废轮胎利用的魔力组合法
2017-09-05 09:13:15陈汇宏鱼伟令
世界橡胶工业 2017年7期
陈汇宏, 鱼伟令
(1. 华东理工大学,上海 200237;2. 上海橡胶制品研究所有限公司,上海 201702)
废轮胎利用的魔力组合法
陈汇宏1, 鱼伟令2
(1. 华东理工大学,上海 200237;2. 上海橡胶制品研究所有限公司,上海 201702)
简述了废轮胎利用史所积淀形成的热裂解、精细胶粉、再生橡胶等经典工艺。由于这些工艺至今仍存在绿色和效益难以两全的缺陷,行业中出现了诸多难以统一的选径用器之争。建立了新颖的路径模型,并由此提出一种处理利用废轮胎的组合法。这种组合法能取现有废轮胎处理利用的各法之长,并化解各法之劣,一种变废轮胎利用的选径用器之争为集优转劣的串珠成链式合奏,有利于实现对废轮胎的资源循环利用。
路径模型;废轮胎;废橡胶;热裂解;再生橡胶;精细胶粉;废轮胎裂解炭黑
0 前 言
由车上换下且不能通过维修翻新再上车利用的轮胎被定义为废轮胎。废轮胎的利用方案有:原型利用,如作车、船的防撞缓冲隔离件,以及船和码头的防撞护舷等;破碎后利用,如制作鞋底、修鞋配件等;在破碎基础上再粗碎至过5~20目的利用,如作运动场塑胶跑道的填充胶粒;在破碎基础上再粗碎至过20~40目的利用,如再生橡胶或精细胶粉的原料等;用废轮胎原型或破碎块或粗碎粒经干馏(即热裂解处理)后的利用,可获得燃料油;用废轮胎作燃料的利用,以及用废轮胎作海中人工渔礁等等。
在我国,历经市场实践检验,目前能量化生产的主要有三种利用方案——即裂解、胶粉、再生胶。在新版的《中国轮胎循环利用行业“十三五”发展规划》中,对包括这三种经典工艺在内的废旧轮胎资源利用业的指导性国家规划是“到2020年,基本建立适合我国废旧轮胎资源循环利用的法律法规及标准、政策体系和统计信息服务体系;初步建立规范的废轮胎回收体系。全国从事废旧轮胎循环利用的符合各专业准入条件的企业达到300家;废轮胎平均回收率达到95%以上,无害化和环保达标利用率达到80%;载重轮胎翻新率提高到35%,巨型工程轮胎翻新率提高到40%,轿车轮胎翻新率达到5%;再生橡胶年产量达到500万 t;橡胶粉年产量达到100万 t;热裂解年产量达到50万 t。”[1]
1 绿色诉求引发选径用器之争
废轮胎有资源和污染的双重特性。近些年经过行业内的不断技术进步,在彻底淘汰了再生胶的水法、水油法后,水污染被革除了。现时行业中公认的治污目标是空气污染。至于如何攻克空气污染,行业和科技界的专家对此存在着工艺路径和用器装备的选择之争,就裂解、胶粉、再生胶三者所给出的争鸣意见,有代表性的有以下这些。
1.1 对热裂解行业的意见
正方认为:热裂解是废轮胎循环利用的最后环节,是将废轮胎“吃干榨净”的重要手段[1],其对废轮胎来讲能被百分之百利用,并可最终获得废轮胎质量90%的产品(指燃料油、钢丝、裂解炭黑渣之和约等于90%,另约10%可燃气已被作裂解燃料自用了)。这是目前废轮胎被绿色化转化率最高的方案了,故应大力发展。当然热裂解不能采用土炼油类有污染性的生产装置,同时还需加强对裂解炭黑出路的开发和对燃料油的提质研发等,应在进一步提高效益的同时,更注重对裂解炉尾气、炭黑粉尘等的治理。更重要的是,其能处理利用小汽车用弃的半钢子午胎,而现时已产业化的精细胶粉、再生胶工艺路径皆不能利用之。
反方认为:“热裂解”不符合中国国情,更不能作为当今废轮胎处理的发展方向。其理由是国家在“热裂解”项目上推了多年,除了生产“热裂解”设备的企业获得了利润外,投入“热裂解”项目的企业基本依靠国家项目资金维持生存,基本上无利可图。更重要的是35%所谓的“炭黑”,也就是“轮胎渣”,根本无法获得市场认可[2]。
1.2 对精细胶粉行业的意见
正方认为:橡胶粉直接应用是国际公认的废轮胎环保型、资源型的无害化加工利用方式,故应向发达国家看齐,大力发展胶粉,淘汰再生胶。
反方认为:在我国主要推广的是常温橡胶粉,其与国外用冷冻法生产的胶粉在过100目胶粉的含量上存在明显的质量差距,故在国内没能解决胶粉提质技术的情况下,市场又仅有呈激烈竞争的沥青改性这一应用领域,发展并不顺畅。另外,不能认为用废轮胎制成的细胶粉就是完全无污染的,因为从废轮胎破碎分离出的钢丝、尼龙纤维骨架材料,其总量占到废轮胎质量的1/3,这其中总杂有少量硫化橡胶粉粒,会在其下游热加工利用时发生烟性空气污染。这种污染很容易被忽视,而其污染烈度远胜再生胶脱硫罐所冒出的烟气。故用废轮胎制成胶粉,其产品清洁化得率和被使用率至多是废轮胎质量的2/3,这还远不如裂解法。更何况裂解法还能处理利用半钢子午胎。
1.3 对再生橡胶行业的意见
正方认为:我国是橡胶资源极端缺乏的国家,再生橡胶是现阶段较精细胶粉更能被我国橡胶制品业所接受的废轮胎橡胶再生质产品,已成为继天然橡胶、合成橡胶之后,我国橡胶工业不可或缺的第三大橡胶资源。诉其污染,主要是集中在脱硫工序。淘汰高耗能、简陋、不安全的落后设备,淘汰煤焦油和污染型活化剂,制定再生橡胶行业自律标准,改变再生橡胶高温高压脱硫工艺,采用常压连续再生工艺,定能使产业向低碳绿色方向发展。
反方认为:再生橡胶行业多年来虽有技术进步,但与社会对环保的急迫要求相比,进程还是太慢!其所谓已排上治污攻坚议程的内容还仅仅停留在脱硫工序无臭和产品在室温下无臭等底线要求上,远未触及产品在下游热硫化时也要无臭这一难题。与制胶粉一样,再生橡胶也未能触及总量占到废轮胎质量1/3的从废轮胎破碎分离出的钢丝、尼龙纤维的清洁化出路难题。所以综合地讲,其污染烈度排于精细胶粉之前,即居于裂解、胶粉、再生胶三者之首,故对其要限制发展。
1.4 对用器装备的选择之争
正方认为:要淘汰废轮胎粗碎工序的耗劳式简陋小三件(切圈、切条、切块),淘汰再生橡胶脱硫工序的间歇式动态脱硫罐,推广连续式常压脱硫机组。这是因为耗劳式简陋小三件难以实现安全生产;间歇式动态脱硫罐在进、出料环节难以将臭气密闭;连续式常压脱硫机组便于密封,且可将臭气变得易于处理,可有组织地排放。
反方认为:不应强制淘汰耗劳式简陋小三件,因为其符合国内的市场现实,对其存在不安全性的瑕疵应耐心地寄希望于技术创新;不应强制淘汰再生橡胶脱硫工序的间歇式动态脱硫罐,但可限令其实施技术改造。动态罐所出产品的均一性好,质量稳定,现已出现进、出料环节操作可实现降温和密闭的装备了。而要推广连续式常压脱硫机组,还应尽快解决此种机械所出再生橡胶产品的均一化瑕疵等问题。
1.5 对选择产品的剂型之争
正方认为:现时再生胶为卷片后割成的块状,其生产和使用时都耗能严重,应创新发展节能的粒状产品。
反方认为:现时与常压连续脱硫机共推的免精炼颗粒状再生胶有着暂难克服的缺陷,即,产品中的钢丝屑粒比较多;相对缺少均一化过程,产品的质量波动较大;包装袋费用大于块状再生胶。
2 数学建模,叠求佳值
2.1 使用模糊数学,建立路径模型[3]
2.1.1 依据条件
任一种废轮胎的再生利用方式都可以在平面纸上用“一长串的工艺方框图”来表示;任一种废轮胎的再生利用方式所遇到的问题,都可以在其一长串的工艺方框图中用某一个或一个以上的方框具体标出,即“问题方框”。
2.1.2 建立路径模型表示图
对前述的“一长串工艺方框图”,可以简略地在平面纸上设曲线Cx来表示(x代表不同的工艺方框图);对前述的“问题方框”,可以简略地用在所设曲线Cx上再加设标注点Dy来表示(y代表不同的具体问题方框);对所用原料——废轮胎,可以简略地设○,并在其中加注∑Ai,表示为曲线Cx的起点(i代表废轮胎的某品种,∑表示连加);对所得的产品(如再生胶、胶粉、裂解产物等),可以简略地设□,并在其中加注∑Bj,表示曲线Cx的终点(j代表产品的某品种,∑表示连加)。图1所示即为三点一曲线的通式图形,这就是路径模型的最简图形表达式。
图1中,○和∑Ai表示所用原料——废轮胎的集合(i是具体的废轮胎某品种);□和∑Bj表示所得产品的集合(j是具体的产品某品种);曲线Cx表示任一长串的工艺方框图(x代表不同的工艺方框图);Dy表示任一问题方框(y是具体的不同问题方框)。

图1 路径模型的最简图形表达式
如将现有的废轮胎裂解、胶粉、再生胶三法经典工艺路径代入图1,实施图1的Ⅰ级展开,即得图2。
图2是被代入了裂解、胶粉、再生胶三法经典工艺路径后的简略表述,即原图1中∑Ai变成了图2中的A1——斜交废轮胎、A2——全钢子午废轮胎、A3——半钢子午废轮胎所组成的废轮胎原料集合。原图1中∑Bj变成了图2中的B1——再生胶、B2——精细胶粉、B3——热裂解油、B4——经热裂解后所得的钢丝所组成的产品集合。
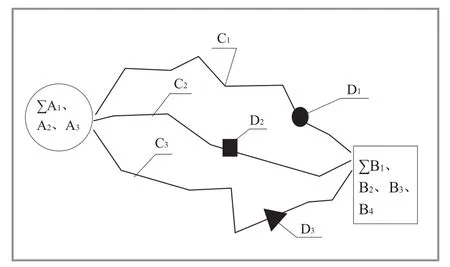
图2 路径模型的I级展开表达式图形之一
原图1中曲线Cx和其上标注的Dy变成了图2中的曲线C1——现时再生胶的工艺路径方框图以及曲线C1上的标注点D1——含胶粉粒的钢丝、尼龙骨架等缺陷,曲线C2——常温精细粉碎的工艺路径方框图,曲线C2上的标注点D2——含胶粉粒的钢丝、尼龙骨架等缺陷,曲线C3——裂解炼油的工艺路径方框图,C3曲线上的标注点D3——低值炭黑等缺陷。
从图1(路径模型的最简表达式图形)和图2(路径模型的Ⅰ级展开表达式图形)看,不但能将历史上种种废轮胎的利用方式简化标注成三点一线图,更是将业界所要求的将废轮胎原料A无污染(即通畅地不遇阻碍D)地经过程C制成绿色高值的产品B的模糊要求,清晰地简化提炼成犹如从A地如何通畅地不遇阻碍D而到达B地的交通排堵或绕堵问题了。
在废轮胎资源循环利用行业的传统方式中,裂解、胶粉、再生胶三种工艺路径总是分叉后就不再有传质交往,三者各自遇到传质阻碍点Dy,并在自身工艺路径中实施强力排堵。这就好比在高速公路上遇车祸被堵,只有将受损车辆强力运走再恢复道路通车这一种方式似的。
以下介绍的组合法,就是要开拓交通排堵的另一方式,即在A地到B地的数条(其间无通行关系)道路各自受堵时,采用在各受堵道路Cx间设置便道的方式,巧妙绕开各阻碍点Dy。
根据组合法创新的“将废轮胎制超细胶粉母料”新技术,能在图2中所示的C1、C2、C3之间设置传质通道,具体如图3所示。
图3中,E1——在C1(现时再生胶的工艺)与C3(裂解炼油的工艺)间设置的传质通道;E2——在C2(常温精细粉碎的工艺)与C3(裂解炼油工艺)间设置的传质通道;E3——在C3(裂解炼油工艺)与C2(常温精细粉碎工艺)之间设置的传质通道。
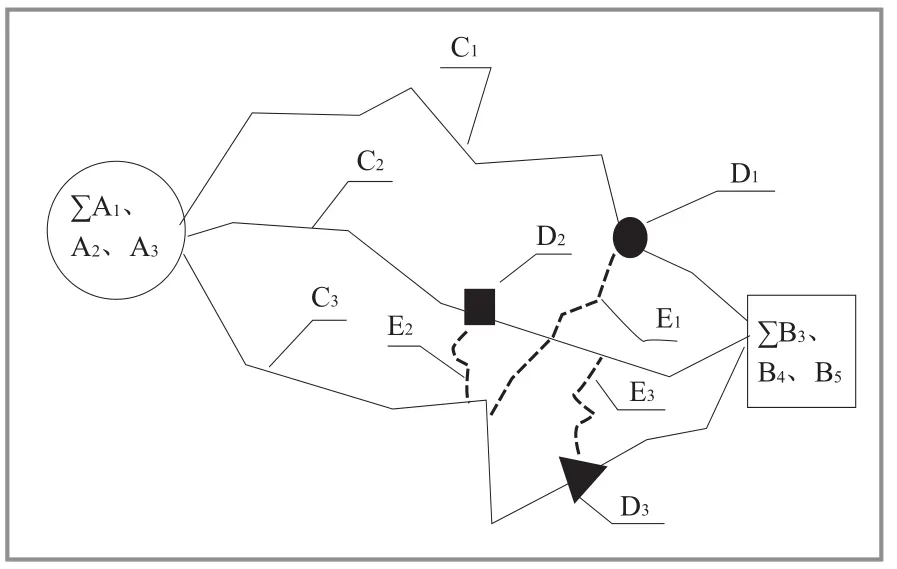
图3 在图2所示C1、C2、C3之间设置了传质通道
这些通道的作用在于至少将杂钢丝、尼龙骨架D1、D2通过传质通道E1、E2导于C3,经C3裂解过程装备的加工,变成了热裂解油B3和热裂解后所得的钢丝B4;至少将低值炭黑D3经传质通道E3导入C2,最后得到超细胶粉母料B5。
要指出的是,图3中所述的新设传质通道E1、E2、E3,要经过更进一步的研发论证工作才能具体地建立起来;理论上讲,在图2所述的C1、C2、C3之间能设置出无穷多条传质通道Ey→∞;图1为路径模型的最简图形,其可进一步展开。
上述介绍的路径模型的学术意义在于:能化繁为简,将纷繁的种种技术进步和其尚存的问题以简洁的路径图形式,如沙盘状呈现出来,便于人们理解问题之所在并提出解决方案。
2.2 路径模型结合各经典工艺,催生组合法
将裂解、胶粉、再生胶三者的经典工艺路径的主线绘于图4。将图4经开发实践工作检验确认后,获得图5。
新创的这种组合法已先后获得多项荣誉:2015年获中国物流与采购联合会颁发的科技进步二等奖(证书号CFLP2015-02-02-40,获奖名称“用全额绿色高值节能化四项全扣合式组合法将废轮胎制成超细胶粉母料新技术”)[5-6];2010年在第二届上海发明创新大赛上,获上海发明创新二等奖(证书号101010,获奖名称“橡胶产业链和谐链接新技术”)[7];2009年获第二十二届上海市优秀发明选拔赛优秀发明金奖(获奖名称“废旧轮胎、废杂塑料资源循环高值利用技术及成套装备”)[8];2008年获首届上海民间发明创新大赛(浦东杯)二等奖(获奖名称“废旧轮胎资源全额高值绿色化循环利用技术及成套设备”)[9]。
利用组合法首获的废轮胎再生质主产品是超细胶粉母料。经试用等检测实践证明,其可以较常规再生橡胶或精细胶粉3~6倍的量,高比例地掺配于通用型橡胶制品中;具有相对密度1.25、拉伸强度12 MPa及绿色环保等特点,可替代相对密度≥1.4、拉伸强度10~12 MPa的橡胶(天然橡胶或通用型合成橡胶)和炭黑、氧化锌、填料等高价新料的集合。
3 组合法的魔力
3.1 对废轮胎热裂解的新定位
在组合法中,裂解是不可或缺的配角。裂解占量至多仅占废轮胎总质量的1/3,热裂解路径段的作用至少有:吃尽再生橡胶或精细胶粉路径不能吃或和吐出的物料,如含有细硫化胶粉粒的钢丝或尼龙纤维等;吐出能助精细胶粉出过100目硫化胶粉的助磨剂——裂解炭黑。

图4 现有废轮胎处理利用的三种经典路径

图5 经新促传质通道后获得的新图4
3.2 对废轮胎再生橡胶的新看法
在组合法中,再生胶的最核心段被保留。即原处理路径中动态罐或螺旋或螺杆挤出机组合装置的工作负荷将被削减,如削去高耗能的滤胶、捏炼、精炼,降低塑化温度至少100 ℃,因为进罐或入机被热的胶粉粒径已是能轻松获得过80目不过150目筛的胶粉了!因出罐或出机物料后续已无须脱杂,故胶粉与软化助剂比例无须再受制于加工性的好坏,再加上使用环保化助剂,自然就能获得在生产和下游硫化时皆不冒烟的环保产品。
3.3 对废轮胎精细胶粉的新展望
在组合法中,细碎机改良后能挑大梁。所述的改良,其特征在于至少在细碎机前或后设置防尘的自动化配料系统。这种改良是使本为细碎纯硫化胶粉的细碎机,变得能够适应细碎或之后实施配方改性等处理硫化胶粉和炭黑等粉体混合物料的要求。这一改良使精细粉碎路径在组合法中有了真正赛过冷冻法的前景,也使再生胶路径的塑化加热温度能够降至橡胶受热冒烟温度之下,开辟了热裂解炭黑的升值通道。
3.4 对连续式塑化机的新诉求
在组合法中,被减负的塑化机更靠谱。所述的减负,其特征在于能将现时装备加热至250 ℃以上之温度至少减去100 ℃(因在组合法中已将进料胶粉粒径由现时的至粗过20目至细不过80目,变成至粗过80目至细不过150目筛,降温后使物料躲过了被降解发烟的温度),减除了滤胶、捏炼、精炼等。经过这些降温节能的减负,使生产车间尾气收集处理装置运行更稳定,产品在下游硫化时不冒烟,环保性更靠谱。
3.5 对间隙式动态罐的再认识
在组合法中,动态罐也有新用武之地。 所述“新用武”,其特征在于将其仅执行高温脱硫的原功能,延伸成为作高温脱硫、再趁热与后加的炭黑或轻质碳酸钙等粉体实施润湿预混的新操作。这一延伸能将罐内先生成的水蒸气以及一些松散的物态,皆作为与软化剂、炭黑等粉体实施润湿低转矩预混的有益资源而被利用了。这一延伸性改变将再生胶中间产物变成了某种混炼胶的中间产物。当然,动态罐还需进一步创新。
3.6 对廉价粗碎小三件也候望
在组合法中,粗碎小三件也有了生存之机。业内有80%的企业在废轮胎粗碎工序中使用切圈、切条、切块小三件。若不当使用小三件,会有粉尘污染和安全隐患。但若对其作防尘和安全性加设创新(事实上国内已有了多种小三件的改进装备在运行),并将其使用车间用摄像头、报警器与使用胶块的下家的质量、安全责任监管部门链接起来,在此创新改进的前提下,将其作为收集站装备,则亦能在组合法中获得新机。
3.7 使业内节点成果珠链合奏
组合法是以包括现有裂解、胶粉、再生胶三分岔经典路径在内的种种技术方案为基础,针对以往工艺方案都存在着单路独进和遇堵自排的惯性思维,采用路径模型理论,指出了可利用现有工艺路径中各有传质通行优势的路段实施组合,绕过了原各路径的受阻点。在路径模型中,不但能看出现有各工艺路径的优点和劣势,以及转劣为优的路径,更能将原料品种和产品的物理性能、剂型等参数,在上下游效益和环保之间清晰地找到最大公约数。总之,组合法是将业内各据成果、厚此薄彼的纷争,变成了各有千秋的产业化珠链合奏。
4 从组合法创新平台上展望废轮胎利用的新前景
综上所述,组合法更能符合我国国情和国家对废旧轮胎资源利用的中长远期规划,使裂解、胶粉、再生橡胶协同发展,使半钢子午线废胎的绿色高值利用成为可能,所获的种种废轮胎再生质产品将能承受更严格的有机挥发分限量规定。组合法符合(发改环资[2012]765号文)《国家发展改革委、财政部关于推进园区循环化改造的意见》中重点提出的“产业链接循环化”的要求,能成为橡胶产业链结构优化的插件。
[1] 中国轮胎循环利用行业“十三五”发展规划[EB/OL]. http://sanwen.net/a/eutbmoo.html.
[2] “热裂解”不应作为废轮胎利用的方向[EB/OL]. http://www.cria.org.cn/event/2/36905.html.
[3] 用路径模型导解废轮胎资源化难题——从方法论角度介绍超细胶粉母料等的创新[EB/OL]. http://www.cnki.com. cn/Article/CJFDTotal-JSZS201508030.htm.
[4] 首创组合法终使废轮胎实现资源绿色循环——橡胶工业可持续发展技术的重大突破 [EB/OL].
http://www.ezaisheng.com/news/show-29324.html .
[5] 推进废旧轮胎资源利用 橡源驰晨新技术打破瓶颈 [EB/OL]. http://www.xj91.com.cn/sangwu/QY_Shownews. asp?HYNew_ID=1516 .
[6] 2015年度中国物流与采购联合会科学技术奖获奖项目[EB/OL].http://www.docin.com/p-1362569880.html .
[7] 上海第二届发明创新大赛获奖名单 [EB/OL]. http://www.cainet.org.cn/html/152.html .
[8] 第二十二届上海市优秀发明选拔赛获奖项目[EB/OL]. http://wenku.baidu.com/link?url=isW9QoFCxhYM6c6vPD35r eBnCSnSV1mlYu54zU0bygUBmfW5B-jKDEUQoN6u5ygbwlytvvQcqo6YfczPcH8k2E6N5bN_L1C_kblASe3-9tG.
[9] 搭建民间发明成果转化的平台 [EB/OL]. http://www.cnki.com.cn/Article/CJFDTotal-HDKJ200812009.htm .
[责任编辑:朱 胤]
X 783.3
B
1671-8232(2017)07-0026-07
2017-04-17
猜你喜欢
发明与创新·初中生(2023年1期)2023-05-30 10:48:04
橡胶科技(2021年6期)2021-04-03 18:29:56
中学生数理化(高中版.高考理化)(2020年6期)2020-11-26 00:42:04
——记叙文选材组材创新方法之三
青少年日记(2018年3期)2018-11-30 06:43:21
中国公路(2017年10期)2017-07-21 14:02:37
橡塑资源利用(2016年6期)2016-03-03 05:26:17
橡塑资源利用(2016年1期)2016-02-25 13:30:41
中国资源综合利用(2016年6期)2016-01-22 07:28:54
橡胶工业(2015年7期)2015-08-29 06:33:16
中国铁道科学(2015年1期)2015-06-26 08:33:42