
白车身尺寸质量提升的过程控制分析及改进
2017-10-19 09:24:24邹凤祥蒋玲丽韦雪媛
装备制造技术 2017年8期
邹凤祥,刘 杰,蒋玲丽,韦雪媛
(上汽通用五菱汽车股份有限公司,广西 柳州545007)
白车身尺寸质量提升的过程控制分析及改进
邹凤祥,刘 杰,蒋玲丽,韦雪媛
(上汽通用五菱汽车股份有限公司,广西 柳州545007)
白车身尺寸质量关系到整车装配质量,涉及整车性能、防水、NVH及外观配合静态感知质量等。保证白车身尺寸的过程制造质量,确保产品尺寸质量的终端输出尤为重要。基于白车身尺寸提升的过程控制做分析,在尺寸报警、工装定位及监控、流程文件等方面做出分析改进,为产品尺寸质量提升提出改进建议措施,力促产品尺寸质量不断提升,提高产品质量竞争力。
白车身尺寸;过程控制;分析;改进
车身制造质量作为整车制造装配质量的核心,其主要涉及六个方面的质量,即焊接、尺寸、涂胶、钣金、扭矩及选装质量。其中尺寸质量直接影响整车装配质量,而白车身尺寸质量的过程控制由多方面复杂因素组成。本文主要介绍白车身尺寸质量的过程控制方法、波动因素、质量工具应用及流程文件使用,针对这些因素做出分析改进,提高白车身尺寸质量,并形成标准化、规范化、文件化,保证车身制造的整车匹配核心。
1 白车身尺寸质量影响因素
白车身总成由前车体、后部下车体、左右侧围、顶盖及门盖翼子板按一定的工艺流程组合而成(如图1、2所示)。白车身尺寸质量的过程影响因素大体分为如下部分:基准不统一、定位不足、工装测量基准不合理/不统一、工艺制造/工装定位尺寸不稳定、关键供应商零部件尺寸稳定性[1]。

图1 工艺流程图
1.1 制造基准与测量基准不统一
因翻边的冲压工艺特性及供应商模具存在差异性,导致大梁底面和翻边之间的高度差精度有差异,从而难以保证大梁底面和翻边的高度差稳定,所以因制造基准和测量基准不统一,导致测量出现偏差,如图2、3所示。
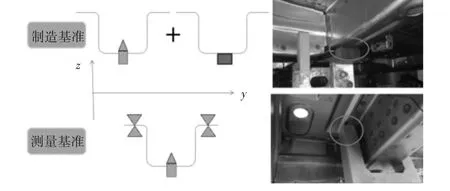
图2 制造基准与测量基准不统一
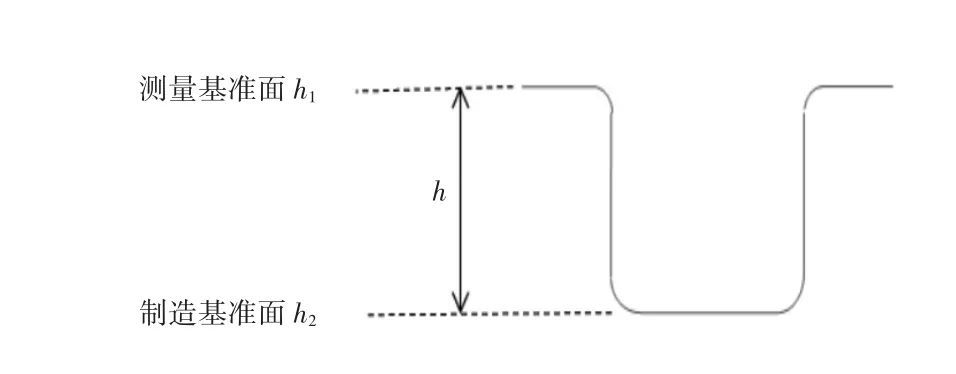
图3 制造基准与测量基准高度差
1.2 工装定位不足
某公司车身车间的三条生产主线:B线、C线及D线,B线生产宝骏560、CD线生产宝骏730车型,这三条主线的主夹具Z向支撑有差异,C线前部缺少Z向支撑,导致Z向数据波动明显,如图4所示。
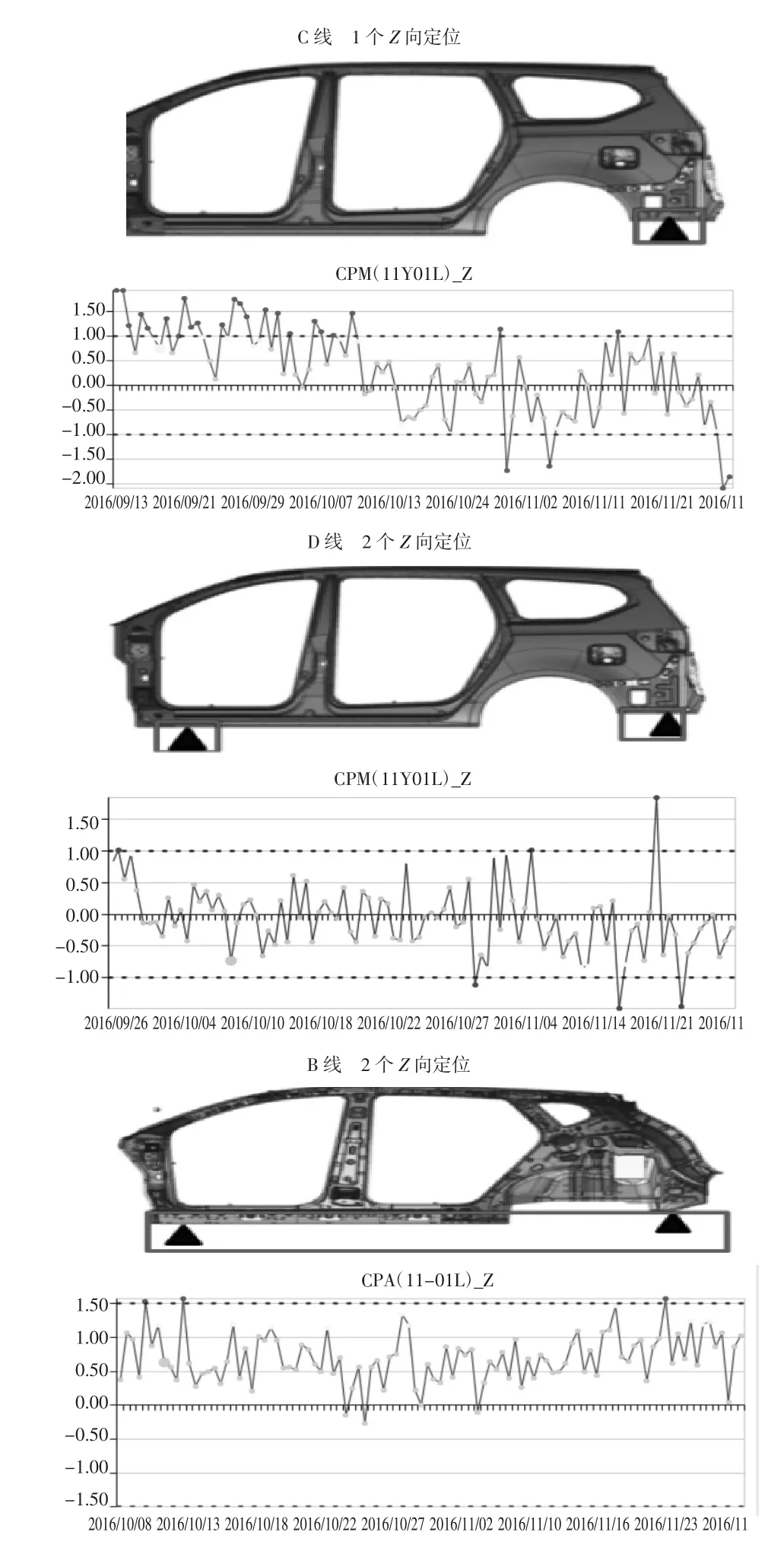
图4 三条生产线主夹具Z向支撑及数据
通过对比三条生产线主夹具的定位差异,在C线主夹具前端增加一个Z向支撑点,从上图数据可以看出C线侧围主定位孔Z向数据稳定性提升。
1.3 工装测量基准不合理
滑撬(是白车身的底盘定位工装)的工装底盘定位销CMM测量监控,是以滑撬上的孔建标(如图5所示),而每个滑撬存在自身的制造误差(相当于每次测量的建标基准有差异),进而导致每个滑撬的测量数据存在差异性,影响尺寸数据分析。所以使用滑撬上的孔建标测量,不符合测量的基本原理——刚性、静态、稳定。
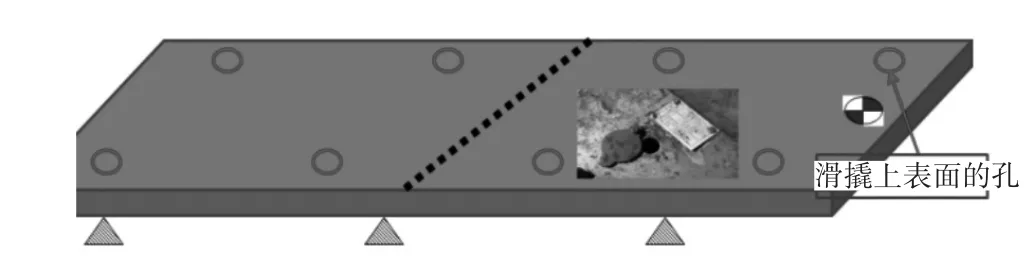
图5 以滑撬上的孔建标
针对以滑撬孔建标存在误差验证,分别以不同的16个滑撬孔建标测量主夹具主定位销X向数据,进行误差统计分析,结果得出的数据波动大,极差已超过可接受范围,如图6所示。

图6 16个滑撬孔建标测量主夹具
1.4 工装夹具定位不足及工艺制造偏差
主要列举三个方面:(1)主夹具的下部工装无Y向夹具,导致侧围Y向宽度稳定性不好(如图7所示);(2)定位点及夹头与焊点重叠,存在因焊接等因素出现定位面偏差;(3)主夹具的定位及夹头与侧围工装的工序不一致,导致偏差产生。
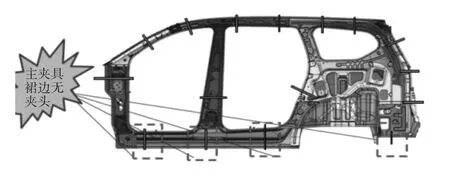
图7 主夹具侧围下部Y向无夹具
1.5 关键供应商零部件尺寸稳定性
关键供应商零部件(PB类零件,是外包给供应商生产的关键分总成零件,如后部下车体总成)尺寸稳定性直接关系白车身尺寸质量,因此控制稳定关键的外包零部件尺寸质量是至关重要的,要建立PB类零件尺寸质量的日常监控、报警及走访机制,确保处于受控内。
2 白车身尺寸质量提升的过程控制改进
根据以上白车身尺寸质量的过程控制影响因素及对现有相关流程的回顾思考,提出过程控制方面的尺寸质量改进方向。
2.1 工装工艺设计及基准一致性改进
在现有尺寸工程基础上,从工装定位、工艺与工装关联性、基准一致性三个方面说明[2]。
2.1.1 工装定位
(1)工装定位设计,保证定位点数量满足及同平台在多条生产线的一致性,如主夹具的Z向支撑不足。
(2)保证工装定位前后工序的一致性,如侧围定位点与主夹具定位点不一致。
(3)避免工装定位点布置在不规则的内板型面上,如侧围及主夹具A柱定位点布置在A柱内板造型面上,稳定性较差,引起Y向宽度变化。
2.1.2 工艺与工装关联性
(1)避开定位点与工艺上的焊点、卡扣位置重叠。
(2)合理规划工艺上的定位焊点焊接顺序与工装前后关夹顺序。
2.1.3 基准一致性
(1)工装定位基准与测量基准统一,明确基准点的设计要求。
(2)工装尺寸监控的测量建标基准统一且合理,避免建标不合理导致的工装测量偏差。
2.2 完善数据应用、报警流程
针对工装数据监控分析、ABCD类尺寸测量分析,建立和完善数据的应用分析报警,快速有效的控制并稳定尺寸质量(如图8所示)[5]。
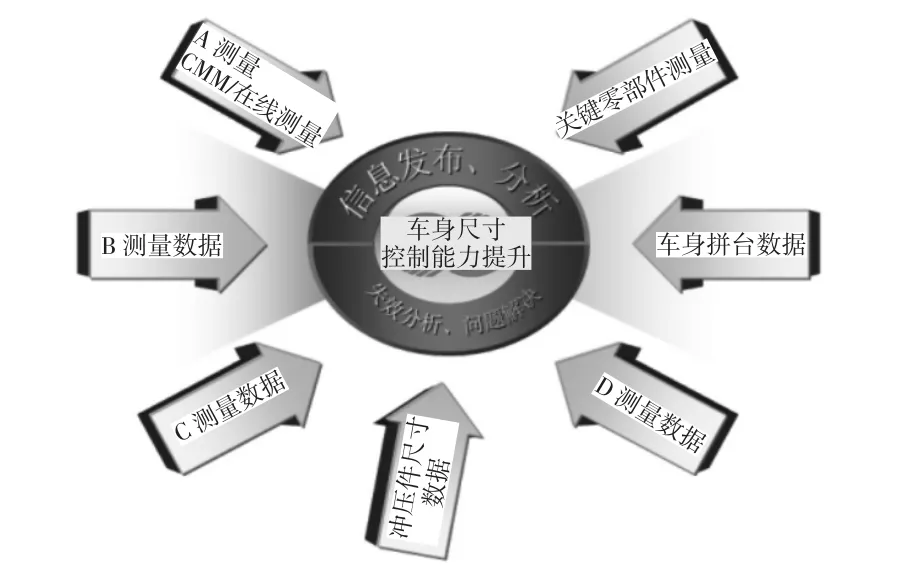
图8 车身尺寸控制
(1)建立完善工装拼台数据台账,定义关键工装和一般工装。针对关键和一般工装,确立工装监控测量频次。
(2)建立明确工装测量精度和工装测量合格率要求。
(3)建立明确工装测量尺寸、零部件总成测量尺寸(B类)、白车身测量配合尺寸(AC类)报警阀值条件,完善报警流程(如图9).
(4)建立下车体总成、侧围总成的三坐标监控机制,识别及控制分总成的尺寸质量。
(5)建立TAC检具的匹配质量检查机制,提前识别整车配合问题点。
(6)建立供应商零部件尺寸测量、报警流程,确保关键零部件总成尺寸受控。
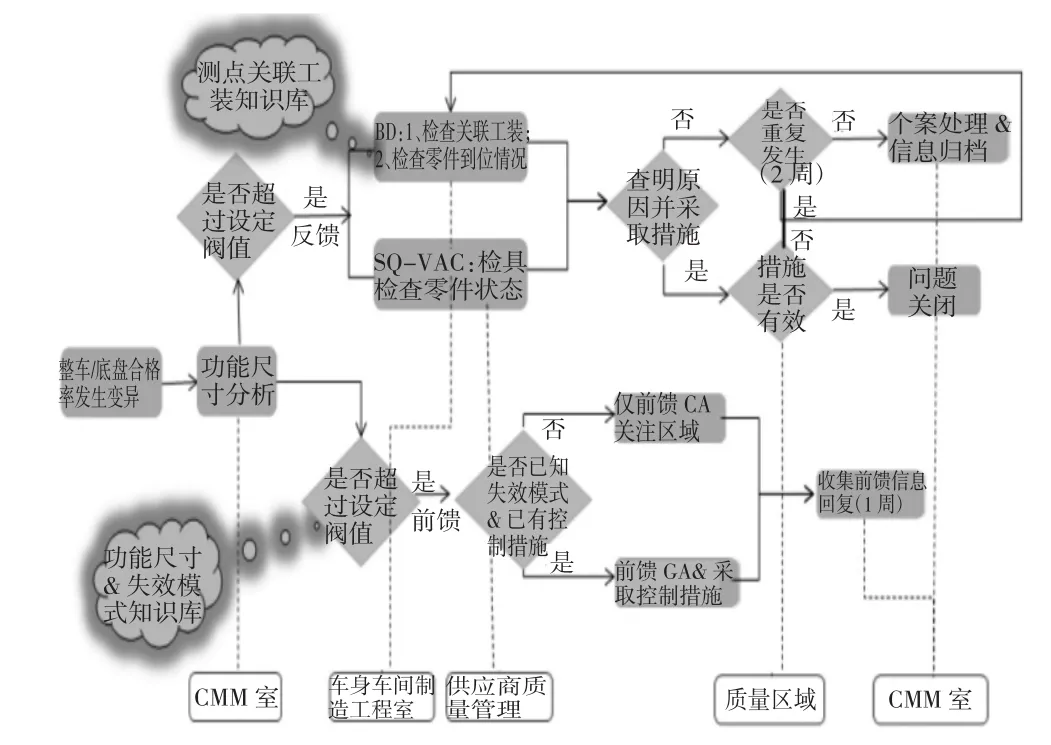
图9 尺寸报警机制
2.3 建立数字封样数据库,明确改进流程
针对结果质量驱动,锁定工装、零部件、白车身测点数据,明确工具方法回顾验证,确保数字封样数据有依有据可循。
(1)根据白车身尺寸数据和结果质量锁定工装封样数据和零部件封样数据,建立实件封样库和数据库,直接标注封样数据在实物零件上[3]。
(2)依据白车身尺寸质量和整车装配质量,锁定白车身尺寸实际值,进行名义值偏置,实施封样,定义新的偏置理论值。
(3)建立封样数据持续改进流程。针对封样锁定、名义值偏置的数据,做质量持续改进时,有明确流程支持。
(4)建立TOMANA(工装稳定性验证)、慢车制造流程,监控工装稳定性、工装与零件匹配,保证工装与零件的配合稳定及有效。
2.4 经验总结输入及创新改进
依据问题分析解决,过程控制改进,形成经验教训知识库,输入先期设计,提升尺寸工程质量。对流程、工具创新改进及应用,提升制造高精度乘用车白车身的能力,数据驱动质量。
(1)将过程问题分析解决形成经验教训知识库和DFM(设计面向制造),输入到设计环节,提升尺寸工程质量。
(2)基于尺寸合格率,尺寸分析由单点数据分析增加功能尺寸分析,满足整车装配质量的结果导向[4]。
(3)建立跨部门沟通的车身尺寸控制中心,快速拉动资源进行问题解决。
(4)通过整车装配质量驱动数据改进,对白车身测点进行评价,合理设定公差带。
(5)基于在线测量系统,实时监控白车身关键定位点、安装点及配合点,有效监控过程稳定性。
(6)基于数据分析软件,集成工装测量数据、零部件总成尺寸数据、白车身尺寸数据,快速分析响应。
(7)关键零部件由主机厂拼装,提升制造工程能力,快速响应及保证过程稳定性。
3 结束语
本文阐述了基于过程控制的白车身尺寸质量提升,从一致性、流程、工具方法展开说明。白车身尺寸质量提升是一项复杂的系统工作,需要多部门、跨部门联合行动,建立有效快速的流程,结合适当的工具方法,有效结合应用及监控,提升及稳定尺寸质量不是一件难事。通过以上的分析总结,为后续的尺寸质量提升工作提供参考借鉴。
[1]王伟森,胡健斌.精益化白车身“2 mm工程”尺寸控制方法[J].企业科技与发展,2013(11):100-105.
[2]唐远志.汽车车身制造工艺[M].北京:化学工业出版社,2009.
[3]张惠立,李福贵.基于样车白车身制造品质的控制[J].装备制造技术,2013(01):56-59.
[4]钱雄松.基于功能尺寸的车身尺寸控制系统的设计及应用[D].合肥:合肥工业大学,2010.
[5]冯维廉.白车身尺寸质量分析预警系统的建立与应用[D].上海:上海交通大学,2007.
Control Analysis and Improvement Basis on Body Dimension Quality
ZOU Feng-xiang,LIU Jie,JIANG Ling-li,WEI Xue-yuan
(SAIC Wuling Wuling Automobile Limited by Share Ltd.,Liuzhou Guangxi 545007,China)
Body dimension quality relate to the vehicle assemble,including function,waterproof,NVH,static surface and so on.The vehicle dimension quality is satisfying basis on Body dimension process control,so this article describle the improvement of dimension alarm,fixture and procedure basis on body dimension improvement,increase competition of product.
body dimension;process control;analysis;improvement
U463.82
A
1672-545X(2017)08-0089-04
2017-05-24
邹凤祥(1984-),男,广西人,本科,工程师,研究方向:汽车焊接制造;刘 杰(1982-),男,河南人,本科,工程师,研究方向:汽车制造质量改进;蒋玲丽(1983-),女,湖南人,本科,工程师,研究方向:汽车质量监测;韦雪媛(1992-),女,广西人,大专,工程师,研究方向:汽车尺寸检测。
猜你喜欢
电气化铁道(2023年6期)2024-01-08 07:45:48
故事作文·低年级(2023年2期)2023-05-30 10:48:04
保健医苑(2021年9期)2021-09-08 14:38:06
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
电气化铁道(2018年4期)2018-09-11 07:01:38
制造技术与机床(2017年10期)2017-11-28 05:20:46
