
B型地铁转向架横梁组成焊接变形控制
2017-09-11 14:23樊亚斌
电焊机 2017年8期
付 瑶,樊亚斌,崔 岩
(1.中车唐山机车车辆有限公司 转向架技术中心,河北唐山 063035;2.中车唐山机车车辆有限公司 转向架厂,河北 唐山 063035)
B型地铁转向架横梁组成焊接变形控制
付 瑶1,樊亚斌2,崔 岩1
(1.中车唐山机车车辆有限公司 转向架技术中心,河北唐山 063035;2.中车唐山机车车辆有限公司 转向架厂,河北 唐山 063035)
针对B型地铁转向架横梁组成生产过程中焊后变形量大的问题,分析产品结构和现场焊接变形量统计数据,影响焊接变形量的主要因素有三个:焊前的组装放量尺寸、焊接顺序、焊接参数。改进B型地铁转向架横梁组成的焊接工艺,即采用调整组装放量、焊接顺序、优化焊接参数、控制焊接层间温度四个措施来实现减少焊接变形和焊后调修工作量。
焊接变形;焊接顺序;横梁组成
0 前言
B型地铁横梁组成中牵引拉杆座、齿轮箱牵引拉杆座、齿轮箱吊座与横梁管的连接焊缝多为环形焊缝,具有坡口大且集中于横梁组成中间部位的特点。焊接方式通常为手工焊接与机械手自动化多次协同焊接作业,这样会造成焊后横梁组成发生较大的变形,需要多次火焰调修。而多次火焰调修会降低接头强度和韧性,对转向架的整体性能有一定影响,给行车安全带来隐患。因此在B型地铁横梁组成生产制造的过程中,如何减小横梁组成的焊接变形量,达到可控范围内,是亟待解决的技术问题。
1 横梁结构尺寸
B型地铁横梁是由2根横梁钢管和2个纵向梁、2个电机吊座、2个齿轮箱吊座、2个齿轮箱牵引拉杆座、2个牵引拉杆座组合成的“#”字形闭合结构,如图1所示。容易产生较大焊接变形的3个尺寸[1]:牵引拉杆座到横梁中心尺寸L1;齿轮箱牵引拉杆座到横梁中心尺寸L2;齿轮箱吊座中心到横梁中心尺寸L3。
2 影响焊接变形因素
牵引拉杆座、齿轮箱牵引拉杆座、齿轮箱吊座与横梁管的连接形式环形焊缝多集中于横梁组成的中间部位,为对接和角接的组合焊缝,要求进行三层三道焊,见图2。较大的坡口填充量会引起焊接变形[2];组装放量、焊接顺序及参数均可影响焊接变形量。
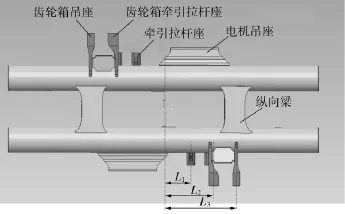
图1 B型地铁横梁组成结构示意
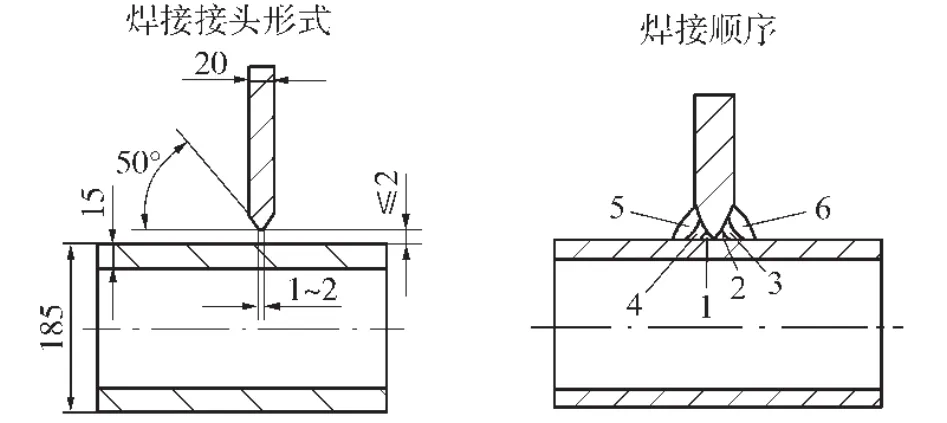
图2 焊缝形式示意
3 焊接变形控制
3.1 焊前组装放量的调整
焊接的反变形量是在焊接前对工件的线性尺寸做出改变,以补偿焊后变形所作的调整。统计L1、L2、L3焊接前后尺寸的变化,将牵引拉杆座、齿轮箱牵引拉杆座、齿轮箱吊座到横梁中心的距离分别加大2 mm,并改造组装工装。便于在以后的批量生产中不会因组装出现误差而造成返修,同时也有利于提高组装效率。
3.2 焊接顺序的调整
B型地铁横梁组成采用的是手工焊接加机械手焊接的生产模式,无法采用对称焊接的焊接顺序。鉴于此,将焊接顺序调整为:横梁组成组装完成后由手工焊进行牵引拉杆座、齿轮箱牵引拉杆座、齿轮箱吊座与横梁管的连接焊缝打底层焊接,然后由机械手进行电机吊座、齿轮箱吊座与横梁管连接焊缝填充层、盖面层的焊接,最后再由手工焊进行其余机械手因空间限制无法达到的焊缝填充层、盖面层的焊接。这种焊接顺序有效控制了焊接变形。
3.3 焊接参数的调整
现场统计发现焊接变形主要产生在打底层。根据EN1011-1-2002中热输入量为Q=kUI/v,减小电流、电压或提高焊接速度可减少焊接输入量[3]。但如果提高焊接速度,易出现咬边、层间未熔合等焊接缺陷。为了保证减小电流而不影响熔深,还需修正弧长和降低电弧挺度。通过在试验板上进行焊接做金相得知,220 A的电流弧长修正和电弧挺度均调到-5,与260 A电流弧长修正和电弧挺度均为0时得到的熔深相同。所以将打底层的焊接电流由260A降低到220 A。具体参数如表1所示。
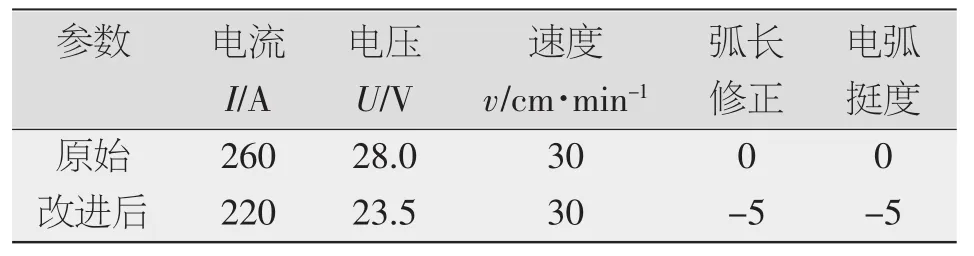
表1 焊接参数的调整
3.4 层间温度的控制
层间温度过高是导致焊接变形的又一重要因素[4]。经过多次试焊总结得出焊接变形较小且能保证生产效率的层间温度,并结合环境温度以秒为单位转化成时间。固化在焊接程序中,方便控制。具体方法即在机械手焊接完成打底层后增加延时等待程序,延时程序完成后,再进行填充层的焊接,以此类推。
4 结论
通过批量调研横梁组成后焊后变形,得到影响横梁组成焊接变形因素有3个——焊接前放量、焊接顺序和焊接参数。通过改进B型地铁横梁组成的焊前组装放量、调整焊接顺序和焊接参数等方法,达到减小横梁组成焊后变形和减少焊后调修的目的。
得出结论:(1)通过调整焊前组装放量,可以减少牵引拉杆座、齿轮箱牵引拉杆座、齿轮箱吊座到横梁中心的相对位置变形。(2)合理选择机械手与手工焊接之间的打底、填充和盖面的焊接顺序,可减少焊接变形量[5]。(3)减少电流参数、编制机械手打底与填充层焊接延时程序,控制层间温度,减少热输入量,进而控制焊接变形的产生。
[1]赵克俭,李文.CRH2高速动车组焊接构架变形预测与控制[J].城市建设理论研究·电子版,2014,23.
[2] 林焱彬.大型钢结构制作中焊接变形的控制[J].中外企业家,2016(20):10.
[3]李维,梁玉姣.100%低地板现代有轨电车项目车顶空调框焊接方法分析[J].科技尚品,2016(3):274.
[4] 刘宗鑫.钢材焊接变形的因素及控制方法论[J].城市建设理论研究·电子版,2014,9。
[5] 张波,张建军,刘尧.浅谈分离器的焊接工艺[J].城市建设,2012(16):[页码不详].
Welding deformation control of crossbeam of type B metro bogie
FU Yao1,FAN Yabin2,CUI Yan1
(1.Bogie Technology Center,CRRC Tangshan Co.,Ltd.,Tangshan 063035,China;2.Bogie Technology Center,CRRC Tangshan Co.,Ltd.,Tangshan 063035,China)
According to the B type bogie beam of the large amount of deformation in the production process after welding,spot welding deformation analysis of the product structure and quantity statistics,there are three main factors influencing the welding deformation of welding assembly before the volume size,welding sequence,welding parameters.The welding process for improving B type metro frame beam components,that is,five measures to adjust the assembly volume and welding sequence,increase the rigid support,optimize the welding parameters and control the inter-weld temperature to reduce the welding deformation and post-weld repair work.
welding deformation;welding sequence;crossbeam composition
TG457.11
B
1001-2303(2017)08-0114-02
10.7512/j.issn.1001-2303.2017.08.22
2017-04-04
付 瑶(1988—),女,工程师,硕士,主要从事转向架相关工作。Email:45696608@qq.com。
本文参考文献引用格式:付瑶,樊亚斌,崔岩. B型地铁转向架横梁组成焊接变形控制[J].电焊机,2017,47(08):114-115.
猜你喜欢
山东冶金(2022年3期)2022-07-19
哈尔滨铁道科技(2020年4期)2020-07-22
制造技术与机床(2019年12期)2020-01-06
西南交通大学学报(2018年5期)2018-11-08
制造技术与机床(2017年4期)2017-06-22
西安交通大学学报(2016年10期)2016-12-22
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
铁道机车车辆(2016年3期)2016-10-25
风能(2016年12期)2016-02-25
铁道运营技术(2015年3期)2015-12-23
