
主动压辊精密卷绕在拨叉卷绕机上的应用
2017-09-14 07:35郭振兴
纺织科学研究 2017年9期
郭振兴
北京中丽制机工程技术有限公司 北京101111
主动压辊精密卷绕在拨叉卷绕机上的应用
郭振兴
北京中丽制机工程技术有限公司 北京101111
本文主要概述了在拨叉卷绕机上主动压辊精密卷绕控制系统的构成,主动压辊对丝饼底层丝的优越性和丝饼卷绕时横动拨叉的控制方式。
主动压辊 精密卷绕 卷绕比
1 引言
随着高速纺丝技术的发展,化纤机械日益向高速化、数字化、精密化方向发展。化纤生产厂家对丝饼的成型和退绕的要求越来越高,为跟上市场的需求,北京中丽制机工程技术有限公司推出了主动压辊精密卷绕控制系统的拨叉型卷绕机。
此种机型改变了传统的压辊驱动方式,由原先的依靠卡头转动时卡头和压辊之间产生的摩擦力带动,变为采用单独电机主动控制。这种控制方式减少了由摩擦力间接带动导致的压辊转速不稳及精度低的问题。在改进了压辊转动的驱动方式的基础上,配合横动拨叉上使用的卷绕比控制技术,解决了底层丝过尾率低和丝饼出现叠丝退绕困难的关键问题,提高了丝饼的优等品率。
2 卷绕机控制系统构成
(1)合信S7-200 CPU328 PLC:采集卷绕机上的各个传感器信号,进行逻辑运算后输出控制信号,控制卷绕机的逻辑动作,以及同变频器和上位机的数据交换和实时数据通讯。
(2)明电舍的DSF2变频器驱动:对压辊和两个卡头采取闭环速度控制,通过高速传感器对速度采集运算后,对电机进行转速控制。由于横动采用的同步电机,因此采用开环控制,根据设定的纺丝速度和卷绕角度,计算出对应卷绕比,进行对电机的转速控制。
(3)上位机:对卷绕机运行状态和相关参数的设定和监控。
2.1 PLC的选择
S7-200 CPU328 PLC是集动作逻辑控制、变频器驱动控制以及信号传输接口等所需功能为一体的小型可编程控制器。主体标准装备DI32点,脉冲输入2电路输入端子与DO32点的输出端子,一个模拟量输出口,以及2条线路的RS-422/485通信端口和1条RS-485自由口。PLC通过执行用梯形图与文本型语言编写的程序,对目标设备进行总体控制。
2.2 变频器的选择
DSF2变频器是对压辊电机、卡头电机、横动电机速度控制的核心部分。有四个速度采集端口和一个与PLC通讯的端口。由高速传感器对电机速度的反馈值和当前纺丝速度的设定值,在变频器内部运算后,对压辊和卡头电机输出正确的速度值。横动控制采用卷绕比控制方式,通过卷绕角的设定,计算出卷绕比,卡头和横动在一定直径范围内,通过调整速度来保证卷绕比恒定。
3 卷绕机控制原理
3.1 卡头工作原理
由图1可知,当机器启动卡盘BH1加速到初始卷绕速度后,叠加一个挂丝超喂(挂丝超喂为纺丝速度的百分比值),开始生头挂丝。当丝束进入纸管的尾丝槽后,其速度降到卷绕速度,开始正常卷绕。当卷绕时间快到时,卡盘BH2加速到卷绕超喂速度。这时,BH1也在卷绕速度的基础上叠加一个满筒超喂,当二者的线速度相同时,两卡盘进行换筒切换。切换到上面的BH2逐步恢复到纺丝速度,进入下一个卷绕周期,BH1开始减速停车[1]。
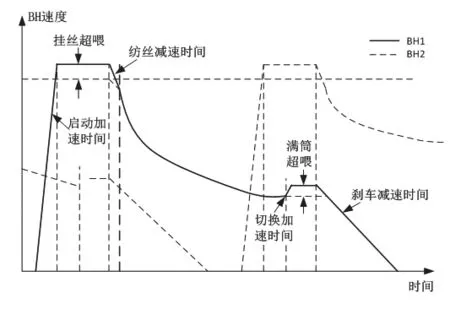
图1 卡头转动控制曲线图
3.2 横动工作原理
上述方法对于丝饼的成型不是很理想,容易造成丝饼在后序退绕时出现断头,退绕不干净等问题。而且在出现叠丝时还会引起机器震动,影响机器使用寿命。
通过对卷绕控制技术加以改进,采用精密的卷绕控制技术使横动的速度随着卡头的转速变化而变化,保证卷绕比WN(其计算公式为:WN=BH÷TR)值不变。其工作原理就是通过高速测速传感器,测出卡头的实时转速,丝饼线速度值不变,变频器计算出卡头转速的变化曲线。如图2所示,横动速度在一个卷绕比区间内,按相同的比例值降低速度,从而保证卷绕比WH保持不变,当横动速度降到最低后跳到下一个卷绕比。使丝束在丝饼上有规律的排布,避免了叠丝、断头等问题。
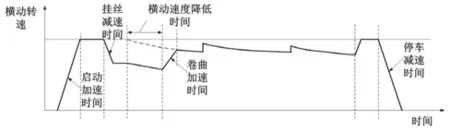
图2 横动控制曲线图
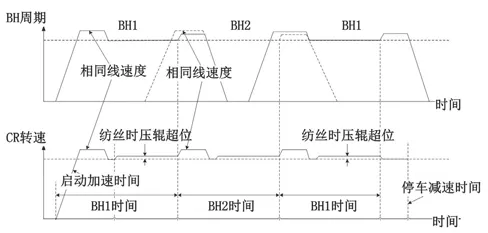
图3 压辊控制曲线图
3.3 压辊工作原理
底层丝质量是影响产品品质的重要因素。这是由于以前压辊是靠卡头的摩擦力传动,而改变摩擦力大小的方法就是增加压辊与卡头的接触压力。压辊和卡头接触压力过大或过小,都会对丝束成型有影响。
主动摩擦辊就很好的解决了这一问题。通过对压辊电机的闭环控制,使压辊速度与卡头速度相匹配,减少他们之间的摩擦力,使底层丝减少损伤,从而减少毛丝和断头的概率。
在卡头切换且开始纺丝后,如果压辊在纸管绕上丝之前接触,压辊和纸管有可能损伤,因此在接触之前有一个短暂的延时,以保护压辊和纸管。
4 主动压辊精密卷绕技术特点
(1)操作简单,用户只需设定纺丝速度、生产时间、泵供量等直接工艺参数即可。
(2) 横 动采用卷 绕 比[WN=BH(rpm)÷TR(rpm)=C]的 控 制 方式。并具有智能操作模式,在用户给出诸如卷绕速度、动程、各直径段卷径角等工艺参数后,系统自动计算出各个阶段卷绕比,以达到丝饼的良好成形及解舒性。
(3)由于使用精密卷绕,使丝束按照卷绕比的计算排布很均匀规范,减少叠丝的概率,从而减少机械振动的问题。
(4)压辊的速度可调控,根据工艺要求可以满足压辊与卡头的速度差。
(5)压辊与卡头之间不需要像被动压辊一样的很大接触压力,能更好的控制丝饼的成型。
5 社会效益
主动压辊精密卷绕控制系统,适应了新型的全自动高速卷绕机的技术发展方向,其具有结构简单、节能稳定的特点和较高的技术含量,降低客户的升级改造成本,以及后续维护成本和生产成本,提高了生产效率和产品质量,保障了市场对产品品质的更高要求。在化纤市场从要求产量到要求质量的大背景下,保障了客户产品在质量上的竞争力,得到了客户的认可。
[1]魏建.化纤长丝紧密精密卷绕的控制技术[J].中国纺织大学学报,1998,24(1):30-33.
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
橡塑技术与装备(2022年5期)2022-05-17
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
橡塑技术与装备(2018年21期)2018-11-13
创新作文(1-2年级)(2016年4期)2016-05-14
橡胶工业(2016年11期)2016-02-24
燕山大学学报(2015年4期)2015-12-25
蚕桑通报(2015年1期)2015-12-23
