海洋石油平台组合梁预制浅析
2017-10-24 12:26景迪
中国设备工程 2017年19期
景迪
(海洋石油工程股份有限公司,山东 青岛 266520)
海洋石油平台组合梁预制浅析
景迪
(海洋石油工程股份有限公司,山东 青岛 266520)
组合工字梁在大型钢结构中的应用非常频繁。本文简述了某海洋石油平台项目中组合工字梁制作的施工步骤、焊接、施工工艺等具体做法。组合工字梁由于其良好的力学性能、经济性能和使用性能,在工厂厂房、海洋石油平台组块、液化石油天然气模块化建造、大型钢结构等领域广泛应用。
组合梁;焊接;组对;钢板切割
组合工字梁是海洋钢结构平台的重要组成部分。成品的H型钢主要是由钢厂热轧而成,本文所述的组合工字梁是由上下翼缘板和中间腹板经过焊接而组合到一起。
1 施工流程图(图1)
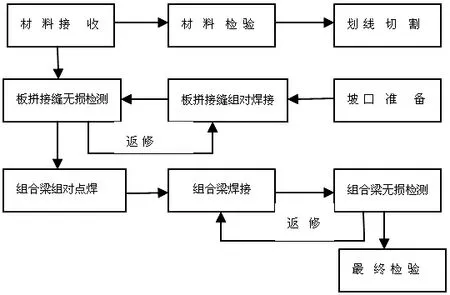
图1
2 施工步骤
2.1 钢板下料
钢板在划线前应对钢板进行防腐的预处理,钢板喷砂、涂漆应符合有关项目规格书及标准的要求。确认钢板类型、材质等级和炉批号,如有特殊性能要求,钢材要特别注明,如带Z向性能。根据组合梁预制方案中组合梁单件图的尺寸以及划线方案,进行划线。钢板切割前所有材料应根据材料检查和跟踪程序及ASTM等有关标准进行检查,钢板切割下料的同时切割腹板、翼缘板接口坡口。钢板切割前、切割后均应按照单件图进行尺寸检查,确保组合梁的尺寸没有问题。
2.2 板的拼接
组合梁上所有拼缝应符合技术规格书及有关标准规范的要求,焊接工艺指导书应在施工车间张贴。点焊前按照批准的焊接工艺的要求使用烤把或需要的时候用电加热盘对母材进行预热,同时要保证点焊过程中母材的温度。在组对板时,应使用合适的工具,调整拼缝的根部间隙和错皮,然后点焊固定;点焊焊缝长度应不小于75mm,并具有足够长度以达到强度要求,且需要有资质的焊工按照焊接程序和规格书的要求进行施焊。组对完成后,应由有资格的人员依据AWS D1.1、API RP 2A以及相关的焊接程序要求进行检验。

图2 腹板与翼缘板点焊
在接缝两端焊接引弧板、熄弧板,弧板材质与腹板或翼缘板母材相同,且与母材有相同的厚度及坡口形式,其长度为100mm。翼缘板和腹板的对接焊采用全融透坡口的形式,以保证拼接缝的焊缝强度,具体的坡口深度角度及坡口间隙等,应按照项目批准的焊接工艺施工。板的拼接缝焊接完成后在距母材表面5mm的位置切割弧板,并将剩余部分磨平。对腹板与腹板、翼缘板与翼缘板的拼接检验应依据AWS D1.1, API RP2A 等规范、相关的焊接程序及业主的技术规格书要求,由有资格的人员进行检验。进行组合梁组对前,施工人员应对拼接的腹板、翼缘板进行自检,然后质量检验部门进行最终检验。通常情况下,腹板拼接缝、翼缘板接缝应在组合梁组对前进行无损检测(NDE)。
2.3 组合梁的组对
在组对H型钢时,把型钢的腹板和翼缘板放到型钢组对机组对。焊接前应将焊道位置清理干净,并依据适用的焊接工艺指导书在点焊前进行预热并在点焊过程中保持预热温度。图2为腹板与翼缘板点焊。
点焊焊缝应符合有关焊接程序的要求,并由有资格的焊工进行,点焊焊缝应有足够长度以满足强度要求。点焊完成后,应依据AWS D1.1, AP I RP2A以及批准的焊接程序、业主的焊接规格书进行自检。焊接前应在焊道两端焊接弧板。翼缘板与腹板焊接前,打磨清理焊道,然后根据焊接工艺指导书用烤把预热。使用型钢焊接胎架,用埋弧自动焊(SAW)焊接组合梁翼缘板和腹板之间为填角焊或全熔透焊焊缝,焊接应依据AWS D1.1、批准的焊接程序以及业主技术规格书的要求进行。组合梁的焊接顺序请参考图3为避免焊接变形等缺陷,可以根据现场实际施工情况调整焊接顺序。
翼缘板与腹板的焊缝全部焊接完成以后,待工字梁的温度自然降下来以后要切除弧板,然后对焊缝的焊接质量及尺寸进行检查。本文所提到的组合工字梁,所有外观检查、尺寸公差均按照AWS D1.1.来验收,无损检测按照API RP 2X验收,终检合格的组合工字梁最终被应用到海洋平台组块中。

图3 组合梁的焊接顺序
3 结语
组合工字梁在海洋平台建造中,是搭建平台结构的基础构件,按照经过验证的焊接工艺指导书焊接,正确的施工顺序,有资质的焊工焊接,有经验的质量检测人员检测,从而获得合格的组合工字梁。
[1]ASTM.美国材料试验协会,2004.
[2]AWS D1.1.美国钢结构焊接规范 ,2010.

TE95;TG142
A
1671-0711(2017)10(上)-0135-02
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
中国金属通报(2022年1期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
客车技术与研究(2021年2期)2021-04-23
中国新技术新产品(2020年6期)2020-06-19
航天制造技术(2020年1期)2020-03-28
汽车实用技术(2017年22期)2017-12-11
汽车文摘(2017年6期)2017-12-06
汽车文摘(2016年6期)2016-12-07
文理导航·科普童话(2016年4期)2016-05-31