
某低入口前桥用工字梁失效分析
2021-04-23 01:10王川
客车技术与研究 2021年2期
王 川
(吉客传动科技(苏州)有限公司, 江苏 苏州 215027)
城市客车、旅游客车匹配的低入口[1]前桥,不仅要承载整车重量,还要实现车辆的转向等功能,承受制动过程中的轴荷转移。因此,其安全性要求很高,而其工字梁的垂直弯曲疲劳试验是验证其疲劳寿命的重要手段[2]。
1 失效原因及分析
某低入口客车的前桥额定载荷为7 t。用该前桥的5根工字梁进行台架试验时[3-4],其中2根在42万次时于不同部位出现断裂,如图1所示。这2根工字梁疲劳寿命偏低,不符合QC/T 483—1999《汽车前轴疲劳寿命限值》[3]中B50寿命≥70万次的评判要求。其余3根均通过70万次疲劳试验而未发生断裂失效。

1#工字梁

2#工字梁
1.1 台架试验
根据QC/T 531—1999《汽车前轴台架疲劳寿命试验方法》[4]的要求,对台架试验的输入参数进行核对,均符合要求,试验如图2所示。试验的输入参数见表1。

(a)前桥疲劳测试
(b)试验正弦波载荷

表1 试验输入参数核对结果
1.2 原因分析
1) 硬度检测。工字梁热处理后表面硬度要求为250~290 HB。对断裂实验件断裂处进行硬度检测,在270~284 HB之间,均符合要求。
2) 材料的机械性能检测。对断裂部分进行取样试棒机械性能检测,结果见表2。其中抗拉强度均满足>630 MPa的要求,屈服强度均满足>370 MPa的要求,延伸率均满足>14%的要求。

表2 机械性能检测结果
3) 材料的金相检测。分别对断口处表面4 mm以下取样进行金相检测,金相组织分布如图3所示。根据GB/T 13320—2007《钢质模锻件 金相组织评级图及评定方法》评定为回火索氏体+少量铁素体组织4级[5-6],组织分布均匀,均符合要求。
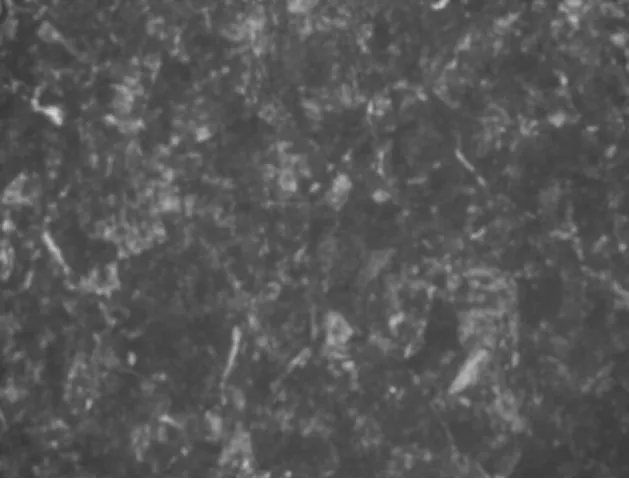
1#工字梁500X倍放大图

2#工字梁500X倍放大图
4) 疲劳断口分析。对失效件的断口进行分析,断口平齐,裂纹扩展区为30%,瞬时裂纹区为70%,断裂方式为疲劳断裂,如图4所示。仔细检查发现,2根出现断裂的工字梁在断裂处均有打磨痕迹,打磨的锯齿状表面产生了应力集中,打磨处为开裂源,从而导致工字梁断裂失效。其余没有断裂的3根工字梁均没有打磨的痕迹。

1#工字梁

2#工字梁
5) 打磨原因分析。分析断裂工字梁打磨的原因,发现在工字梁磁粉探伤工序中,为了使工字梁通过磁粉探伤检测,工人对工字梁中存在折叠多、飞边大的部分锻件进行过打磨。
2 整改措施及效果验证
2.1 整改措施及试验验证
1) 整改措施。改进生产工艺,增加了对工字梁打磨后必须做喷丸处理的要求。通过喷丸去除表面残余应力,对工字梁表面植入压应力,提高疲劳强度。
2) 台架试验验证。对采取整改措施后的新工字梁随机抽样2根进行台架试验,分别通过了90万次和80万次的疲劳试验,均未发生断裂失效等。
2.2 B50及B10寿命估算
按QC/T 483—1999[3]要求,利用以上疲劳试验数据估算B50及B10寿命。具体过程如下:
汽车前后桥的疲劳试验数据一般都符合威布尔分布[7],采用《机械设计手册》[2]中较为简便的威布尔分布矩法估方法。
式中:n=5;x1=70万次;x2=72万次;x3=75万次;x4=80万次;x5=90万次。
2) 计算测试样本标准差sx,根据公式:
带入以上数据可得:sx=4.354万次。
3) 计算测试样本偏态系数kk,根据公式:
带入以上数据可得:kk=0.871。

5) 计算相应可靠度概率的疲劳寿命Np。对上述所求得的威布尔分布函数去自然对数,得到计算公式:
式中:B50和B10对应的可靠度概率R分别为0.5、0.9,带入相应数值可得:B10对应的Np=71.976万次;B50对应的Np=76.176万次。
即该前桥工字梁均符合QC/T 483—1999[3]中B50不小于70万次和B10不小于38万次的指标要求。
3 结束语
对失效的工字梁进行材料的机械性能、金相组织、断口等检测分析,找到打磨是导致工字梁断裂失效的原因。通过增加喷丸生产工艺,从而提高了工字梁的疲劳寿命,顺利地通过试验验证,为后续工字梁的设计开发提供了参考[8-12]。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年7期)2022-04-20
时代汽车(2019年10期)2019-08-19
湖北畜牧兽医(2016年9期)2017-02-13
办公室业务(2016年9期)2016-11-23
课程教育研究·学法教法研究(2016年2期)2016-03-22
科技与创新(2015年22期)2015-12-02
科技与创新(2015年15期)2015-08-04
哈尔滨理工大学学报(2015年1期)2015-06-23
