短胶辊在集聚纺细纱机上的应用
2015-12-19 06:37:30解小双郭春禄
纺织器材 2015年4期
解小双,郭春禄
(1.新疆唐成棉业有限公司,新疆 石河子 832000;2.陕西大唐丰泰实业有限公司,西安 710075)
近年来,集聚纺纱发展很快。集聚纺紧密纱的毛羽少、强力高、耐磨性好,其优良特性比普通环锭纺的成纱具有明显的质量和效益优势。我公司对普通环锭纺细纱机进行了集聚纺装置改造,从而使棉纱质量明显改善,客户满意度大幅提升;但是,集聚纺用细纱胶辊回磨周期短、耗费较大、人工费用及生产成本较高,不利于市场竞争。为解决这一问题,通过不断试纺和改进,摸索出集聚纺纱用短胶辊的工艺技术方案,在质量、成本、效益方面取得了很好的效果。下文介绍短胶辊在集聚纺细纱机上的应用。
1 集聚纺用普通胶辊存在的问题
胶辊在纺纱工序中直接作用于纤维进行握持和牵伸,对成纱质量影响较大,是纺纱的关键性器材。通过选择符合纺纱质量要求的优质胶辊、提高胶辊制作和保养质量及科学地管理以发挥胶辊的最佳性能,满足企业降低成本的管理要求。由于集聚纺细纱机用胶辊的纺纱动程小甚至可忽略不计,导致磨损快、回磨周期较短、使用成本加大[1]。
2011年,公司在原细纱机上大面积改造安装了集聚纺与赛络集聚纺装置,通过近三年的运转生产,成纱质量明显提高,但胶辊在使用约一个月时,产生了明显的沟槽,使前胶辊的握持力减小、钳口控制纤维的能力减弱,对成纱条干CV值、常发性纱疵影响很大;若继续使用则胶辊磨损的凹痕造成纺纱出硬头、断头多,细纱车间生产生活难做。为保证集聚纺与赛络集聚纺的生产质量,主牵伸胶辊在使用约一个月时就要回磨一次,每次回磨量约为0.30mm,大大缩短了胶辊使用寿命。
为了延长集聚纺用胶辊的寿命、降低生产成本、稳定成纱质量,在集聚纺细纱机上试用了长度较小的WRC-365型铝衬管短胶辊,通过近半年的摸索与调试,取得了较好的效果[2]。
2 集聚纺纺纱特性与胶辊长度的合理选择
因集聚纺异形管上的集聚槽宽度位置不变,为保证集聚效果,集聚纺设备将喂入粗纱的横动动程调整得较小,开始控制在2mm;因纤维伸直集聚度好,纤维在主牵伸区结构紧密、牵伸力大,这无疑加大了纺纱点胶辊的磨损,新胶辊上车使用约一个月时就产生严重的凹痕,使胶辊的握持力下降、成纱质量恶化、生活难做,对产质量影响很大。
为了保证生产正常、质量稳定,一般采取加大气动加压摇架的压力以增大胶辊的握持力,才可能解决生活难做的问题;但是成纱条干恶化问题还是无法解决。
通过长时间试验和观察,集聚纺装置用胶辊在纺14.58tex以下的品种时,约一个月就需要回磨一次,比普通环锭纺20周一次的回磨周期大大缩短;因此,在选择集聚纺用胶辊时应首先考虑其良好的耐磨性,以延长回磨周期;同时,要从保证胶辊压强、减少胶辊表面牵伸力来选择弹性好的胶辊。目前,集聚纺细纱机普遍采用长度为28mm的胶辊,并通过缩短回磨周期以保证成纱质量;但人工、物料浪费严重[3]。
根据集聚纺特性,将胶辊长度由传统的28mm减小为23mm试纺,结果表明短胶辊既能增加胶辊的握持力、满足成纱质量要求,又能减小摇架压力,延长胶辊使用和回磨周期,可有效降低使用成本、效果良好。
3 短胶辊小批量试纺
在短胶辊试用初期,我们定制小批量短胶辊20锭进行试纺,在同锭对比试纺时出现条干质量下降的问题,原来是因为短胶辊在受到同等压力时的压强过大、导致与前罗拉的握持接触面加大,对成纱条干产生不利影响,当调小摇架压力后,成纱条干即有较好的改善(见表1)。
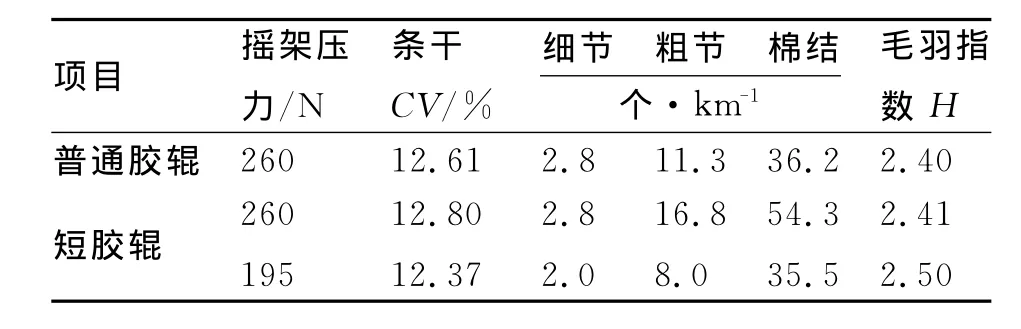
表1 应用普通胶辊与短胶辊纺CFJ 9.7tex纱的成纱质量对比
4 使用短胶辊批量试纺效果
不同企业制造的胶辊,在使用中出现明显沟槽的周期相差很大,即使同一厂家相同硬度的胶辊,由于技术体系、配方结构、工艺水平的不同,其物理性能如回弹性、摩擦因数、抗静电性、吸放湿性仍有较大差别。我们采用WRC-365型铝衬管普通胶辊和短胶辊,通过三个月的试纺发现,普通胶辊使用约20d就会产生严重的沟槽,对生产与成纱质量影响很大;而短胶辊出现沟槽的时间可达到90d以上,成纱质量仍可达标,生产稳定;详细数据见表2。
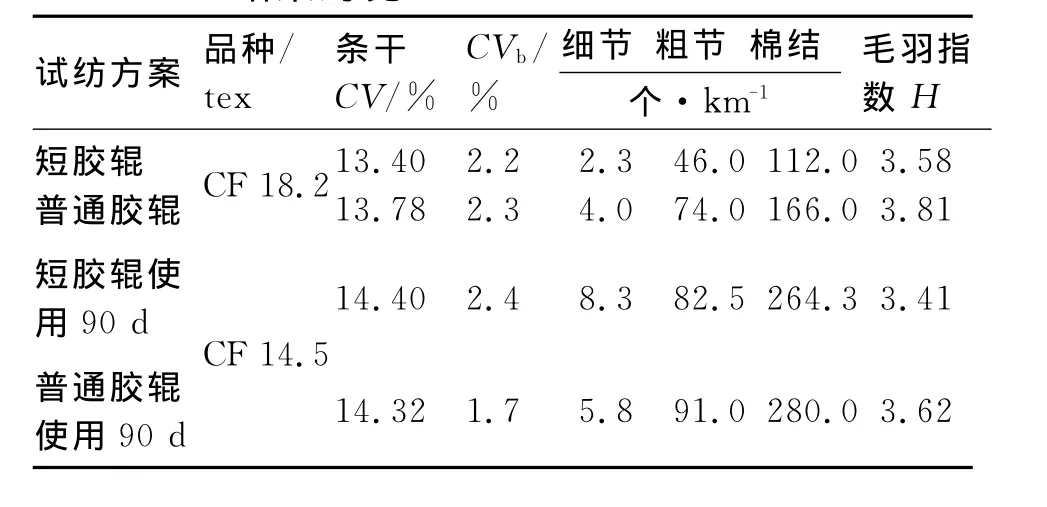
表2 集聚纺普通胶辊与短胶辊成纱质量试验结果对比
5 经济效益分析
集聚纺使用短胶辊能节约胶辊制造成本、降低纺纱企业胶辊使用管理成本、节电、保护环境,给企业带来明显的经济效益和社会效益。
5.1 节约胶辊制造成本,减少购置费用
短胶辊因长度变短,可节约胶辊制造成本,则售价也可降低,每只短胶辊售价可比普通胶辊低0.5元,按7万锭规模的纱厂计算,更换一遍胶辊可节约资金7万元。
5.2 延长使用周期,降低使用成本
普通胶辊在集聚纺使用一个月后必须回磨,每次回磨量约为0.25mm~0.30mm,新制作胶辊直径为30.5mm,使用到最小直径为28.5mm时就要报废,一只胶辊最多能回磨8次,即最多用9个月就要报废;而短胶辊在集聚纺机台上每使用3个月回磨1次,每次磨量为0.20mm,每年仅需回磨4次,可用两年半,既延长了胶辊的使用寿命,又减少了胶辊室回磨胶辊的工作量[4]。
5.3 减小摇架压力,节约电能
在同一台集聚纺细纱机上纺CF 18.2tex纱做对比试纺,测试普通胶辊和短胶辊在正常纺纱过程中的摇架压力、胶辊压力、电流值和台日用电量,表明短胶辊在减小压力、减少电耗方面明显优于普通胶辊。
在采用短胶辊进行试纺时,将气动加压摇架的气压由原来的0.1MPa调整到0.06MPa,经检测,短胶辊压力减少了71N,开车后运转正常,质量稳定,试验数据详见表3。
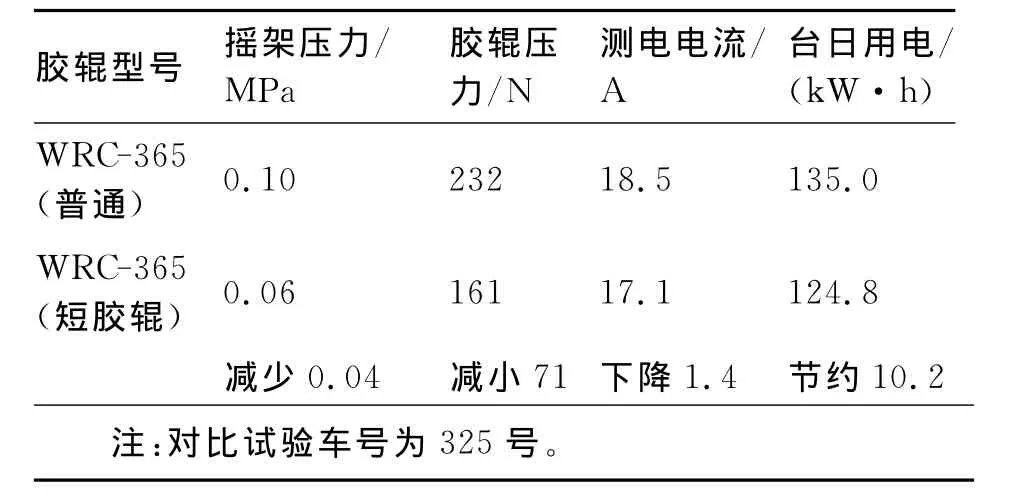
表3 普通胶辊与短胶辊摇架压力、电耗对比
从表3可知,集聚纺使用短胶辊减小摇架压力后,胶辊与罗拉间压强减小、设备运转负荷减轻、电耗减少。通过测量,电流值下降1.4A,台日用电可节约10.2kW·h,按照10万锭、208台细纱机计算,每日可节电2 122kW·h,每年可节约用电76万kW·h,经济效益显著。
5.4 胶辊材料减少,社会效益显著
大面积推广使用短胶辊可使纺纱企业的社会效益显著:回磨胶辊产生的废料可减少18%,胶辊的回磨和使用周期延长,胶辊耗用量减少;胶辊制造企业因胶辊变短,使用的原材料也可减少18%,减少了资源耗用和污染,对环境保护的意义重大。
6 短胶辊的使用管理
改变集聚纺胶辊的使用管理方式,可延长胶辊的使用周期。两年来,集聚纺使用短胶辊后,因主牵伸胶辊压强减小、纺纱动程增大,对延长胶辊的使用周期起到一定的作用。为了发挥其回弹性,在胶辊的使用上改变了过去在主牵伸位置长期使用直到其出现明显沟槽时才回磨的方式,改为集聚纺短胶辊使用一个揩车周期(12d)后,将主牵伸胶辊与引导胶辊调换使用,可使主牵伸胶辊有12d弹力恢复期,以恢复、减轻其长期运转时造成的压痕。
通过观察,胶辊回弹效果较好,轻微的压痕通过12d的弹性恢复,基本上可以消除,这样就可达到延长集聚纺短胶辊使用寿命的目的。
7 设备维护与调试要求
短胶辊试用中生产正常、成纱质量稳定,同时对设备维护与调试提出了更严的要求[4]。
7.1 为保证短胶辊的纺纱效果,要求在设备维修时校正每个摇架的位置,保证胶辊位置一致,且纺纱通道在胶辊中心位置,以保证每只胶辊在正常加压后的握持力。
7.2 为保证纺纱通道在胶辊中心,要逐锭调整喇叭口位置,使喂入须条对正异形管集聚槽,达到集聚纺纱纤维集聚、紧密的效果。
7.3 严格控制摇架压力,在保证牵伸力的情况下,摇架压力越小越好。
7.4 为延长胶辊的使用寿命,集聚纺纺纱动程应调整为4mm~6mm。
7.5 胶辊管理要求:① 制定胶辊调整与互换的周期计划;② 胶辊室要结合揩车周期,按计划互换主牵伸胶辊与引导胶辊;③ 胶辊上车后,要逐锭检查钳口隔距与胶辊压力。
8 结语
通过分析试验,集聚纺细纱机上使用短胶辊后成纱质量可以达到公司质量要求,既延长了胶辊使用寿命,又保证了纺纱质量,还能减少胶辊室的工作量。短胶辊工艺的应用降低了胶辊的消耗,对纺织企业提高产品质量、降低生产成本、促进企业发展起着积极的作用。
[1]马顺彬,吴佩云.集聚纺与传统纺纱线性能对比研究[J].纺织器材,2010,37(3):40-43.
[2]周献珠.集聚纺纱胶辊胶圈的应用技术探讨[J].纺织器材,2008,35(5):28-29.
[3]解小双.浅谈集聚纺与赛络集聚纺用胶辊的合理搭配[J].纺织器材,2014,41(5):43-45.
[4]魏俊虎.赛络集聚纺胶辊选型、管理和经济效益分析[J].纺织器材,2013,40(2):59-61.
猜你喜欢
棉纺织技术(2022年10期)2022-11-21 03:41:58
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2020年4期)2020-12-14 10:15:29
纺织器材(2020年1期)2020-03-24 09:14:34
国际纺织导报(2019年2期)2019-05-30 07:31:48
纺织器材(2015年5期)2015-12-19 06:38:34
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16 10:57:34
现代纺织技术(2015年6期)2015-02-28 14:03:18
科技创新与应用(2014年23期)2014-07-21 01:20:26