
QC案例:降低电镀变色不良率
2017-08-12 02:51追梦QC小组
上海质量 2017年7期
◆追梦QC小组 / 文
QC案例:降低电镀变色不良率
◆追梦QC小组 / 文
追梦QC小组来自尼西半导体科技(上海)有限公司,是AOS公司(Alpha and Omega Semiconductor)在上海松江出口加工B区的半导体封装测试工厂。公司总部在美国加州硅谷,产品广泛应用于计算机、通信、工业、家电、新能源、汽车等相关的电源管理领域,是世界最大的电源功率半导体器件公司之一。
追梦小组创建于2011年,7位成员均来自电镀工序的不同部门,小组在公司内部QCC擂台赛活动中连续5年荣获奖项,并于2016年获得全国优秀质量管理小组称号,在公司基层QC活动中起到了模范带头作用。
小组所在的电镀工序的生产过程,是通过电化学反应将纯锡镀在产品表面,以增加产品的导电性、防腐蚀性和可焊性。电镀工艺分为三个步骤,即“前处理(化学浸泡)——中处理(电镀)——后处理(清洗烘干)”。电镀完成后的产品表面应呈纯锡本色。如果产品电镀后表面呈非纯锡本色,即为变色缺陷,将被下一工序拒收,视变色程度作返工或直接报废处理。
课题选择、现状调查及目标设定
在2015年初,质量部内部反馈的统计数据表明,电镀产品的不良率较高,不仅造成公司生产成本升高,而且降低了客户满意度。秉承公司一贯要求的增效提质降本的原则,为了尽快解决这一质量问题,追梦小组将2014年9月至2015年2月的内部异常单数据进行收集、整理和分类。数据显示,变色是导致电镀不良批次增加的主要因素,占不良批次的63%,通过进一步数据分析,6个月平均变色不良率高达12000×10-6,且呈波浪形上升趋势。因此小组选择“降低电镀变色不良率”为本次QC课题。
小组确定课题后对现状进行了全面调查。由于正常生产过程中的部分变色产品被返工处理了,已无法准确统计反映真实情况。为此,小组成员在现场全面检查变色产品88批次,并将不良批次制成调查表,发现产品变色主要有“发黄、发黑、发蓝及油污”四大类,随后根据收集的数据制作柏拉图,显示发黄占比为76%,由此确认,“发黄变色”为主要症结。
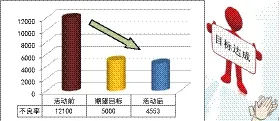
找到症结后,小组采用“理论测算法”和“相同问题历史数据比较法”,设定活动目标为降低电镀不良率至5000×10-6,通过对现状数据的分析,预计可以解决80%的问题,证明小组有能力有信心达到设定目标。
原因分析、要因确认、制定对策
针对“发黄变色不良率高”的问题,小组首先制作了整个电镀流程图,再运用头脑风暴法列出所有可能原因,然后根据其相互间的因果关系绘制关联图,对“发黄变色不良”作原因分析,共找出7条末端因素,分别为① 中和液浓度高;②纯水更换不及时;③钢带夹易积水渍;④风口异物堵塞;⑤洗喷淋不全面;⑥电镀液杂质多;⑦水洗时间不够。
小组制定了要因计划表,在现场检测和使用模拟试验对末端因素逐一验证,找到以下两条为主要原因:①钢带夹易积水渍;②洗喷淋不全面。
针对要因一“钢带夹易积水渍”,小组首先进行方案优选,由于钢表面容易形成水膜,小组提出变更材质。首先是导体与非导体材质的选择,在深入研究和参考同行信息后选择非导体材质为优选方案。对于非导体材质继续开展新一轮方案优选,对不同材质的经济性、有效性、可靠性、便捷性和可实施性五大性能评分,最终确认使用PTS不导电夹子材质为最佳方案。
小组针对两条要因,遵循5W1H原则,分别制定了相应的对策(见表1),目标量化、措施具体、责任到人。
对策实施
对策实施一:更换为PTS材质夹子。
首先,小组提供钢夹子样本委托供应商定制尺寸一致的PTS材质的夹子。由于PTS为新材质,小组结合应用环境和使用要求,取22个新夹子做加严模拟实验,对PTS夹子性能进行确认(见表2)。试验结果符合生产工艺要求。
随后在安装完毕后,小组在7月15日至29日内每班2批次进行随机抽样检查,连续试样30批次均未在夹子部位发现水渍及发黄现象。
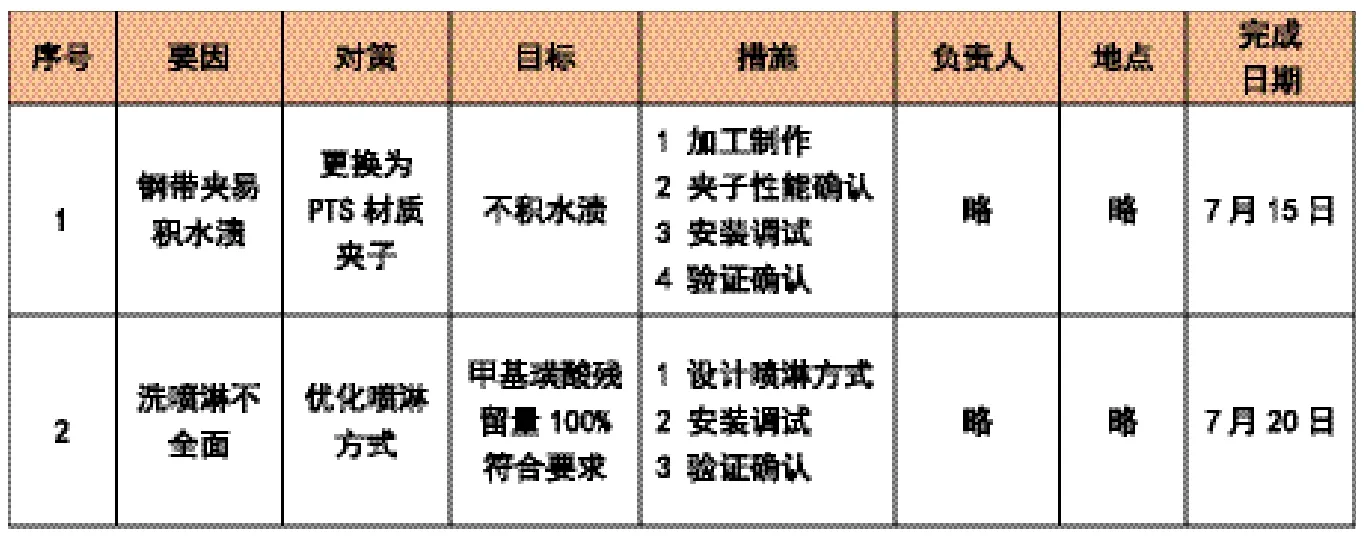
表1 对策表
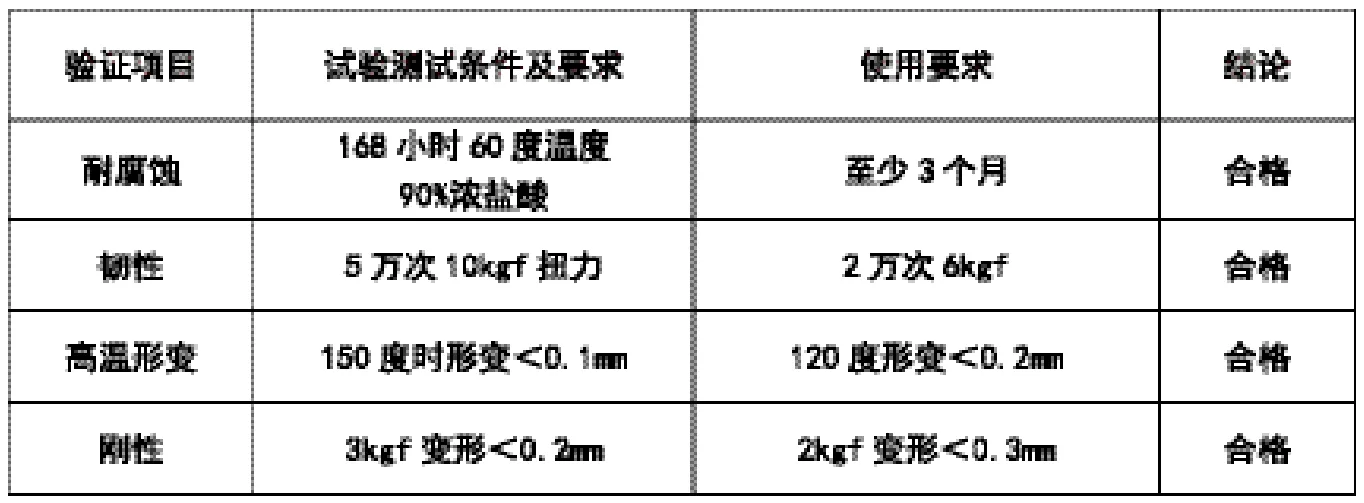
表2 PTS夹子性能确认表
结论:使用PTS夹子后,夹子部位不积水渍,产品发黄现象均未发生。对策有效!
对策实施二:优化喷淋方式。
小组经过头脑风暴法选出3种解决方案设计喷淋方式(见表3)。
针对立柱双头出水方案,小组经过测算得出安装4根立柱即可满足全覆盖,为提高冲洗压力,将出水口径由2mm减至0.8mm,同时也节约了用水量。小组先与设备供应商确认改造设想可行,接下来要求采购部门与供应商进行议价,协调供应商上门安装4个立柱喷头并调试投产。
洗喷淋方式优化后,小组连续在7月20日至8月20日内的生产检查中进行甲基璜酸残留检测,共检测30批次,均未发现残留超标。
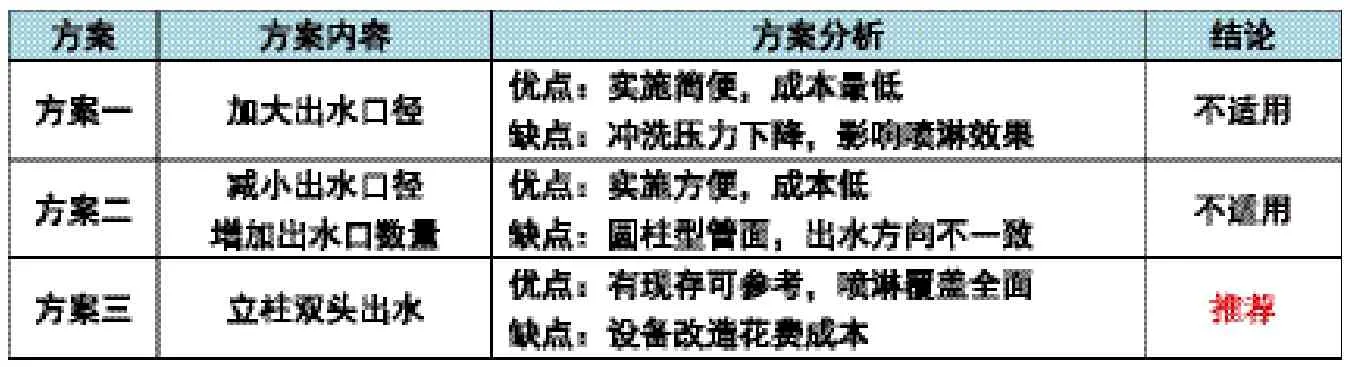
表3 优化喷淋方案
结论:优化后的洗喷淋能全面均匀冲淋产品,无甲基璜酸残留超标,对策有效!

效果检查
(1)活动前后变色不良率变化趋势比对 在小组活动后,电镀变色不良率明显降低,8月至12月平均值为4553×10-6(见表4),小组活动目标达到。
(2)活动前后课题目标比对
(3)活动后问题变化比对 发黄变色不良产品由原来占总数的76%下降至34%,发黄变色不良率由9212×10-6降至1533×10-6,降幅达83%。
经济效益
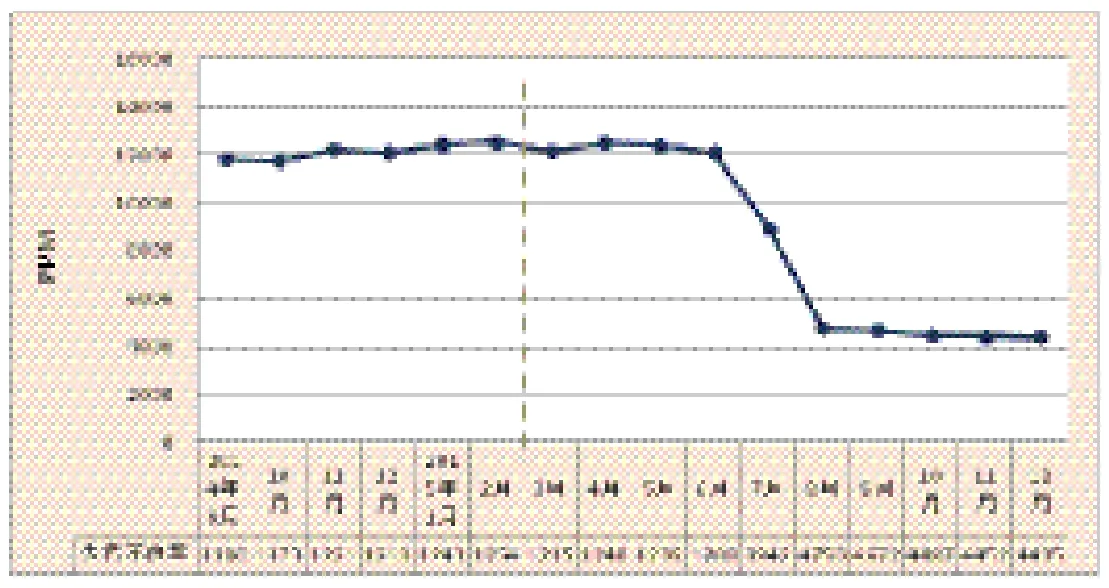
表4 活动前后变色不良率统计
追梦QC小组经过活动成功降低62%变色不良率,大幅减少返工时间从而提升生产产出,同时也减少了因可能的漏检导致的客户抱怨。
此外,由于使用PTS不导电夹子,提高了镀槽有效电流,从而降低了镀槽锡的消耗。经过巩固期5个月的使用量的统计,退镀钢带药水使用量下降13.7%;电镀槽阳极锡球消耗量下降6.1%。在本次活动中,除去小组改装PTS夹子成本和改装洗喷淋成本,在8月至12月共取得经济效益15余万元,并取得公司财务和持续改进委员会审核认可。
小组把本次QC活动中所取得的有效措施纳入标准化工作,将内容和依据更新至文件规范中并通过审批,以利于将来开展培训和定期检查。
总结及下一步打算
在小组成员的共同努力下,本次QC活动成功降低了电镀产品的变色不良率,不仅为公司节约了成本,降低了客户抱怨风险,而且提高了小组成员的解决分析问题的能力。小组将推广应用这些经验,提升工作效率,行之有效地解决实际问题。
小组团队对于QC工具方法系统运用尚不熟练,需要进一步的巩固、加强和规范。针对近期公司两次收到关于可焊性不良的客户抱怨,电镀追梦QC小组已再次集结,希望尽快解决这个问题,提升客户满意度。
[作者单位:尼西半导体科技(上海)有限公司]
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
山东冶金(2022年1期)2022-04-19
时代金融(2017年18期)2017-07-31
时代金融(2017年15期)2017-06-22
学与玩(2017年4期)2017-02-16
商业文化(2016年36期)2016-03-01
中国经济信息(2015年8期)2015-05-05
塑料包装(2014年2期)2014-11-29
