
钢筋机械连接螺纹技术要求
2017-09-22 10:50赵刚应杰
重庆建筑 2017年9期
赵刚,应杰
(1重庆华姿建筑工程有限公司,重庆400030;2重庆市建设工程质量监督总站,重庆400014)
钢筋机械连接螺纹技术要求
赵刚1,应杰2
(1重庆华姿建筑工程有限公司,重庆400030;2重庆市建设工程质量监督总站,重庆400014)
该文梳理了工程行业标准中规定的钢筋滚轧直螺纹连接螺纹类别和牙型,以便弄清楚钢筋滚轧直螺纹连接的螺纹公差带组合,以及螺纹精度的检验标准;明确钢筋滚轧直螺纹连接扭矩的形成根源和所利用的扭矩形成条件,并以一个工程实例揭示一种看似正确运用钢筋滚轧直螺纹连接的误区。
机械连接;螺纹牙型;螺纹量规;螺纹技术
某工程滚轧直螺纹机械连接的钢筋丝头加工质量合格标准为:丝头螺纹长度为连接套筒长度1/2+2P(P表示螺距),止规与丝头旋合量不超过3P,通规和套筒能顺利旋入至剩余3~5P处停止,继续用管钳扳手可将套筒拧至剩余1~2P处,再用扭矩扳手校核套筒与丝头之间的拧紧力矩满足《钢筋机械连接技术规程》JGJ 107-2010[1](以下简称JGJ 107-2010)规定。为此笔者调查了一些工程,发现业界对钢筋机械连接滚轧直螺纹的认识深度不够,导致质量控制存在误区,故撰文与同行一起探讨。
1 螺纹类别及牙型
钢筋滚轧直螺纹机械连接利用了机械工业行业大量使用的螺纹技术。根据我国现行建筑工程行业标准《钢筋机械连接用套筒》JG/T 163-2013[2](以下简称JG/T 163-2013)第5.3.1条表2规定,套筒内螺纹公差应符合《普通螺纹公差》GB/T 197-2003[3](以下简称GB/T 197-2003)中6H精度。根据《普通螺纹基本牙型》GB/T 192-2003[4]规定,普通螺纹牙型角应为60°,而前述工程使用的套筒质量证明书显示,该工程连接套筒的牙型角为75°。在螺距一定的条件下,75°牙型角的原始三角形高度比60°牙型角的原始三角形低,对于内螺纹来说,套筒长度尺寸达到一定数值时,75°牙型角螺纹比60°牙型角螺纹加工难度低、功效高。业内流传一种说法:螺纹牙型角75°比60°的钢筋滚轧直螺纹机械连接性能更好。这是值得商榷的,因为牙型角为75°的螺纹弹性变形能力更差,内外螺纹接触高度更小,内外螺纹接触面与连接纵轴夹角更小。
笔者曾于2003年调查9个在建工程(含3个市政工程),使用的钢筋滚轧直螺纹机械连接的螺纹牙型角均为60°,今年笔者再次调查了27个在建工程(含16个市政工程),其中只有4个工程使用的钢筋滚轧直螺纹机械连接的螺纹牙型角为60°,其余23个工程机械连接的螺纹牙型角为75°,占被调查工程76.47%。
重庆市工程建设标准《钢筋剥肋滚轧直螺纹连接技术规程》DB50/5027-2004[5](以下简称DB50/5027-2004)第3.4.2条规定套筒螺纹牙型角为55°~75°;福建省工程建设地方标准《钢筋滚轧直螺纹连接技术规程》DBJ13-63-2005[6](以下简称DBJ13-63-2005)第6.1.2条规定套筒螺纹牙型角为60°~75°。
2 螺纹公差及检验
2.1 公差带及组合
JG/T 163-2013第5.3.1条表2规定直螺纹套筒螺纹公差应符合GB/T 197中6H的规定,JGJ 107-2010第6.1.2条规定钢筋丝头螺纹宜满足6f级精度要求,《钢筋直螺纹成型机》JGT 146-2002[7]第5.3.4条规定钢筋直螺纹成型机重复加工螺纹精度应符合GB/T 197-2003中6g规定;DB50/5027-2004第3.4.2条规定套筒螺纹精度为7H,附录A第A.0.2条要求钢筋丝头螺纹精度达到GB/T 197-2003中规定6h级;DBJ13-63-2005第6.1.3条规定套筒螺纹公差应符合GB/T 197-2003中6H规定,第6.3.4条规定钢筋丝头螺纹宜满足GB/T 197-2003中6f级要求。以公称直径为22mm螺纹为例,结合GB/T 197-2003和《普通螺纹极限尺寸》GB/T 15756-2008[8]列出各级公差带下内螺纹中径和小径的极限值见表1。各级公差带下外螺纹大径和中径的极限值见表2。
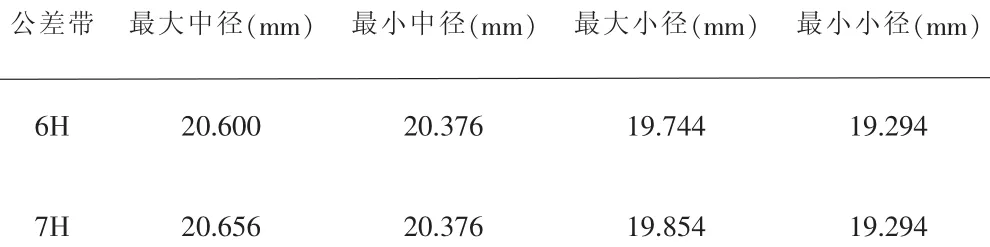
表1 M22×2.5内螺纹各级精度对比

表2 M22×2.5外螺纹各级精度对比
JGJ 107-2010第6.1.2条规定钢筋丝头长度允许偏差0~2.0P,检查钢筋丝头时要求通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3P。以长度55mm套筒为例,内螺纹螺距2.5mm,钢筋丝头外螺纹最小长度应为55÷2÷2.5=11P,即通规拧入长度应至少达到11P。所谓通规能顺利旋入并达到要求拧入长度,是指用手指轻旋螺纹量规在无阻力状态下旋合通过的螺纹长度。GB/T 3934-2003修订前版第1.1条所提“测量力为零”就是要求通规旋合阻力为零。
内外螺纹以中径配合度而影响工作性能,根据前述标准可以有三种公差带组合。
组合一:按JG/T 163-2013确定套筒内螺纹精度为6H级,再按JGJ 107-2010确定丝头外螺纹精度为6f级,形成6H/6f组合,螺纹中径最大间隙0.452mm,最小间隙0.058mm。这种组合内外螺纹间隙较大,套筒与丝头之间基本没有旋合阻力,但GB/T 197-2003第6.3条不主张这种组合,这也看得出这一看似正统的组合,实际上对钢筋滚轧直螺纹连接的精度要求不高。
组合二:按DB50/5027-2004确定套筒内螺纹精度为7H级,丝头外螺纹精度为6h级,形成7H/6h组合,螺纹中径最大间隙0.450mm,最小间隙0.000mm,中径最小间隙0.000mm。这种组合可能使套筒与丝头之间产生旋合阻力,精度要求不算高,但在质量控制不严的情况下可能出现配合过盈。
组合三:按JG/T 163-2013确定套筒内螺纹精度为6H级,再按JGT 146-2002确定丝头外螺纹精度为6g级,形成6H/6g组合,螺纹中径最大间隙0.436mm,最小间隙0.042mm。这是GB/T 197-2003第6.3条首推组合,最大间隙比前两种组合小,最小间隙比前两种组合大,因此是精度要求相对较高的组合。
综上所述,行业标准要求的6H/6f公差带组合精度要求不高,某些地方标准要求的7H/6h公差带组合质量控制不严可能配合过盈,6H/6g公差带组合精度要求高,质量控制稍差对内外螺纹的配合工作性能影响不大,应是首选。
2.2 螺纹精度检验
套筒内螺纹与丝头外螺纹的公差组合确定后,就有了检查螺纹精度的依据。套筒内螺纹与丝头外螺纹精度检查应采用符合《普通螺纹量规技术条件》GB/T 3934-2003[9](以下简称GB/T 3934-2003)规定的工作螺纹量规,而且工作螺纹量规要经过校对螺纹量规检验,螺纹量规上应有制造厂厂名或注册商标、螺纹代号、中径公差代号、螺纹量规代号和出厂年号等标志。
笔者今年调查的27个工程中,有21个工程施工现场没有配备螺纹量规,在其余配备螺纹量规的6个工程中,有5个工程螺纹量规是套筒供应商提供,而这5个工程中,有1个工程只有检查套筒内螺纹的通端螺纹塞规和止端螺纹塞规,而且这些塞规上没有任何标志,另外4个工程同时配备了环规和塞规,但这些量规上面都没有中径公差代号。
3 连接扭矩
JGJ 107-2010第6.2.1条规定直螺纹钢筋连接接头安装后应使用扭力扳手校核拧紧力矩。若套筒与钢筋丝头旋合长度范围螺纹质量合格,二者不会有旋合阻力,那么拧紧力矩从何而来?
JGJ 107-2010第6.2.1条要求:“钢筋丝头在套筒中央位置相互顶紧”,就使得两端丝头被互为定位。由于螺牙侧面实际是螺旋曲面,螺纹受到沿轴异向定位并旋进,内外螺纹牙侧接触面会产生接触压力,接触压力中沿套筒轴向的分力是螺纹连接所要利用的作用,继续旋转内外螺纹牙侧接触面就开始产生沿内外螺纹环向的摩擦力,接触压力和摩擦力相互促进逐渐增大,用扭力扳手校核拧紧力矩时,这个力矩就来自于沿内外螺纹环向摩擦力形成的力矩。
对于正反丝型套筒连接,用管钳夹住套筒,再用扭力扳手夹住套筒一侧的被连接钢筋,将管钳与扭力扳手各往螺纹旋进方向旋转,测得力矩值合格时,取下扭力扳手夹住套筒另一侧的被连接钢筋作校核。对于标准型套筒连接,如此操作得到的力矩并不能证明这样的连接合格,因为两端的被连接钢筋丝头端面可能没有在“套筒中央位置”被定位,正确方式是定位后用管钳夹住套筒一侧的被连接钢筋,再用扭力扳手夹住套筒一侧的被连接钢筋,将管钳与扭力扳手各往螺纹旋进方向旋转,由此校核的扭矩才是可取力矩。
4 案例分析
本文前述工程案例中,钢筋丝头让套筒旋入至剩余3~5P处停止,再用管钳扳手将套筒拧至剩余1~2P处,使扭矩扳手校核套筒连接达到拧紧力矩实际上进入了误区。该工程最终确定的合格标准中,通端螺纹环规能顺利旋入至剩余3~5P处停止,这就已经不满足JGJ 107-2010第6.1.2条规定,也只能说明这个丝头是不合格的。
钢筋直螺纹滚轧机械在进行钢筋丝头加工时,分成剥肋、滚轧两个大步骤完成,这种工艺加工的丝头实际上并不是绝对的直螺纹,而是有一些锥度,在螺牙弹性变形协调作用下不影响螺纹配合效果。螺纹大径d、中径d2和小径d1偏差在允许范围内部分形成螺纹可装配长度lA,由于螺纹是经剥肋、滚轧而成,在丝头根部有部分直径不标准的螺尾x,钢筋局部被轻微剥肋形成的肩距a,见图1。图中钢筋被剥肋、滚轧成型的丝头由两部分组成,前端螺纹的大径、中径和小径实际值都在相应精度的公差带范围之内,这部分螺纹属于标径螺纹,构成丝头标径螺纹长度;另一部分就是丝头根部螺尾x和肩距a。显然标径螺纹长度应该不小于连接套筒长度的二分之一,而螺尾和肩距不宜太长。

图1 合格的钢筋丝头
前述工程案例中被确认为合格的钢筋丝头如图2。图中螺尾和肩距过长,标径螺纹长度小于套筒长度二分之一,通规和连接套筒旋入丝头至剩余3~5P处被卡住,再用管钳、扳手才能将套筒拧至剩余1~2P处,最后用扳手旋入的这3P左右螺牙实为非标径螺纹,存在过盈配合,用扭力扳手校核所得力矩,实际是这3P左右螺牙与套筒内螺纹之间径向接触压力而产生,连接接头工作中首先及主要受力的就是这3P左右螺牙,其余标径螺纹反而不能正常发挥作用。
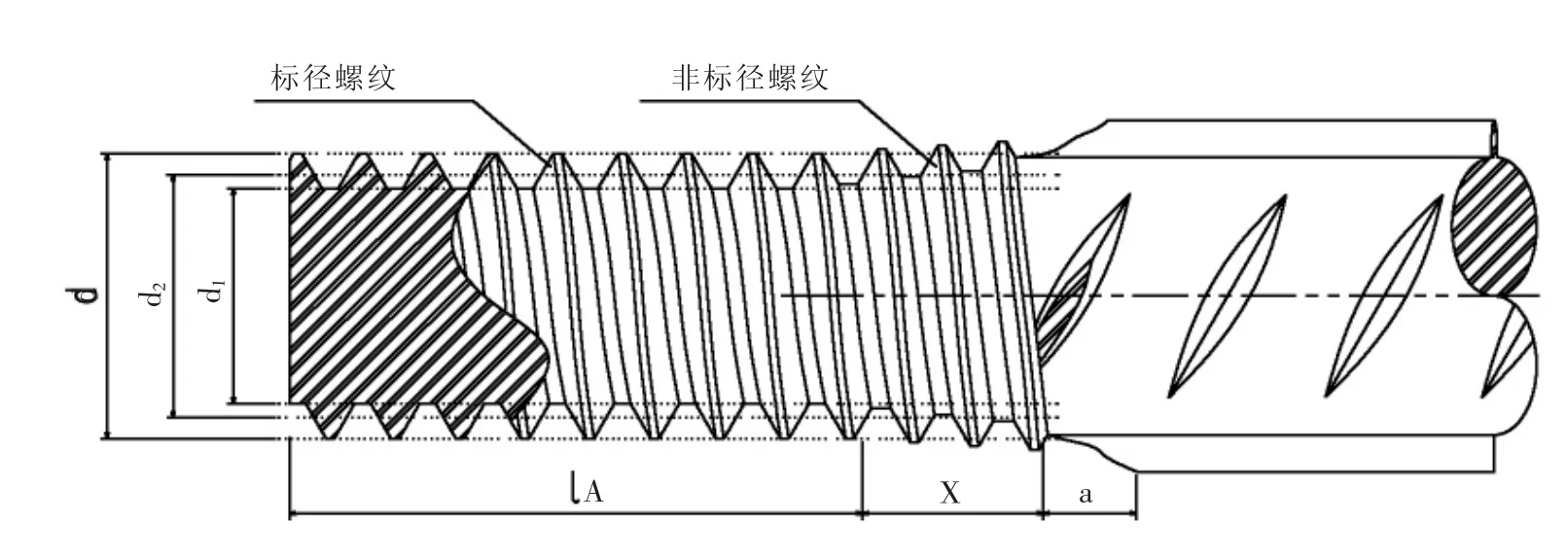
图2 被误判合格的钢筋丝头
标准的钢筋锥螺纹连接套筒内螺纹与钢筋丝头外螺纹具有相互匹配的锥度,所以才能保证内外螺纹完美配合,而本文所举案例工程中,钢筋丝头被加工成有锥度的不合格的直螺纹,连接内外螺纹的有效螺纹相互接触的轴向长度远小于理想值,不能与标准锥螺纹连接相提并论,会给工程埋下结构安全隐患。
5 结语
利用机械技术中螺纹配合原理应满足机械技术标准。利用螺尾非标径螺纹卡住套筒端口产生的连接套筒拧紧力矩,是满足JGJ 107-2010第6.2.1条规定的假象,这类连接用于工程会埋下更大的结构安全隐患。合格的钢筋滚轧直螺纹连接比焊接和绑扎搭接的性能好得多,但使用不合格钢筋滚轧直螺纹连接的后果却不堪设想,钢筋滚轧直螺纹连接技术成功借用了机械行业的螺纹技术,但如果不严格控制连接所用螺纹质量,反而是建筑工程行业借用机械行业螺纹技术的严重失败。
[1]中国建筑科学研究院. JGJ 107-2010钢筋机械连接技术规程[S].北京:中国建筑工业出版社,2010.
[2]中国建筑科学研究院.JG/T 163-2013钢筋机械连接用套筒[S].北京:中国建筑工业出版,2013.
[3]中国机械科学研究院.GB/T 197-2003普通螺纹:公差[S].北京:中国标准出版社,2004.
[4]中国机械科学研究院.GB/T 192-2003普通螺纹:基本牙型[S].北京:中国标准出版社,2004.
[5]重庆市建设技术发展中心.DB50/5027-2004钢筋剥肋滚轧直螺纹连接技术规程[S].重庆:重庆出版社,2004.
[6]福建省工程建设科学技术标准化协会.DBJ13-63-2005钢筋滚轧直螺纹连接技术规程[S].福建省建设厅,2005.
[7]中国建筑科学研究院.JG/T 146-2002钢筋直螺纹成型机[S].北京:中国建筑工业出版,2002.
[8]宁波九龙紧固件制造有限公司.GB/T 15756-2008普通螺纹:极限尺寸[S].北京:中国标准出版社,2009.
[9]成都量具刃具股份有限公司.GB/T 3934-2003普通螺纹量规:技术条件[S].北京:中国标准出版社,2003.
责任编辑:孙苏,李红
Technical Requirements for Mechanical Connection of Threads with Rebar
This paper systemizes the thread types and thread forms of thread rolling bar connection specified in the engineering industry standards,so as to clarify its combination of the thread tolerance zone and the inspection standard of the thread precision,to figure out the generation origin of thread rolling bar connection with torque and the forming condition of the torque used,and to unveil a seemingly correct application of thread rolling bar connection with a real case.
mechanical connection;thread forms;thread gauge;thread technology
TU512
A
1671-9107(2017)09-0037-03
10.3969/j.issn.1671-9107.2017.09.037
2016-10-27
赵刚(1975-),男,重庆人,本科,高级工程师,主要从事建筑施工技术管理工作。
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
中国金属通报(2021年13期)2021-11-12
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年11期)2017-12-18
凿岩机械气动工具(2017年3期)2017-11-22
山东工业技术(2017年20期)2017-10-17
军营文化天地(2017年7期)2017-09-25
军事文摘·科学少年(2016年8期)2016-11-02
军事文摘(2016年16期)2016-09-13
文体用品与科技(2016年22期)2016-03-14
