
醇法大豆浓缩蛋白的生产及功能性改性
2017-10-12 00:55钱胜峰甘光生
中国油脂 2017年9期
左 青 ,钱胜峰,甘光生,孙 勤,王 玲,左 晖
(1.江苏牧羊集团有限公司,江苏 扬州 225127;2.安徽粮食工程职业学院,合肥 230011;3.广州星坤机械有限公司,广州 510460)
油料蛋白
醇法大豆浓缩蛋白的生产及功能性改性
左 青1,钱胜峰1,甘光生2,孙 勤2,王 玲2,左 晖3
(1.江苏牧羊集团有限公司,江苏 扬州 225127;2.安徽粮食工程职业学院,合肥 230011;3.广州星坤机械有限公司,广州 510460)
对醇法大豆浓缩蛋白的生产及功能性改性进行了介绍。从原料豆粕的处理及质量要求出发,详细介绍了醇法大豆浓缩蛋白的生产工艺及相关指标要求,应注意的问题;从环保和食品安全方面考虑,选择物理改性,对醇法大豆浓缩蛋白进行功能性改性,并对其工艺及设备进行了介绍,相关问题进行了讨论。我国生产醇法大豆浓缩蛋白,醇提工艺基本相同,但使用的浸出器和脱溶设备不同。通过对醇法大豆浓缩蛋白进行功能性改性,针对不同产品的用途对生产过程进行过程控制和产品质量控制,可分别生产出食用级和饲用级大豆浓缩蛋白。为大豆蛋白的生产提供帮助。
醇法大豆浓缩蛋白;醇提工艺;功能性;改性
Abstract:The production and functional modification of alcohol leached soybean protein concentrate were introduced.From the aspect of treatment and quality requirement of soybean meal,the production process,related index requirement and some problems of alcohol leached soybean protein concentrate were introduced in detail.From the consideration of environmental protection and food safety,the alcohol leached soybean protein concentrate was modified by physical modification,and the process,equipment and related problems were discussed.The alcohol extraction process for production of alcohol leached soybean protein concentrate was basically the same in China,but the extractor and desolventizing equipment were different.Based on functional modification of alcohol leached soybean protein concentrate,the process control and product quality control of the production process were conducted according to uses of different products,and edible grade and forage grade soybean protein concentrate could be produced,so as to provide reference for soybean protein production.
Keywords:alcohol leached soybean protein concentrate; alcohol extraction process; functionality; modification
1987年联合国粮农组织/世界卫生组织联合食品标准规程提出,大豆浓缩蛋白(SPC)中蛋白质含量在65%~90%。大豆浓缩蛋白的提取工艺主要采用醇法提取,以脱脂豆粕为原料,采用乙醇浸出,脱除低聚糖等可溶性成分,而蛋白质保持在不溶解状态。再对醇法大豆浓缩蛋白进行功能化改性、组织化加工、热塑膨化切割成小粒或片状,被进一步加工转化功能性浓缩蛋白、组织化浓缩蛋白等[1]。
大豆浓缩蛋白分饲用级和食用级两种,其中饲用级大豆浓缩蛋白以进口转基因大豆生产的高温粕为原料,要求浓缩蛋白中蛋白质含量大于等于65%(以湿基计),对产品只有抗营养因素限量;食用级大豆浓缩蛋白用国产非转基因大豆生产的低温粕为原料,对蛋白质含量要求大于等于68%(以干基计),对产品的微生物指标有限量要求。本文对目前醇法大豆浓缩蛋白的生产及功能性改性进行了介绍,以期为生产厂家提供参考。
1 原料豆粕的处理及质量要求
饲用级大豆浓缩蛋白选用进口转基因大豆生产的高温粕;食用级大豆浓缩蛋白选用非转基因优质高蛋白大豆(含水量最好低于10%)生产的低温粕。
预处理过程:大豆经清理杂质,破碎至6~8瓣、少成粉,经二级脱皮,脱除5%~6%的皮,软化25 min,控制含水量小于等于10%,粉末度小于等于3%(过60目筛),胚片厚度0.28~0.35 mm。
用于饲用级大豆浓缩蛋白的高温粕来自特殊处理的浸出厂产品。低温粕来自浸出器出来的湿粕,进入低温粕生产系统如闪蒸或A/B筒生产的低温粕(白豆片)。低温粕质量要求见表1。粕残油低于0.8%,粉末度越低越好,利于渗透。
豆粕中含有乙醇可溶性成分见表2。产品蛋白质(湿基)含量在55%以上,存在抗营养素(抗原活性),即尿素酶活性限制其应用范围。

表1 低温粕质量指标

表2 豆粕中乙醇可溶性成分
2 醇法大豆浓缩蛋白的生产
2.1 工艺流程

2.2 工艺说明
2.2.1 浸出
从日仓出料经过筛分,筛分后的物料经计量、输送设备进入预浸出器(绞龙),用挤压机挤出或糖浆罐出来乙醇喷淋,在预浸出器内充分混合、湿润,完成豆粕的膨胀过程,进浸出器1、2格,落入糖浆罐,进入蒸发系统。在豆粕进入浸出器后用料溶比1∶5的65%或70%乙醇喷淋,在浸出器内经过多梯度逆流萃取,充分提取可溶性糖分和少量的抗营养性物质,保证蛋白质尽量少地溶出,浸出温度在 72~75.℃,浸出时间1.5~2 h,豆粕中醇溶性成分和水溶性糖浆溶于混合液中,混合液和豆粕呈逆向浸出,通过不同浓度的混合液浸泡和喷淋豆粕,形成稀糖浆流出浸出器,进入暂存罐内。
乙醇配比工艺:乙醇进入1#配比罐,经过自动控制实现乙醇浓度自动配比,配比好的乙醇进入2#乙醇罐,再经过定量控制输送到乙醇加热器加热,再进入浸出器。
浸出湿粕含蛋白质(干基)达70%、含溶量在60%~70%。湿粕通过出料刮板及密封绞龙输送到挤压机。浸出器有两种形式:①环形浸出器。环形浸出器料层薄,利于混合液的渗透,配有删板高压反冲洗系统。在浸出器最后一次喷淋采取高浓度的乙醇、延长沥干时间。醇法浸出存在含水乙醇浸出低温粕渗透差、溶剂分离困难、豆粕遇乙醇膨胀、浸提液含渣量大等问题。可改进浸出器的细粉分离装置。②双平转浸出器。把传统的平转浸出器做上、下双层,物料从上面进入,转动1周后从上层落料口落入下层的进料段,落料过程对物料起到翻动作用,乙醇由下层出料段到上层进料段,经12级有浓度梯度的喷淋浸出,通过变频电机和调整喷淋量保证需要的时间和循环量,混合油收集格独立。该浸出器处理高粉末油料效果较好。
2.2.2 湿粕脱溶及干燥
因浸出器出来的湿粕含溶在60%~70%,采取挤压和脱溶两个步骤。
2.2.2.1 湿粕挤压
湿基浓缩蛋白经过浸出器沥干段,含溶在60%~70%,进入双螺杆液压螺旋挤压机,挤压机连接冷凝器,在微负压下,沥干时间是流量的2倍左右,为5~6 min。进口挤压机出料含溶40%~45%,国产挤压机出料含溶55%左右。
2.2.2.2 湿粕脱溶
湿粕脱溶有3种形式:立式DT、闪蒸系统和圆盘烘干机。
(1)采取立式多层结构的脱溶机(立式DT)。采用Hayes专用技术,罐的上部设计成特殊结构,在罐下半部分上升溶剂蒸汽和夹套加热共同作用下快速脱除湿粕表面的自由溶剂,罐下部通少量的过热水蒸气,脱除残留在豆粕微孔和毛细管中的乙醇,让豆粕残留达标而不至于过度受热变化[2]。用DT脱溶存在蛋白质受热时间长、热变性大的问题。在负压下进行,可降低乙醇的沸点,避免豆粕的热变性。
对进料蛋白质溶解度和DT内温度检测发现,进料KOH蛋白质溶解度分别是51.67%、52.67%、48.52%,脱溶层温度100、105、110.℃,直接蒸汽压力在1、2、3 kPa,蒸脱机出料KOH蛋白质溶解度在50.51%、48.17%、42.64%。在DT内部主要是湿热蒸汽作用,随着直接蒸汽压力的升高,脱溶层温度升高,蒸汽成为影响物料蛋白质变性的主要因素。所以在DT内尽量降低直接蒸汽压力及温度,减少对物料KOH蛋白质溶解度影响。
蒸脱机采取热风干燥,热气外排,在低于80.℃时微生物生长,在高于80.℃热风耗能。蒸脱机料滞留时间长,色泽不如圆盘干燥机效果好。
(2)闪蒸系统。湿粕先进入预热装置预热后进入闪蒸脱溶系统内受热循环,在1 min内蒸脱大部分乙醇气体,从闪蒸器出来的气体经捕集器捕集粕粉,到冷凝器冷凝,进入尾气回收系统。从捕集器落下的粕粉经真空干燥器脱除少量溶剂和水分,得到浓缩蛋白。
闪蒸系统温度保持在100~160.℃(闪蒸干燥管内不同管段温度不同),真空干燥器真空度在0.075~0.085 MPa[3],产品水分在10%(原料水分<10%),加热时间在1 min内。如果控制温度在80.℃,产品水分在7%~9%。
(3)圆盘烘干机。圆盘烘干机连接冷凝器,在微负压状态,温度85~90.℃。
湿粕进入卧式圆盘烘干机干燥,含溶量下降,温度升高,物料变得松散,再进入立式烘干机干燥,得到水分含量小于等于7%的浓缩蛋白颗粒。
卧式圆盘烘干机的核心是转子,转子上的加热圆盘是一种中空式双层夹套型圆盘,材质为不锈钢,许多圆盘焊在空心轴上,随空心轴低速回转,加热圆盘内通有饱和蒸汽,可两面对物料加热。
每个圆盘上用螺栓固定1个刮板,每一件刮板与后一件刮板相距135°,刮板以螺旋形式分布在各个圆盘上,刮板随加热圆盘作圆周旋转,对物料推动翻动搅拌。加热蒸汽从动轴端的旋转接头的外管进入空心轴内,再分别进入各个圆盘内,冷凝水经过出水装置排出,利用圆盘和外部的压力差及加热圆盘的旋转连续排出,进入疏水系统。在进料和出料处安装关风器。
卧式圆盘烘干机和立式圆盘烘干机比较:卧式圆盘烘干机的特点是物料处在运动中,物料在圆盘上厚薄均匀,挥发性好,无死角,但处理量小;立式圆盘烘干机的特点是处理量大,但是物料处在静态,物料层的厚薄不一,脱溶不均匀。
2.2.3 成品粉碎
脱溶干燥后的浓缩蛋白颗粒风运到粉碎车间,风运过程起到降温的作用,用超微粉碎机粉碎成100目细粉,运出计量和打包。
2.2.4 稀糖浆蒸发
浸出器流出的稀糖浆,先经过悬液分离器去除大多数粉末杂质和浓缩析出物,进入暂存罐,以前用大沉降罐,沉降时间长,会出现混合层。用定量泵送入过滤器分离后进入蒸发,先进入预热器,混合油预热器用干燥器产生的二次蒸汽作为热源,经过预热后的稀糖浆进入1#蒸发器,1#蒸发器用蒸汽作为热源,2#蒸发器为负压蒸发,采用卧式烘干机出气预热,稀糖浆经过一蒸后进二蒸,负压蒸发,进入三蒸负压蒸发,3#蒸发器用干燥机的二次蒸汽作为热源,经三蒸后的糖浆进入暂存罐,定量进入薄膜蒸发器浓缩,形成55%的浓糖浆。在线配置蒸发梯度。通过3台薄膜蒸发器,采取低温真空,把糖浆浓缩到65%,回收乙醇,蒸发在0.06~08 MPa真空、90.℃,蒸发的乙醇和水蒸气经过分离器进入冷凝器,蒸出的糖浆可以提取低聚糖和异黄酮或进行发酵处理生产乙醇。
2.2.5 溶剂回收
从浸出器和平衡罐出来的乙醇气体进入冷水冷凝器、冷冻液冷凝器,不凝气体经过低压风机排空。从蒸发系统出来的乙醇气体进冷水冷凝器,由真空泵抽入平衡罐,进入尾气回收系统。从湿粕脱溶罐出来的乙醇气体进节能器换热,再进水冷凝器,用真空泵抽入平衡罐。冷凝器水温在28.℃左右,出水温度在35.℃,经过凉水塔冷却。
乙醇和水的共沸点(常压下78.15.℃),乙醇的蒸发潜热是正己烷的2.5倍,所以配置冷凝面积要大。
2.2.6 乙醇精馏
乙醇混合液经乙醇加热器加热到78.℃,进精馏塔,回流比在3∶1,乙醇蒸汽出塔温度在78.℃,此时乙醇和水共沸,乙醇浓度达95.57%,出来的蒸汽进冷凝器冷凝,冷凝液进暂存罐,泵入浸出器循环使用。在精馏塔的1/3位置定期排放一定液体,排出臭味。
2.2.7 尾气回收
干燥及蒸发产生的乙醇气体,换热后进入冷凝器进行冷凝回收乙醇,平衡罐的不凝气体进最后冷凝器,未凝气体进入最后冷凝器进行冷冻冷凝,使用低温盐水冷却,然后进入水吸附塔水吸收。不凝气体用低压风机排空。
2.3 过程控制和产品质量控制
大豆蛋白在乙醇作用下,分子结构发生改变,疏水基外露,氮溶解指数(NSI)降低[4],即溶解性下降,限制了在食品中的应用,但其有较强的持水性、持油性、较高的黏度。大豆中的过敏原、抗营养因子以及蛋白酶抑制因子等在乙醇浸出中被脱除或失活,其中胰蛋白酶抑制剂含量降低了45.7%。醇法提取工艺脱除可溶性糖分,减少了抗营养因子的危害,提高了蛋白质含量,降低美拉德反应对赖氨酸利用效率,改善氨基酸的可消化性,含极少油脂、还原糖、水分和生菌数,易储存,酸碱近中性,适宜仔猪消化。
高温使蛋白质变性,影响蛋白质特性,如在湿粕烘干过程中,温度大于等于85.℃,大豆蛋白的凝胶性好,分散性差。
每生产1 t醇法大豆浓缩蛋白,会产生300 kg糖蜜,其中粗蛋白质(大豆乳清蛋白)5%~8%,碳水化合物50%~55%(包括蔗糖15%~20%,单糖5%~10%,大豆低聚糖15%~20%,水苏糖+棉子糖10%~15%),大豆异黄酮2%~4%,总脂类及磷脂5%~8%,灰分4%左右[3]。
消耗指标:乙醇小于等于18 kg/t(ADM公司5 kg/t,Crown公司9~12 kg/t),蒸汽3 t/t,电耗320 kW·h/t。
醇法大豆浓度蛋白生产过程控制指标见表3。

表3 醇法大豆浓缩蛋白生产过程控制指标
醇法大豆浓缩蛋白营养价值、大豆乳清蛋白在加工中损失很少,必需氨基酸和蛋白质中的氨基酸比例没有受到影响,脱除了抗营养因子(见表4),但其溶解度降低,氮溶解指数降到10%左右,使其在食品应用中受到限制。
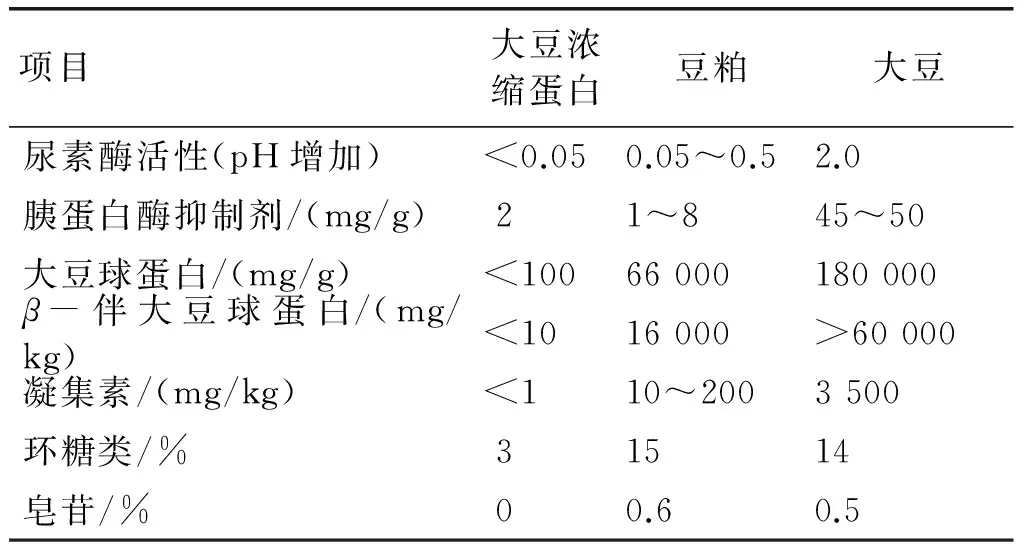
表4 大豆浓缩蛋白、豆粕及大豆中的抗营养因子
3 醇法大豆浓缩蛋白的功能性改性
大豆蛋白的功能性指乳化性、吸油性、吸水性、保水性、凝聚性、溶解性、起泡性、成膜性、黏结性、调色性、附着性、硬度、弹性、内聚性及嚼性[5]。
醇法大豆浓缩蛋白溶解度较低,但有很强的持水性、持油性、黏度。经改性后的大豆浓缩蛋白用于乳化性和持油性高的高油性食品、肉制品加工,加工为组织蛋白,改性增加产品的溶解性、分散稳定性、乳化性、吸水性等。
大豆浓缩蛋白改性方法分物理改性和化学改性。从环保和食品安全方面考虑,选择物理改性,在工业化生产中采取短时高温、高压改变蛋白质的二、三级或四级结构。
3.1 醇法大豆浓缩蛋白功能性改性工艺
醇法大豆浓缩蛋白功能性改性工艺:大豆浓缩蛋白粉→与碱液均匀混合→高压均质→盘管瞬时改性灭菌→真空冷却→喷雾干燥→不同批次产品混合→喷涂磷脂→过筛→包装。
3.2 工艺说明
浓缩蛋白的功能性改性,通过高压均质使物料经历多次剪切、空化作用,使醇变性蛋白质的次级键断开,经高温短时热处理,使蛋白质分子重排、缔合,转变为大相对分子质量的蛋白质分子聚集物,改性浓缩蛋白粉的蛋白质分散指数(PDI为40~60),凝乳经过蛋白质改性、杀菌和闪蒸、喷雾干燥,得到功能性大豆浓缩蛋白。在蛋白粉产品喷涂磷脂,改善产品的润湿性及分散性、抑制粉尘。
在pH 9.0、90.℃、1 min水热处理结合高压均质,或121.℃、30 min水热处理结合高压均质,可将大豆浓缩蛋白溶解度从10%提高到80%左右。用水脱除非蛋白质物质,高温蒸汽处理和延长喷雾干燥时间,增加功能性如完全可溶或超黏度。
3.3 主要设备
(1)混合器:让蛋白粉在稀碱液中按比例均匀混合。
(2)高压均质机:均质压力大于等于300 MPa。
(3)加热时间在1 min内,配备自控装置。
(4)喷雾干燥:用压力式喷雾干燥器,喷嘴容易堵塞及磨损,在运行中监控高压泵压力,保证雾化效果,定期检查喷嘴有无堵塞,清扫塔体。
3.4 问题讨论
3.4.1 热改性和醇改性的区别
热改性使大豆蛋白的亚基解离并通过疏水作用及二硫键重组成蛋白质聚合物,醇改性是蛋白质内部疏水基团外露并通过疏水作用聚合,二硫键没有参与醇改性,大豆蛋白变性与溶解度之间没有直接联系。
3.4.2 碱性作用[6]
蛋白质在碱性环境中,主链肽键断裂导致一级结构变化,二级结构也可能发生重大变化,在强碱中,蛋白质的理化特性发生较大的变化,疏水基与二硫键之间发生交换反应或β-消除反应,蛋白质暴露在碱性中发生共价结构变化,水解产物新的氨基酸是不可逆变性。碱性使蛋白质溶解度提高,因为远离等电点的静电斥力作用使蛋白质分子分散在溶液中。
3.4.3 高压均质改性和高速剪切改性
料液在高压下通过非常窄的间隙,产生高流速,使料液受到强大的剪切力,同时料液中的微粒同机械高速撞击和静压突降突升,产生孔穴爆炸力等综合作用,微粒破裂,粒径变小,表面积增大,一些基团暴露,随着均质时间的延长和料液温度的升高,活化能增大,有利于进一步暴露出功能基团,经200~600 MPa压力处理后,大豆浓缩蛋白的热诱导凝胶性降低,7S蛋白经400 MPa压力处理后达到最高乳化性和疏水性,11S蛋白经200 MPa处理达到最高乳化性和表面疏水性。
3.4.4 功能性大豆浓缩蛋白优点
功能性大豆浓缩蛋白具有高乳化性、分散性和低聚凝胶性;产品得率高;在高温下保水保温性强;对盐不敏感;无污染。
3.4.5 其他改性(处在实验室实验中)
酶改性:用酶制剂让蛋白质有限水解,把大分子蛋白质水解为肽,增加表面活性,改善溶解性、乳化性、起泡性,缺点是产生苦味肽,产品口感和风味差,所以不推荐使用。
生物工程改性:改变大豆球蛋白的组成,提高营养性,改变脂肪氧化酶组成,减少异味,改变脂肪合成酶,使酯类组成变化。
超声波改性、微波改性:把球蛋白变成棒状。
3.4.6 相关标准
目前我国没有专用大豆浓缩蛋白的国家标准,只有大豆蛋白粉国家标准(GB/T 22493—2008)。在市场上销售大豆浓缩蛋白的质量指标见表5,分食用级和饲用级两种产品。
4 结束语
我国在2015年大豆浓缩蛋白产能达15万~20万t,实际生产食用级大豆浓缩蛋白6万t左右,其中益海集团生产大豆浓缩蛋白占50%左右,全国生产饲用级大豆浓缩蛋白10万t左右。2016年国家振兴东北,国产大豆产业链列入其中,醇法大豆浓缩蛋白与大豆分离蛋白相比,对环境污染少、低钠、价格低、无豆腥味,作为首选。为了提高大豆浓缩蛋白的应用范围,可对其进行功能性改性,使其更好地运用于食品、饲料行业中。
致谢:首农集团黑龙江双河公司王哲教授、戴劲松工程师,山东省粮科所王焙高级工程师,郑州四维方泽应高级工程师给予技术支持!
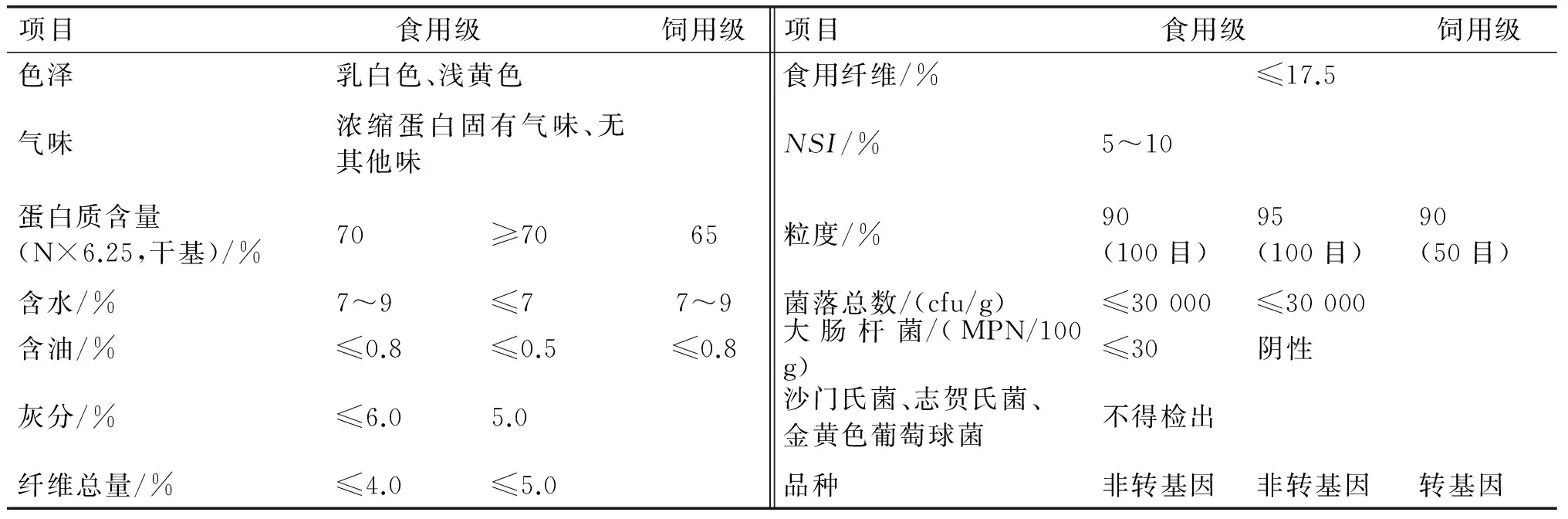
表5 企业市售大豆浓缩蛋白质量指标
[1] 华欲飞,顾玉兴,黄友加.醇法大豆浓缩蛋白的加工、性能与应用[J].中国油脂,2004,29(1):65-67.
[2] 郑恒光,杨晓泉,唐传核,等.醇法大豆浓缩蛋白加工工艺及实践[J].中国油脂,2007,32(4):26-28.
[3] 魏冰,曹万新,石珊珊,等.醇法大豆浓缩蛋白的生产实践[J].中国油脂,2008,33(7):31-34.
[4] 宋宏哲,赵勇,白志明.醇法大豆浓缩蛋白的改性技术综述[J].粮油食品科技,2008,16(2):30-32.
[5] 宋莹,张华江.大豆蛋白功能性及改性技术研究进展[J].中国林副特产,2013(6):80-83.
[6] 王娟,华欲飞,谌卉,等.醇法大豆浓缩蛋白碱改性后乳化性的研究[J].食品科技,2010(6):78-81.
Productionandfunctionalmodificationofalcoholleachedsoybeanproteinconcentrate
ZUO Qing1,QIAN Shengfeng1,GAN Guangsheng2,SUN Qin2,WANG Ling2,ZUO Hui3
(1.Jiangsu Muyang Co.,Ltd.,Yangzhou 225127,Jiangsu,China; 2.Anhui Vocational College of Grain Engineering,Hefei 230011,China; 3.Guangzhou Xinmas Co.,Ltd.,Guangzhou 510460,China)
TS229;TQ936.2
B
1003-7969(2017)09-0044-06
2016-11-04
左 青(1958),男,高级工程师,主要从事油脂企业的生产技术管理工作(E-mail)zuoqing_bj@163.com。
猜你喜欢
绿色建筑(2021年4期)2022-01-20
当代化工(2020年11期)2020-12-17
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
中学生英语·中考指导版(2020年2期)2020-08-06
日用电器(2019年6期)2019-07-17
学苑创造·C版(2019年4期)2019-05-09
电子制作(2018年16期)2018-09-26
新农村(2018年32期)2018-04-02
红蜻蜓·低年级(2017年3期)2017-03-30
