
污水汽提装置脱氨塔回流泵腐蚀研究
2017-09-16 06:18:02王仕伟
石油化工技术与经济 2017年4期
王仕伟
(中海油惠州石化有限公司,广东 惠州516086)
技术进步
污水汽提装置脱氨塔回流泵腐蚀研究
王仕伟
(中海油惠州石化有限公司,广东 惠州516086)
中海油惠州石化有限公司污水汽提装置加氢系列脱氨塔回流泵叶轮、口环频繁腐蚀和破坏,平均运行2~3个月就需要更换新叶轮、口环。研究表明,造成加氢系列回流泵叶轮、口环严重腐蚀破坏的根本原因是浓氨水中硫化氢铵(NH4HS)质量分数过高。对回流泵进行改造,通过增加磁力耦合器来降低回流泵的转速,暂时解决了回流泵叶轮和口环被频繁腐蚀和破坏的问题。如要彻底解决加氢系列设备腐蚀问题,需改造加氢系列脱硫塔,增加精馏段和提馏段的塔板数量或更换高效塔板,提高脱硫塔对H2S的汽提分割效率。
浓氨水 回流泵 硫化氢铵 污水汽提
1 装置简介
中海油惠州石化有限公司(以下简称惠州石化)污水汽提装置采用双塔汽提工艺,由两个系列含硫污水汽提装置组成,共用一套氨精制系统。非加氢系列公称能力150 t/h,处理来自常减压装置、催化裂化装置、焦化装置的酸性水;加氢系列公称能力150 t/h,处理来自高压加氢裂化装置、中压加氢裂化装置的酸性水。图1为两套污水汽提装置工艺流程。脱氨塔顶富氨气凝液,一部分作为脱氨塔塔顶回流,另一部分返回到原料水罐;非加氢净化水至常减压装置电脱盐回用,加氢系列净化水至加氢裂化装置回用。脱硫塔顶酸性气至硫磺回收制硫,脱氨塔顶富氨气经过两级冷却、分凝得到高浓度粗氨气,粗氨气经过精制脱除微量H2S,再经过增压、冷凝变成液氨产品。非加氢系列和加氢系列污水汽提装置流程一致。

图1 惠州石化污水汽提装置工艺流程
2 装置腐蚀状况及原因分析
2.1设备腐蚀情况
污水汽提装置两个系列流程、操作参数和设备材质完全相同,非加氢系列经过近10年的生产运行未出现明显的腐蚀,而加氢系列输送浓氨水相关的管线、设备经常遭到腐蚀破坏,富氨气空冷器底部管束、换热器底部管束穿孔泄漏,回流泵叶轮和口环、控制阀阀芯和阀座及节流孔板被腐蚀破坏,其中脱氨塔回流泵叶轮、口环腐蚀破坏情况尤其严重,平均运行2~3个月就需要更换新叶轮、口环,给生产操作、设备维护带来巨大影响(见表1)。根据腐蚀设备被破坏创面有严重冲刷痕迹的情况,判断浓氨水对设备存在严重的冲蚀。富氨气及富氨气冷凝产生的浓氨水是从脱氨塔顶蒸馏抽出的产物,本身并不会携带机械杂质,因此排除原料携带杂质造成冲刷腐蚀的可能。

表1 加氢系列脱氨塔回流泵检修记录
2.2腐蚀原因分析
在脱氨塔顶富氨气及其冷凝液(浓氨水)中,几乎全部H2S与NH3结合生成硫化氢铵(NH4HS),因此,在浓氨水中H2S全部以NH4HS形式存在。从表2(非加氢系列工艺参数)、表3(加氢系列工艺参数)可知,加氢系列进料酸性水NH3和H2S质量浓度高出非加氢系列进料污水10倍以上,加氢系列脱硫水和脱氨塔回流浓氨水中的H2S质量浓度也远远高于非加氢系列。

表2 非加氢系列工艺参数

表3 加氢系列工艺参数
美国石油协会(API)根据大量的炼油厂失效案例调研,提出限定溶液NH4HS质量分数不大于8.0%,平均流速不大于6.1 m/s,以控制设备的冲蚀失效[1]。浙江理工大学偶国富教授通过实验测试10#碳钢在NH4HS溶液中的冲蚀规律,试验结果表明,在NH4HS质量分数为5.0%的溶液中,10#碳钢表面会形成致密的腐蚀产物膜,对材料起保护作用;当溶液中NH4HS质量分数增加到8.0%,该腐蚀产物膜的厚度增加,但表面出现龟裂和疏松现象,在流动条件下容易被冲刷脱落。10#碳钢腐蚀速率随温度的升高而迅速增加,40 ℃以下10#碳钢腐蚀速度主要受NH4HS质量分数和流速控制,当温度达到60 ℃时,NH4HS在10#碳钢表面产物形成2 μm的致密腐蚀膜,但是此膜与基体的分界线明显,容易从基体脱离,从而产生较大的腐蚀速率[1]。本装置富氨气系统管线、容器的材质为20#碳钢,化学性能与10#碳钢十分相似,该实验结论可作为本装置分析、解决腐蚀问题的依据。
从表4(富氨气系统NH4HS质量分数和温度)可知:非加氢系列D105浓氨水NH4HS质量分数高达11.5%,因操作温度只有15 ℃,相关的设备、管线未出现明显腐蚀;同样,虽然C102、D102的操作温度分别高达120,90 ℃,但NH4HS质量分数较低,分别为3.9%,3.1%,因此相关的管线、设备也未出现腐蚀。加氢系列脱氨塔回流增压泵和回流控制阀腐蚀严重,该位置的NH4HS质量分数高达9.9%,操作温度90 ℃,回流泵转速为3 000 r/min,换算成叶轮边缘线速度为50.8 m/s(相当于液相的流速),在NH4HS质量分数高、浓氨水流速高及操作温度高的恶劣操作条件下,最终导致对回流泵叶轮、口环的腐蚀和破坏。

表4 富氨气系统NH4HS质量分数和温度
脱氨塔顶出口至回流罐管线及回流罐液相出口至回流泵入口管线的材质均为20#碳钢,加氢系列富氨气系统浓氨水中NH4HS质量分数非常高,操作温度为90~120 ℃,导致浓氨水对管线的腐蚀。一方面是管线内壁腐蚀产物膜厚度增加;另一方是管线内壁腐蚀产物龟裂和疏松,在液体流动冲刷的作用下脱落,这些微小腐蚀产物颗粒随着流体流动[1-2]。因浓氨水在管线中流动的速度较低,冲刷腐蚀对管线和设备破坏不明显,当流经高速运转的离心泵叶轮时,对离心泵叶轮、口环产生非常严重的腐蚀,导致被腐蚀设备频繁失效。浓氨水流速从叶轮边缘径向逐渐减小,实际检修时发现叶轮被冲蚀破坏的程度沿径向逐渐减弱,也证明流体对叶轮冲刷腐蚀判断。
3 对策及效果
2016年12月6日对加氢系列的回流泵进行改造,将泵的联轴器改造为磁力耦合器。磁力耦合器也称磁力联轴器、永磁传动装置。永磁涡流传动装置主要由铜转子、永磁转子和控制器组成,铜转子与电机轴连接,永磁转子与工作机的轴连接,铜转子和永磁转子之间有空气间隙(称为气隙),没有传递扭矩的机械连接。这样,电机和工作机之间形成了软(磁)连接,通过调节气隙来实现工作机轴扭矩、转速的变化。回流泵改造前后运行参数见表5。
将泵的联轴器改造为磁力耦合器后,在满足生产需求的压力和流量的前提下,回流泵转速从3 000 r/min降低到2 300 r/min,叶轮边缘线速度从50.8 m/s降低到38.9 m/s。改造为磁力耦合器后降低电机的转速,一方面降低了电机的电流,降低了能耗;另一方面降低液相经过叶轮流速,减轻NH4HS质量分数高的浓氨水对管线和阀门的冲刷腐蚀,达到减轻腐蚀的目的。该泵改造后已经连续平稳运行6个月,目前运行状况良好,缓解了浓氨水冲蚀破坏回流泵叶轮、口环的问题。
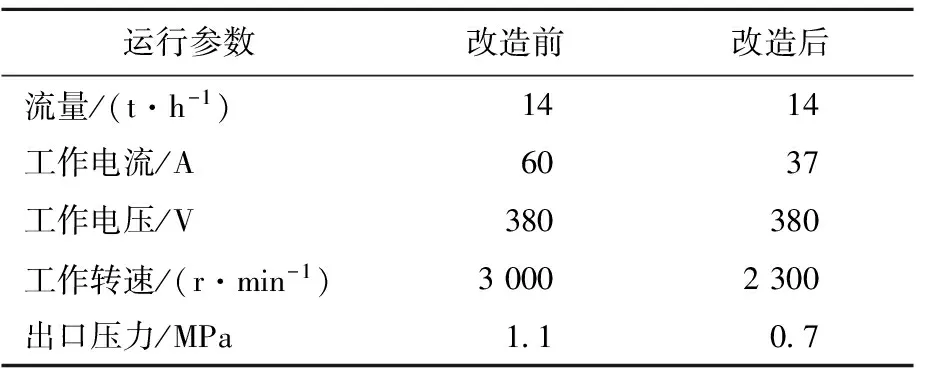
表5 回流泵改造前后运行参数
4 结语
研究表明,造成加氢系列回流泵严重腐蚀和破坏主要原因有两个方面:一是在回流罐前的管线、设备被NH4HS质量分数高的浓氨水冲刷腐蚀,腐蚀产物脱落进入浓氨水造成对回流泵叶轮、口环腐蚀[1-3];二是NH4HS质量分数高的浓氨水经过高速运转的回流泵,本身就会造成严重的冲刷腐蚀。经过对回流泵进行改造,降低了回流泵的转速,暂时解决了回流泵叶轮和口环被频繁冲蚀、破坏的问题。但是浓氨水中的NH4HS质量分数没有降低,对设备、管线冲刷腐蚀仍然存在,降低回流泵转速只能延缓浓氨水对回流泵的冲蚀、破坏。通过回流泵增加磁力耦合器的实践,证明了NH4HS质量分数高的溶液,在流速高的位置对装置设备存在严重的冲刷腐蚀,同样也能解释浓氨水管线调节阀、孔板腐蚀严重的问题。
NH4HS质量分数高的浓氨水对设备的腐蚀主要受NH4HS质量分数、介质流速和操作温度影响,上述3个参数中的任意一个参数变大(其余两个参数不变),都会加速对设备的冲刷、腐蚀。其中NH4HS质量分数是产生冲刷、腐蚀的根本原因,要彻底解决冲蚀问题,需改造加氢系列脱硫塔(C201),增加精馏段和提馏段的塔板数量或者更换高效塔板,提高脱硫塔对H2S的汽提分割效率,尽量降低塔底脱硫水H2S质量浓度(非加氢系列脱硫水H2S为330 mg/L,富氨气系统未出现腐蚀),最终减少进入富氨气系统H2S质量浓度,达到降低浓氨水NH4HS质量分数目的,才能从根本上解决设备冲刷、腐蚀的问题。
[1] 偶国富,任海燕,王宽心,等.10#碳钢在NH4HS溶液中的冲蚀规律[J].石油学报(石油加工),2014,30(5):929-933.
[2] 胡洋,朱胜国,王昌龄,等.氨精馏塔腐蚀失效原因分析[J].石油化工腐蚀与防护,2013,30(2):61-63.
[3] 周威,花飞,龚朝兵,等.污水汽提装置富氨气系统腐蚀原因及对策[J].石油化工腐蚀与防护,2013,30(1):40-43.
StudyonCorrosionofDeaeratorRefluxPumpinSewageStrippingUnit
Wang Shiwei
(CNOOCHuizhouPetrochemicalCo.,Ltd.,Huizhou,Guangdong516086)
The frequent corrosion and damage of impeller and ring in deaerator reflux pump in sewage stripping Unit of CNOOC Huizhou Petrochemical Co.,Ltd.with average replacement period of 2 to 3 months caused great effects on production operation and equipment maintenance.The results of study showed that the main reason for serious corrosion of the impeller and ring in reflux pump was the high mass fraction of hydrogen sulfide (NH4HS) in concentrated ammonia.The corrosion and breakage of impeller and ring in reflux pump was settled temporally through reduction of rotating speed of reflux pump by adding a magnetic coupler.It is proposed to transform the desulfurization tower in hydrogenation series,increase the number of trays of rectification and distillation,or replace the high efficiency tray to improve the stripping efficiency of H2S,so as to solve the problem of erosion of hydrogenation series equipment thoroughly.
concentrated ammonia water,reflux pump,ammonium hydrogen sulfide,sewage stripping
2017-06-27。
王仕伟,男,毕业于西南石油大学,大学本科,工程师,主要从事脱硫、制硫装置工艺技术管理。
1674-1099 (2017)04-0023-04
:TE685
: A
猜你喜欢
广州化工(2022年6期)2022-04-11 13:16:04
中学生理科应试(2021年10期)2021-12-07 17:57:03
能源工程(2021年1期)2021-04-13 02:06:06
科学技术与工程(2020年25期)2020-10-29 07:51:48
油气藏评价与开发(2020年4期)2020-08-07 05:14:44
石油学报(石油加工)(2018年2期)2018-04-12 02:39:56
制冷技术(2016年2期)2016-12-01 06:53:08
环境科技(2016年5期)2016-11-10 02:42:10
化工进展(2013年3期)2013-08-02 08:15:22
中国钨业(2011年2期)2011-12-31 13:24:50
