
3200m3高炉铜冷却壁功能恢复实践与创新
2017-09-03 10:32赵志军
中国钢铁业 2017年7期
赵志军 邱 耕 姜 曦
3200m3高炉铜冷却壁功能恢复实践与创新
赵志军 邱 耕 姜 曦
河钢邯钢公司8#高炉中修更换了铜冷却壁,恢复了炉体正常冷却能力,保证了炉况的安全顺行。在更换铜冷却壁过程中采取了多项创新技术,有效保证了中修质量、工期和安全,效益显著。在高炉炉缸状况良好,高炉正常的生产状态下,通过铜冷却壁功能恢复,高炉整体使用寿命预计可以达到一代炉役设计的使用寿命。
高炉 铜冷却壁 功能恢复
1.前言
河钢邯钢公司8#高炉于2017年3月中修完毕,中修更换了铜冷却壁,恢复了炉体正常冷却能力,保证了炉况的安全顺行。在更换铜冷却壁过程中采取了多项创新技术,有效保证了中修质量、工期和安全,延长了高炉使用寿命,经济效益较为显著。
2.中修前高炉铜冷却壁状况
河钢邯钢公司8#高炉设计炉容3200m3,炉型为全冷却壁结构形式,其中6、7、8、9四段为铜冷却壁,其余均为铸铁冷却壁。8#高炉2009年7月投产,随着炉役使用寿命的延长,铜冷却壁损坏日趋严重,2015年9月份开始铜冷却壁出现不同部位的破损,共计34根水管损坏,其中七段27根,九段7根,且水管损坏速度有加速的趋势,尤其集中在第七段炉腰处,之后采取安装铜棒点式冷却器的方式维持生产。截止2016年底,仅第七段冷却壁部位安装的点式冷却器数量已超过150个,这直接导致炉体冷却效果差,对高炉使用寿命造成了严重影响,也对高炉的正常生产操作构成巨大威胁,所以必须更换铜冷却壁,以恢复炉体的冷却能力。
3.点式冷却器安装集中部位炉壳钻孔强度的校核及处理
3.1 炉壳钻孔应力分析
在炉壳上开孔安装点式冷却器,必须随炉壳开孔数量增加或原有孔径增大才行,但也意味着炉壳承载能力的下降。由于8#高炉第七段冷却壁损坏严重,并且该部位由于安装点式冷却器开孔数量较多,故本次中修需要核算该部位炉壳应力集中情况,以便制定中修处理措施。本次中修前,根据高炉正常生产情况,应用ANSYS计算软件对炉壳孔洞应力进行了分析,针对炉壳开孔状况进行洞应力的弹性有限元计算,计算结果见图1、图2。
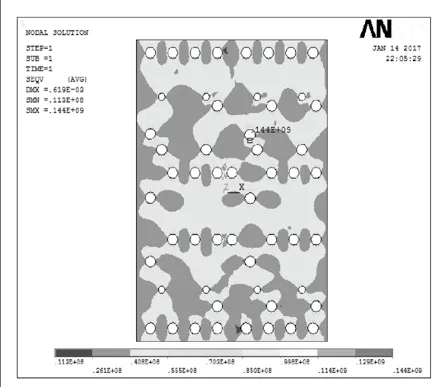
图1 第七段冷却壁位置炉壳应力分布云图
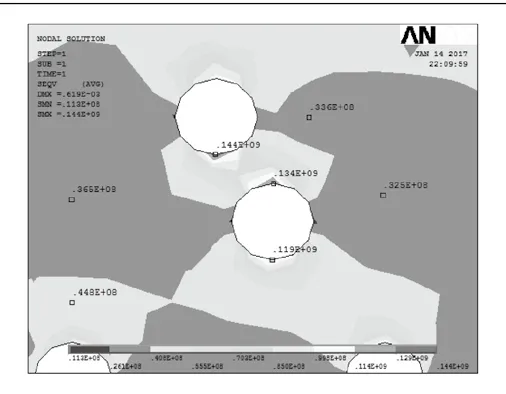
图2 第七段冷却壁位置炉壳应力分布云图局部图
从图中可以看出,最大应力位于图中所标识位置,最大Von_misess应力为144MPa,没有超过峰值应力下的应力强度的允许值:σ=3 [σ]=3×σs/1.5=2σs=550 Mpa
弹性分析结果表明,对于炉壳现状给定位置开孔情况,查询压力容器的标准,炉壳强度都符合要求,可以利旧。
3.2 高炉炉壳钻孔处理方案
从以上的分析可知,开孔后炉壳的最大应力只有144MPa,远低于压力容器标准中峰值应力下的应力强度的允许值。因此,这些孔的存在对炉壳不存在安全隐患。考虑到采用焊接方式补足这些钻孔的工作量巨大,而且焊接时产生的热应力、局部材料的性能破坏以及焊接时可能产生的微裂纹,都有可能引起炉壳寿命的降低,故采取冷态密封方式将这些孔洞进行封堵,即利用与炉壳厚度相同的锥形堵棒将原点式冷却器孔洞封堵,然后利用封板在炉壳外侧进行焊接密封。见图3。
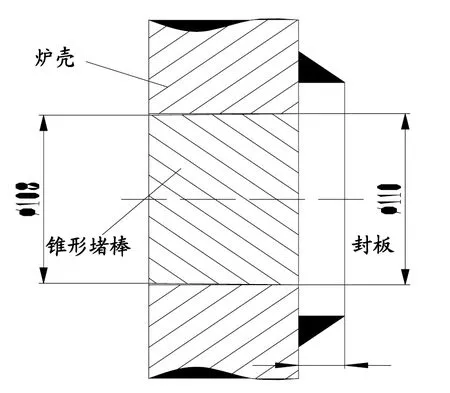
图3 点式冷却器安装孔封堵图
4.铜冷却壁更换方案优化
4.1 炉顶吊点设置
由于冷却更换过程工期紧、任务量大,需要通过炉顶大方人孔进行新旧冷却壁的倒运,利用溜槽更换梁安装挂设2个电动葫芦,作为新旧冷却壁进出大方人孔的吊装点,同时在炉壳上开8个孔,共计10个吊装点,在吊装点上方安装门架,挂设电动葫芦,用来吊装冷却壁。吊点具体布置见图4。
4.2 铜冷却壁吊点优化
该高炉在基建时铜冷却壁的吊环螺钉安装在冷却壁的顶部,在安装完毕一段冷却壁后,必须将吊环螺钉拆除后,方能进行上段冷却壁的安装。而本次中修仅更换四段铜冷却壁,不仅拆除吊环螺钉需要占用一定的工期,而且利用顶部吊环螺钉很难对最后一段铜冷却壁进行安装。故本次中修对铜冷却壁吊环螺钉的安装位置进行了优化改造,新制造铜冷却壁将吊环螺钉安装到内侧靠上端,这样不但每段冷却壁安装完毕后吊环螺钉不用拆除,还可有效保证第四段冷却壁的顺利安装。见图5。
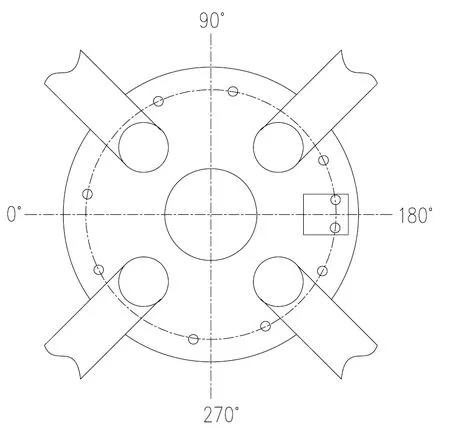
图4 冷却壁吊点布置图
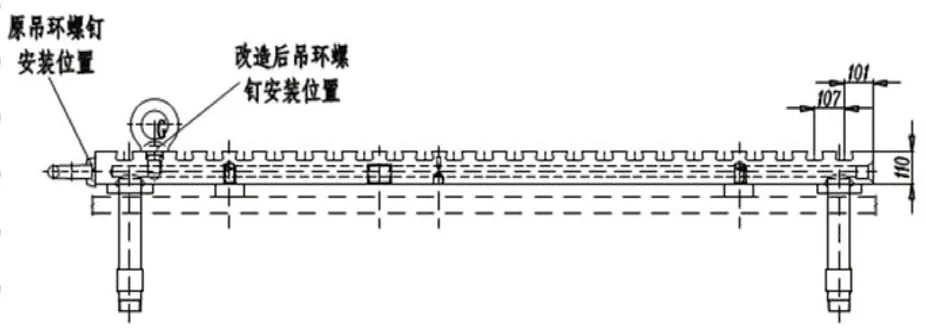
图5 铜冷却壁吊环螺钉改造示意图
4.3 冷却壁吊装
十三段冷却壁在炉体0°、90°、270°方向各拆除两块铸铁冷却壁及对应炉壳,作为冷却壁进出炉内通道,180°方向利用炉顶检修孔作为更换冷却壁的进出通道,更换完铜冷却壁后对第十三段冷却壁及对应炉壳进行恢复。铜冷却壁吊装及进出通道见图5。
5.第五段冷却壁损坏修复
该高炉6年前已发现第五段(风口段)冷却壁及耐材局部损坏,当时采用浇筑耐火料的方法进行修复,至今已使用近6年,仍未发现冷却壁水管漏水现象。由于第五段冷却壁处于风口部位更换难度大,炉缸耐火砖还要重新砌筑,若本次中修更换第五段冷却壁,不但增加中修成本,工期也要延长10日左右。故本次中修采取抗热震、抗渣铁侵蚀性能优异的喷注料进行修复,喷涂要求为修复破损耐材,要做到平滑、无明显凹坑或凸出部位,以利初始煤气流分布。具体喷注厚度视风口组合砖损坏情况而定。

图5 铜冷却壁吊装图
6.高炉湿法喷涂造衬
6.1 喷涂料
第6-9段铜冷却壁(炉腹,炉腰,炉身下部)采用抗渣铁侵蚀,抗热震的材料;10-15段高炉炉身中上部区域采用耐机械冲刷,抗热震的材料。正式喷涂之前,对炉墙进行高压水雾冲洗,要求经冲洗后的炉墙表面清洁、无松动物、能与喷涂料形成牢固结合。要求喷涂造衬形成的新炉衬,和冷却壁能形成牢固的结合,喷涂料反弹率≤5%。同时符合8高炉炉型尺寸要求,做到表面尽量平滑。形成新炉衬所用的喷涂料要求有快速干燥的性能,炉衬不出现剥落、松动和明显的裂纹。
6.2 喷涂厚度
第10段-第15段冷却壁喷注厚度以出燕尾槽100mm为基准,第6段-第9段冷却壁内衬厚度以出燕尾槽130mm为基准,并在喷注起点和终点平滑过渡找平。风口喷注厚度视风口组合砖损坏情况而定。
7.炉内扒炉处理作业
炉缸炉料清除步骤:检测炉缸内气体含量→安装照明设施接水电→定位设置吊运机具→开始吊运机具→风口处安装皮带机具→人员进入炉缸内开始施工→炉缸内施工结束设施撤出→清理作业现场→撤离施工现场。
8.中修质量保证体系和安全保证体系的实施
8.1 质量管理体系
8.1.1 质量目标
本工程整体质量符合合同要求。质量保证资料真实、完整、规范、及时、符合规定。
8.1.2 质量保证措施
(1)牢固树立“质量第一,用户至上”的质量意识,落实质量责任制,成立以项目经理为首的质量保证体系,强化过程管理。(2)坚持项目经理负责制的质量责任制,施工、技术、质检、材料供应等职能部门对各自职责范围内的质量工作,进行综合管理,严把质量关。(3)积极配合甲方对进行质量监督,检查和验收。(4)严格执行工程验收自检、互检、专检制度,发现质量隐患立即按规范要求进行整改,直至达到规范规定的质量要求。(5)全部工程材料必须具有产品质量合格证及使用说明书,而且施工前应做施工性能的检验。严格按设计图纸施工,按操作规程操作,按施工验收规范(或技术要求)检查验收,本着虚心求实的原则,自觉地接受业主的监督、检查。(6)严格按照ISO9001质量认证体系的要求,对工程质量进行全方位的监控。
8.2 安全管理体系
8.2.1 安全管理目标
无工亡、重大事故,无恶性险肇事故,杜绝重大设备、重大交通、重大火警事故。轻伤负伤率小于1.5‰。
8.2.2 安全保证体系
牢固树立“安全第一,预防为主”的安全意识,落实安全责任制,成立以项目经理为首的安全保证体系,强化过程管理。项目组设专职安全员,负责检修作业的安全检查,处理事故隐患,并认真填写安全记录。作业人员在各自的岗位上牢固树立“自我保护意识”,执行安全操作规程,不违章作业。
具体措施:(1)所有参加施工的人员都要进行安全教育,未经教育的人员不能上岗,业主负责对施工作业人员进行三级安全教育。(2)严格执行检修安全作业十不准。(3)严格遵守公司有关环保管理制度,严禁野蛮作业、污染环境。(4)特殊工种必须持证上岗。(5)作业人员开工前必须熟悉现场情况,明确安全通道。进入现场施工作业劳防用品必须穿戴整齐。(6)建立安全检查制度,设立专业人员组成的安全小组,24小时不间断地进行安全监督和检查,切实做好重点部位、危险部位安全防患措施,安全检查有记录,发现问题及时整改;做到对该项目实施全过程进行安全监控,确保“安全第一、违章为零”。(7)前期准备工作期间,由业主负责人确认作业区域煤气浓度、温度、氧气浓度及其它环境因素满足施工作业要求时,作业人员方可进场作业。(8)双方监护人员定时对作业区域进行测温、煤气/氧气浓度检测,并做好书面纪录。
9.高炉炉体冷却功能恢复的效果
河钢邯钢公司设备动力部对3200m3高炉中修项目实施全过程协调管理,通过上述技术措施及质量保证体系和安全保证体系的实施,圆满完成检修的安全、质量和工期要求,保证了项目实施的完整性,高炉各项经济技术指标得到较大提升。
该高炉铜冷却壁功能恢复前平均日产7000吨,燃料比532kg/t。恢复后平均日产7950吨,燃料比497kg/t;前后对比,增产950吨/日,降低燃料比35kg/t,年效益17940.31万元(该效益未考虑高炉使用寿命延长带来的巨大效益)。
该高炉铜冷却壁恢复炉体冷却能力,保证了炉况的安全顺行。因高炉炉缸状况良好,在高炉正常的生产状态下,预计高炉整体使用寿命能达到一代炉役设计使用寿命。此高炉炉体冷却功能恢复的实践采取了多项创新技术,对同类型大型高炉铜冷却壁功能恢复具有借鉴意义。
(作者单位:河钢邯钢公司设备动力部、中国钢铁工业协会市场调研部)
猜你喜欢
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
船海工程(2018年5期)2018-11-01
中国设备工程(2017年23期)2017-12-07
环球时报(2017-08-14)2017-08-14
继续教育(2017年4期)2017-04-25
民用飞机设计与研究(2015年3期)2015-12-07
中国经贸导刊(2015年27期)2015-10-10
船舶与海洋工程(2012年4期)2012-10-30
中小企业管理与科技·下旬刊(2009年9期)2009-03-08
