG Hua-ping
(FujianRefining&PetrochemicalCompanyLimited)
The SPC’s (servo position controller) working principle, configuration and calibration were introduced and SPC control scheme in cracking gas compressor was expounded and suggestions on optimization were put forward.
SPC, cracking gas compressor, control scheme, configuration
TH862+.6
B
1000-3932(2017)07-0686-05
2017-02-18,
2017-05-02)
刘宗林(1988-),工程师,从事仪表自动化管理工作,liuzonglin@fjrep.com。
猜你喜欢
中学生学习报(2022年15期)2022-04-17
北华大学学报(自然科学版)(2021年3期)2021-07-13
电脑爱好者(2020年6期)2020-05-26
石油化工设备(2019年1期)2019-01-30
科学与财富(2018年15期)2018-06-22
科学与财富(2018年14期)2018-06-11
中国铸造装备与技术(2017年6期)2018-01-22
北京航空航天大学学报(2017年5期)2017-11-23
电子制作(2017年1期)2017-05-17
中国矿业(2015年10期)2015-01-30