JA-65型聚氨酯胶辊的应用体会
2017-08-22 02:44:17杨效青
纺织器材 2017年4期
杨效青
(东营市宏远纺织有限公司,山东 东营 257500)
JA-65型聚氨酯胶辊的应用体会
杨效青
(东营市宏远纺织有限公司,山东 东营 257500)
为用好聚氨酯胶辊,从介绍聚氨酯材料的优良性能入手,将聚氨酯胶辊与其它胶辊进行成纱指标对比,从聚氨酯胶辊的硬度选择、磨砺、动态管理和保养等方面详细介绍聚氨酯胶辊在使用中的注意事项及使用管理要求。指出:通过合理选型、注重表面磨砺和处理,并进行科学管理和维护保养,可发挥聚氨酯胶辊的优异性能,实现节能降耗,减少用工,改善成纱质量的目的。
聚氨酯胶辊;硬度;磨砺;砂轮;抗绕性;动态管理
0 引言
聚氨酯材料有橡胶和塑料难以比拟的优良性能。其胶辊加工有3种方法:浇注型(CPU)、热塑型(TPU)和混炼型(MPU)。经多家企业近一年的试用证实,聚氨酯纺纱牵伸胶辊具有优良的弹性和吸振性,极小的压缩变形和极佳的耐磨性,有良好的抗静电性与抗缠绕性,耐油、耐日光,抗臭氧性极佳[1]。
在劳动力成本和用电成本居高不下,原棉质量和价格波动大的形势下,部分能耗高,技术落后,无利润的企业逐步倒闭或被淘汰。而胶辊作为纺织厂消耗量大的关键器材之一,对产品质量和产量影响很大;因此,选好、用好胶辊非常关键。我公司于2015年8月试用聚氨酯胶辊,并于2016年6月初逐步推广使用。现将我公司在试用、推广使用过程中,对聚氨酯胶辊的认识及经验进行总结和分享。
1 聚氨酯胶辊硬度的选择
经多方面试验比较,前纺并条工序选择JA-75型铝衬管胶辊,粗纱工序选用JA-65型聚氨酯胶辊,细纱工序选用JA-65J型聚氨酯胶辊。表1~表3为更换并条、粗纱和细纱胶辊前、后纺CJ 14.7 tex纱的成纱质量对比。由表中数据可以看出,使用低硬度的聚氨酯胶辊后,成纱质量有所改善。
表1 更换并条胶辊前、后成纱质量对比
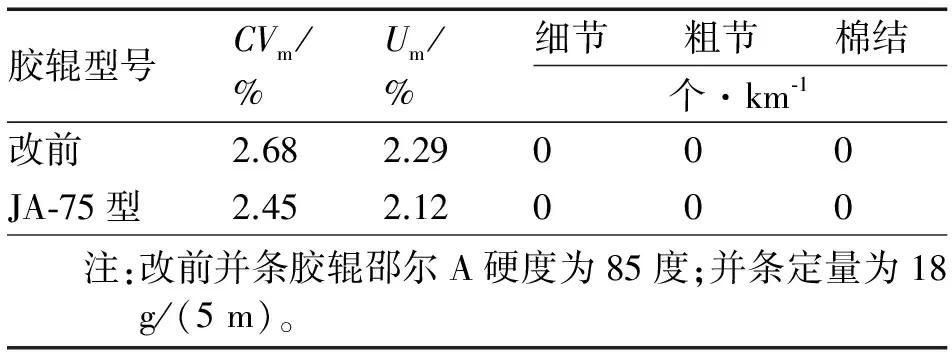
胶辊型号CVm/%Um/%细节粗节棉结个·km⁃1改前2.682.29000JA⁃75型2.452.12000 注:改前并条胶辊邵尔A硬度为85度;并条定量为18g/(5m)。
表2 更换粗纱胶辊前、后成纱质量对比
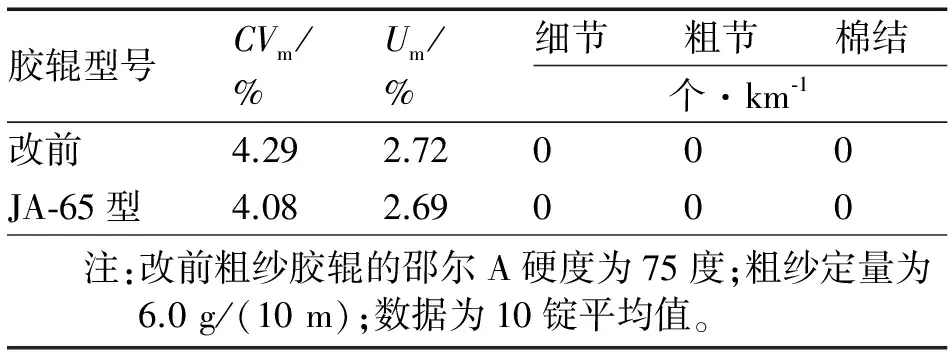
胶辊型号CVm/%Um/%细节粗节棉结个·km⁃1改前4.292.72000JA⁃65型4.082.69000 注:改前粗纱胶辊的邵尔A硬度为75度;粗纱定量为6.0g/(10m);数据为10锭平均值。
2 聚氨酯胶辊的磨砺
聚氨酯胶辊磨砺时表面易出现粗桔皮状或粘糊砂轮无法磨砺等问题,故磨砺时需注意以下方面。
2.1 磨床的选择
表3 更换细纱胶辊前、后成纱质量对比

胶辊型号条干CV/%CVb/%细节粗节棉结(+140%)棉结(+200%)个·km⁃1966型12.662.42.12125334JA⁃65型12.232.01.81924328
普通802型磨床由于磨砺参数不易调节及砂轮太窄的缘故,不适宜聚氨酯胶辊的磨砺。一般而言,聚氨酯胶辊磨床可选用通力纺机自动磨床,立达半自动磨床(60 mm宽砂轮系列)或曙光高效系列磨床。
2.2 砂轮的选择
选用白刚玉大气孔粒度为45号和60号,边宽为60 mm的砂轮,磨砺出的聚氨酯胶辊表面粗糙度最适宜纺纱。表4为JA-65型聚氨酯胶辊在不同磨砺条件下的表面粗糙度值。
表4 JA-65型聚氨酯胶辊在不同磨砺条件下的表面粗糙度值

砂轮粒度/号砂轮速度/(r·min⁃1)压辊频率/Hz表面粗糙度Ra/μm802400441.523602000240040441.1120.898452000240040441.1240.854 注:磨砺往复2次,拖板速度为450mm/min。
2.3 砂轮转速和砂轮与磨辊速比的选择
聚氨酯胶辊磨砺时,砂轮的转速宜高不宜低,一般为2400 r/min;磨辊和砂轮的线速比宜小不宜大,一般频率选择比较接近。
2.4 砂轮的清洁和修磨周期
聚氨酯胶辊磨砺时,砂轮和磨辊吹气及磨砺时间不宜太长。这是由于聚氨酯胶辊不耐高温,砂轮长时间工作后温升会影响磨砺质量;砂轮最好是每班修整,并注意适当加大胶粉的吸尘风量。
3 聚氨酯胶辊使用的其它事项
3.1 适纺性
理论而言,聚氨酯胶辊适纺任何品种,但在纺纯涤、中长纤维等牵伸倍数大且易缠绕,会对胶辊造成损伤的品种时,建议最好不要用;因为聚氨酯胶辊在温升超过70 ℃时,橡胶分子强度及抗静电、抗绕能力急剧下降,胶辊很容易磨伤、挤伤或啃坏。此外,在出条速度大于300 m/min的高速并条机上不宜使用聚氨酯胶辊[2-3]。
3.2 表面处理
聚氨酯胶辊相对丁腈胶辊而言,不易吸收涂料,但经过1∶5~1∶8的双组分涂料处理后,抗缠绕性明显提高;宜进行紫外线光照处理,但光照时间及强度应合理设置,因为经紫外线光照处理冷却后的胶辊,明显比未光照时手感好,上车抗绕效果好[4]。
4 聚氨酯胶辊上车动态管理及要求
4.1 聚氨酯胶辊揩车周期设置为7 d~9 d,换下车后应用胶辊、胶圈专用清洗剂进行清洗,水温控制在50 ℃~60 ℃为宜,擦干后再上车,有利于增强其适纺性和稳定性,改善成纱质量。严禁使用强酸、强碱或醇、酯、酮等溶液清洗聚氨酯牵伸胶辊,避免损坏胶辊的表面状态,造成成纱质量恶化[5]。
4.2 运转操作要加强细纱清洁工作,特别是细纱牵伸区的清洁。车间的空调、气流及温湿度应控制得当,当细纱车间温度控制在不超过36 ℃,相对湿度控制在约55%时,效果较理想。聚氨酯胶辊使用时的温湿度条件相比丁腈胶辊更加严格,否则易啃伤和磨伤胶辊。同时,每天安排专人检查胶辊动态状况,防止不良胶辊纺纱产生疵品[6]。
4.3 工艺选择应根据试纺情况而定,聚氨酯胶辊不适宜紧隔距、重加压工艺。因为在重加压条件下,聚氨酯胶辊易疲劳发热,导致其强度及抗静电性能急剧下降,达不到应有的使用效果。因此,聚氨酯胶辊适宜大后区隔距轻加压工艺,一般后区隔距设置为40mm~45mm,摇架压力设置为110N/双锭~130 N/双锭。由于摇架压力大幅降低,使得胶辊、胶圈和轴承等器材的寿命大幅延长,一般环锭纺胶辊的回磨周期可达9个月~12个月,集聚纺胶辊也可达到6个月以上,极大地减轻了胶辊房的工作量。同时,由于细纱车面负荷降低,传动负担减轻,可节电5%~10%。
5 结语
聚氨酯胶辊虽然是一种新产品,但通过合理选型、科学管理和维护保养,即可发挥其优异性能,改善成纱质量。其磨砺可选用自动磨床或半自动磨床,选用白刚玉大气孔粒度为45号和60号砂轮;砂轮转速宜高不宜低,一般在2400 r/min,磨辊和砂轮的线速比宜小不宜大;砂轮最好是每班修整,并注意适当加大胶粉的吸尘风量;聚氨酯胶辊宜进行紫外线光照处理;做好聚氨酯胶辊的动态管理和维护保养也是其效果发挥的重要保障。虽然聚氨酯胶辊的售价比普通丁腈胶辊高,但其在节能降耗和减少用工方面具有一定的优势,值得纺纱企业推广使用。
[1] 金永华,邹小祥.对“节能、环保、创新”型聚氨酯纺纱牵伸胶辊的研制和应用实践及效果的探讨[C]//“安徽潜阳杯”2008年全国推广应用新型纺织器材科技成果技术研讨会论文集.北京:中国纺织工程学会,2008.
[2] 汪军.集聚纺纱技术的发展与展望[J].纺织器材,2005,32(4):53-57.
[3] 郝凤鸣,张弦,王友俊,等.赛络纺纱技术及纺纱实践[J].棉纺织技术,2005,33(3):54-55.
[4] 邹小祥,颜卫珍.紧密纺胶辊的选用实践[J].棉纺织技术,2011,39(1):10-12.
[5] 魏俊虎.赛络紧密纺皮辊选型、管理和经济效益分析[C]//2012’中国棉纺织总工程师论坛论文集.北京:中国棉纺织行业协会:177-180.
[6] 欧怀林.正确使用细纱胶辊 稳定提高成纱质量[J].纺织器材,2010,37(6):33-36.
Application Realization of PU Roller JA-65
YANG Xiaoqing
(Dongying Hongyuan Textile Co.,Ltd.,Dongying 257500,China)
To make good use of PU rollers,starting with the excellent properties of PU materials,comparative analysis is done to the PU roller and the roller of other materials regarding spinning index.Detailed introduction is done to the cautions in application of the PU roller including hardness selection,roller grinding,dynamic management and maintenance.It is pointed out that the excellent performance potential of the PU roller can be explored through reasonable selection,enhancement of surface grinding and treatment plus scientific management and maintenance,consequently achieving energy saving,labor reducing,improvement of yarn quality.
PU roller;hardness;grinding;grinding wheel;anti-lapping;dynamic management
2016-12-02
杨效青(1969—),男,山东东营人,工程师,长期从事棉纺工艺及质量管理工作。
TS103.82+3
B
1001-9634(2017)04-0039-02
猜你喜欢
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
棉纺织技术(2021年6期)2021-12-22 14:39:44
丝绸(2021年8期)2021-09-06 01:50:43
纺织器材(2020年1期)2020-03-24 09:14:34
国际纺织导报(2019年2期)2019-05-30 07:31:48
纺织器材(2015年5期)2015-12-19 06:38:34
纺织器材(2015年4期)2015-12-19 06:37:30
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16 10:57:34
科技创新与应用(2014年23期)2014-07-21 01:20:26