汽车面漆自动调配系统设计
2017-08-08 04:20赵勤学杨俊杰
上海电力大学学报 2017年3期
赵勤学, 杨俊杰
(上海电力学院 电子与信息工程学院, 上海 200090)
汽车面漆自动调配系统设计
赵勤学, 杨俊杰
(上海电力学院 电子与信息工程学院, 上海 200090)
目前汽车面漆调配大多采用手工凭经验调制或采用已有固定配方进行调配的方式,调制的漆料往往与实际待补漆车表颜色存在色差,且调制效率较低.针对该问题设计了一种基于ARM& PLC的汽车面漆自动调配系统,包括调控中心和调配机构.调控中心分析采集到的待补漆汽车面漆图像信息,得到粗调配方,调配机构将对应比例的油漆色母进行粗调制.并在调配过程中不断通过颜色传感器反馈环节进行微调制,以达到精准调配的目的.
汽车面漆; 自动调配; 图像处理; 嵌入式; 可编程逻辑控制器
近年来,汽车工业飞速发展,汽车普及速度较快.特别是新能源汽车,政府更是投入大量的资金予以支持[1].但随着汽车产量的急剧增涨,汽车面漆的生产及使用也不断增加.一方面,汽车生产厂商生产完汽车后,需要使用特定颜色的面漆对其表面进行外观美化;另一方面,随着汽车数量的不断增加,交通事故也随之骤升,汽车表面的碰损在所难免,大量的汽车修理厂在修理好汽车故障后需要使用特定颜色的面漆对其表面进行处理.汽车面漆是一种高装饰性高保护性的涂料.油漆生产厂商生产的面漆往往与待补漆车辆的面漆存在色差[2-3],因此不能直接使用,需要根据油漆色母特性进行配制.现行方案是,各汽车生产厂商或4S店根据颜色配方比例调配需要的面漆,要调配的颜色预先已经确定好各成分比例;而各修理厂则大量采用有一定技术经验的油漆调制工来手动配制所需颜色[4-7].
以上做法存在着严重不足.4S店按照配方比例调制出来的颜色往往与实际车表面漆存在色差,因为汽车在使用过程中,表面颜色经受风吹日晒,与出厂颜色存在一定偏差,而修理厂采用人工配制的方法,完全凭借经验手工调试.一方面常年累月的手工调制油漆会对人体造成伤害;另一方面,油漆供应厂商众多,各厂商油漆特性不一致,种类繁多.因此,油漆工很难凭经验准确把握调配比例,多采用反复观察、尝试的方法,并且在人眼观察调制过程中存在主观性的问题,配制过程较慢,效率较低.
1 系统整体方案设计
该系统主要包括调控中心和控制执行机构两大部分,如图1所示.采用ARM+PLC的双CPU系统方案,分别进行数据处理与控制执行.调配中心负责生成调制组分配方,控制执行机构负责根据配方完成面漆的调制.
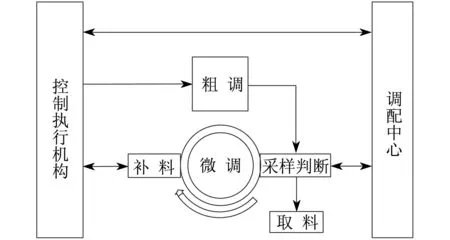
图1 系统功能结构
为提高系统性能,该系统采用图像处理与颜色传感器反馈补偿的方式生成调制面漆所需要的色母组分粗调配方和微调配方.对应的调制过程分为粗调和微调两个主要调制过程.粗调配方可以采用基于颜色特征的SVM分类器进行图像分类处理生成[8-11].首先提取图像局部特征形成特征码,然后将每幅图像的局部特征码形成的特征单词直方图作为图像特征,通过SVM进行训练得到分类模型.为提高SVM的泛化能力及分类精度,采用粒子群算法对SVM核参数进行寻优[12],然后将待分类图像通过分类器进行分类.粗调制完成后,通过颜色传感器不断进行采样来判断调制面漆是否正确,如不正确,控制执行机构根据反馈信息继续补料进行微调补偿,直到采样判断正确为止.
之所以在图像处理的基础上又引入颜色传感器反馈补偿环节,是出于以下几点考虑:一方面,因为图像处理过程中数据量过大,运行时间较长,特别是当系统库中包含大量的图片信息时,此弊端更为明显;另一方面,面漆虽种类繁多,但都是单色的,所以该系统在进行图像分类时,仅提取图像的颜色信息作为特征,但这样做势必会造成一定的误差.因为图像的每一种特征在人的视觉分辨中都有着重要的作用,单一使用任何一种特征对图像进行分类总会存在误差,而且在调配过程中会有少量色母原料残留在调配机构上,因此必须进行校正.再者,此应用环境面向的对象是人眼视觉.采用高精度的颜色传感器处理的结果符合人眼可识别精度范围,更加适合该应用情境,并且减少因大量处理图像而造成系统硬件资源的开支与时间消耗.
因此,综合考虑,采用图像处理与颜色传感器反馈补偿的方式可以将调制精度与运行效率达到良好的匹配效果.
与现有技术相比,本系统具有以下3大优点:
(1) 实现了待补漆车辆面漆的自动调制,克服了人工调制凭借经验调制的效率低下及经验不足、主观性强的弊端,大大减少了油漆挥发对人体造成的伤害;
(2) 该系统能够根据车表颜色的实际情况进行调制,不单纯依靠已有的配色方案,调制出来的颜色更加精确、可靠,减少因油漆调色不准而出现返工的现象,节约大量人力、物力;
(3) 在油漆调色这一特殊情况下,采用图像处理与传感器反馈补偿环节互补的方式,既能够保证调制方法的准确度,又可以减少硬件系统资源的开支,提高运行效率.
2 系统硬件设计
系统的硬件主要包括调配中心和控制执行机构两大部分.系统硬件结构如图2所示.
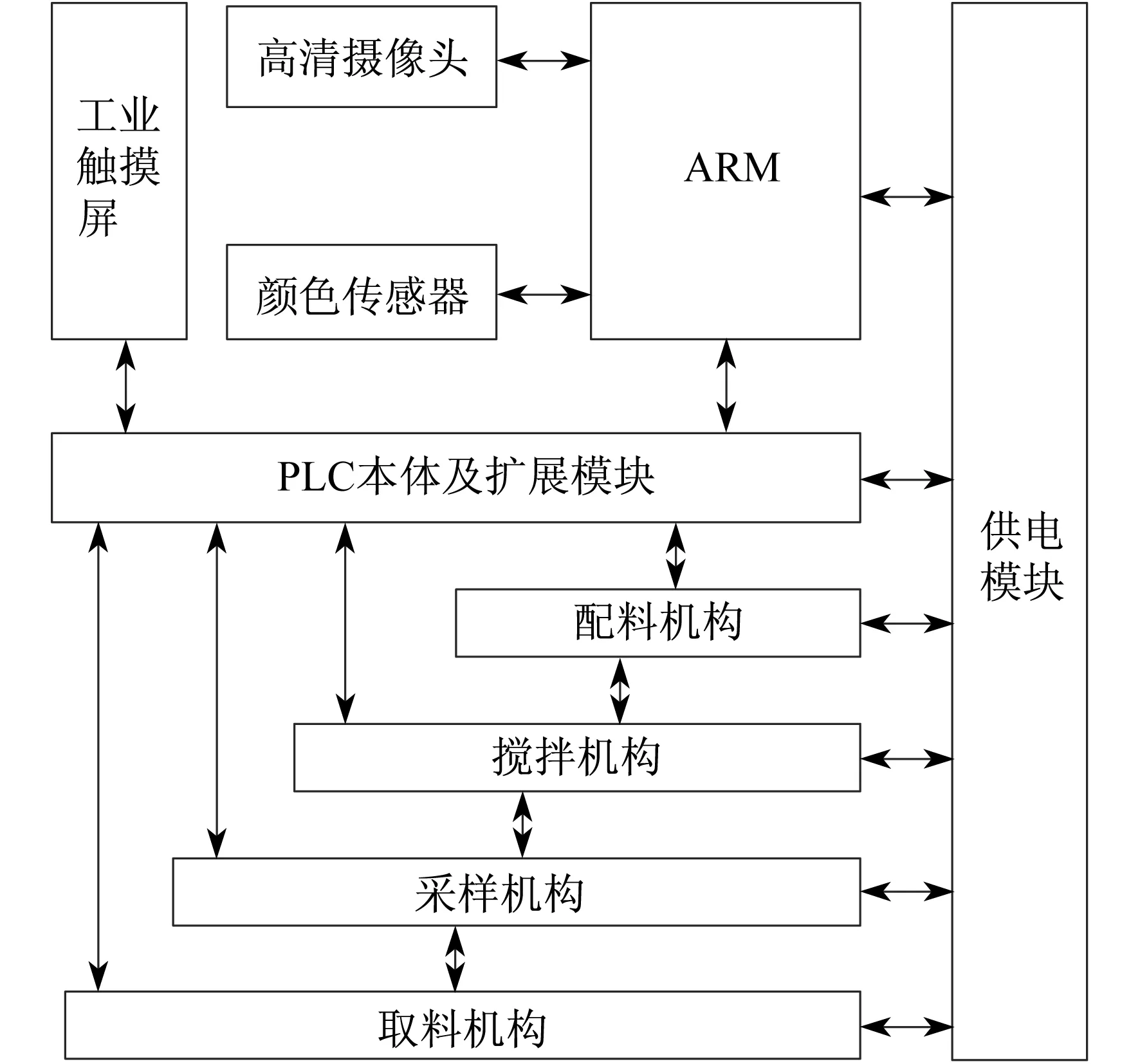
图2 系统硬件结构
调配中心负责根据高清摄像头采集的图像信息生成粗调配方,并在调制过程中,根据颜色传感器采集的反馈信息生成微调配方,包括ARM处理器、高清摄像头、颜色传感器、供电单元等部分.调控中心的微控制器采用TI公司的Sitara系列的AM3354处理器,这是一款高性能的Cortex-A8架构的工业级处理器,最高运行效率可达1 GHz.
控制执行机构主要负责根据调控中心生成的粗调配方和微调配方进行控制进料容量、搅拌色母原料、漆料采样、打包漆料等一系列自动化操作,包括PLC本体及其扩展模块、工业触摸屏、配料机构、搅拌机构、采样机构、取料机构,供电单元等部分.PLC及其扩展模块采用西门子公司的S7-200 Smart系列CPU及配套扩展IO模块,负责对各个执行机构的控制操作,接收工业触摸屏的参数设置以及更新触摸屏的显示.
执行机构如图3所示.配料机构包括若干粗进料桶和精进料桶、流量控制单元、开关阀等部件,完成粗调和微调过程中的原料供给、引流及流量控制的功能.需要说明的是,粗进料桶和精进料桶的区别在于:桶壁的刻度精度及进料的精度控制不同,盛放的色母种类也有所区别,分别适用于粗调制和微调制过程.搅拌机构包括电机、搅拌桶、开关控制阀.搅拌机与配料桶通过开关控制阀相连通,起到混合色母原料的作用.采样机构包括打样板、喷嘴、清洗装置,通过喷嘴对粗调或微调后的漆料在打样板上进行打样,用于颜色传感器采集,采集完成后,由清洗装置完成清洗.取样机构对调配好的漆料采用特定容量的容器进行盛放、打包.限于文章篇幅,此处对其执行机构及控制原理不做详尽说明.
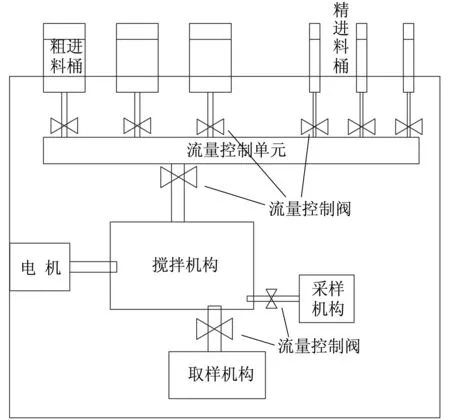
图3 执行机构结构
3 系统软件设计
为便于理解系统运行情况,将软件部分分为PLC软件流程和ARM软件流程两个方面进行说明,如图4所示.
系统上电后,首先进行初始化工作,包括控制执行部分的初始化和调控中心部分的初始化.控制执行部分的初始化包括各个执行机构的初始化、PLC的IO口初始化等;调控中心部分的初始化包括ARM初始化及外围硬件单元的初始化.在整个调配过程中,PLC执行的控制部分与ARM运行的数据处理部分是相互协调工作的,两者之间通过485方式进行数据传送、功能配合.调制完成后,调制中心会对调制结果进行保存.需要强调的是,不仅仅是对本次的调制日志进行文档存储,同时会将本次采集的图像所对应的精确调配方案更新至方案库.随着调制次数的递增,图像样本数量的丰富,调配精度会有所提高.
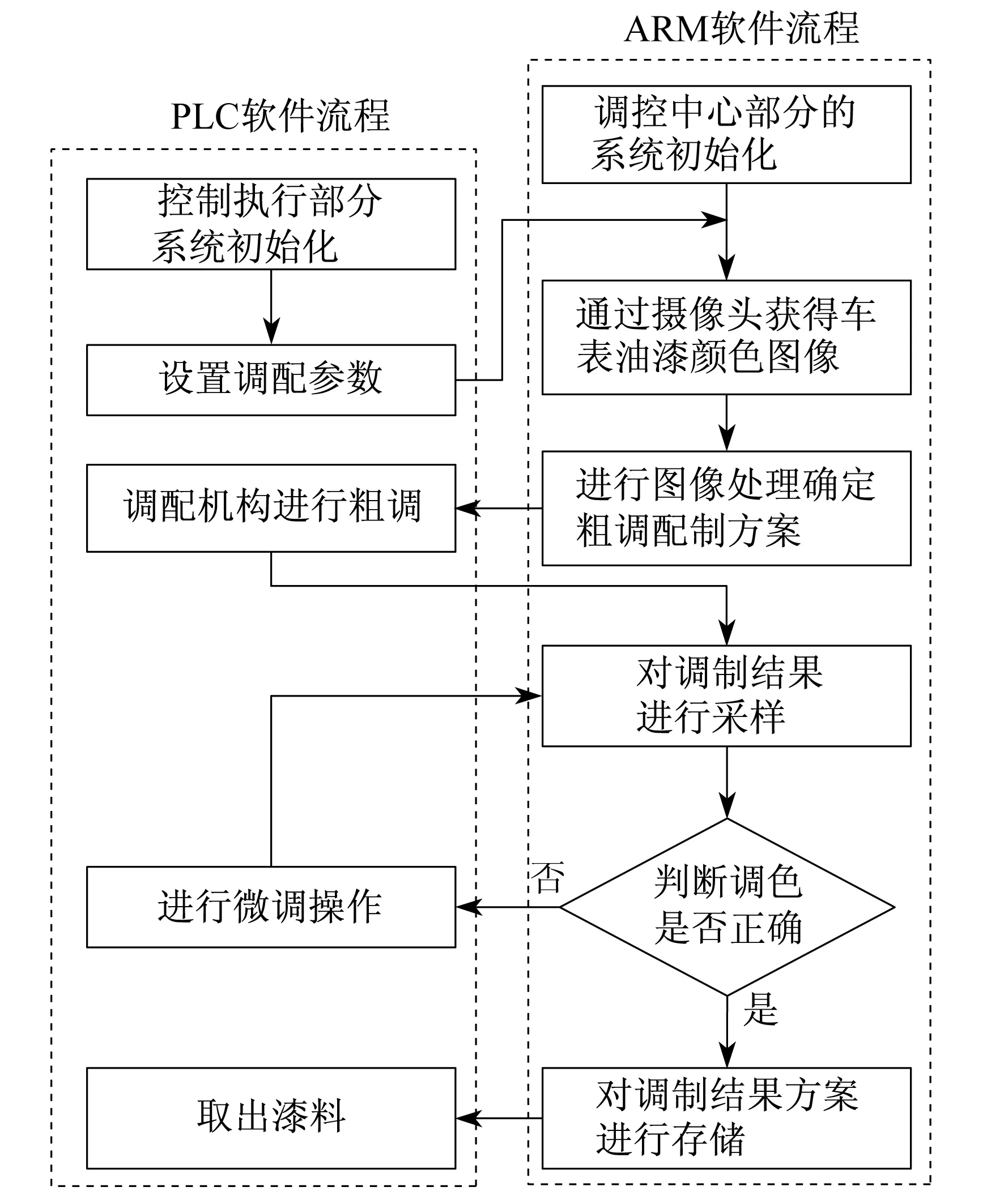
图4 软件流程
4 性能测试
为测试系统对指定面漆调制的准确度,分别设计了10组实验.测试环境为上海某汽配城油漆调配间,由3名专业调配人员对调制样品进行判定.
各组实验分别选取20种不同颜色车辆的油箱盖作为实验采集的对象.为保证实验的可靠性及对比性,1~5组实验分别放在不同的光照条件下,光照条件随实验组号的增大不断加强;6~10组实验放在同一光照条件下,每组所选用的颜色由浅入深,即第6组的20个样本都是颜色差不多的浅色车辆,第10组的20个样本都是颜色差不多的深色车辆.测试结果如表1所示.需要注意的是,普通人眼观看调制结果与待调制样本相比,区分不出异同表示“合格”,专业调配人员区分不出异同则表示“严格合格”,“合格率”表示“严格合格”数占“实验数目”的百分比.
由表1可知,光照的强弱会影响系统调配的准确度,选择温和、明亮的光照环境可以提高成功率,另外,浅色车辆的面漆要比深色车辆的面漆更容易调配.

表1 实验测试结果
5 结 语
本文基于图像处理技术及ARM嵌入式技术,结合PLC在自动化控制领域中的优势,研制了一种基于ARM & PLC的汽车面漆调配系统.该系统能够根据车表面漆颜色的实际情况,自动调制待补漆车辆的面漆,不单纯依靠已有的配色方案,克服了人工调制凭借经验调制的效率低下及经验不足、主观性强的弊端,且大大减少了油漆挥发对人体造成的伤害.提高了调配效率,具有调配一体化的优点.实验结果表明,该系统具有很好的应用前景.
[1] 曾耀明,史忠良.中外新能源汽车产业政策对比分析[J].企业经济,2011(2):107-109.
[2] 徐宗器.影响汽车面漆光泽的因素探讨[J].上海涂料,1995(2):28-36.
[3] 包启宇.汽车面漆的主要考察指标及影响因素[J].涂料工业,2000(4):38-41.
[4] 施乐平,杨征宇,马宪民,等.ARM嵌入式系统综述[J].中国测试,2012(S1):14-16.
[5] 潘宇,乌日图,张永强.基于ARM的生产控制平台[J].兵工自动化,2010(9):82-85.
[6] 聂建成,刘斌.基于ARM/DSP嵌入式系统ARM模块软件设计[J].湖南工程学院学报:自然科学版,2006(1):61-63.
[7] 郑浩,徐国治.ARMLinux中断处理实时性能分析[J].计算机工程与应用,2005(19):101-104.
[8] 吴文廷.浅谈S7-200SMARTPLC的特点及其在实验教学中的应用[J].廊坊师范学院学报:自然科学版,2015(5):125-128.
[9] 高名兴,徐志明.嵌入式PLC软硬件设计技术研究[J].电脑知识与技术,2015(17):189-191.
[10] 杨东,雷勇,涂国强,等.基于西门子PLC控制的隧道风机系统设计[J].自动化仪表,2015(9):65-68.
[11] 殷佳琳,谭孝辉,罗华富.PLC控制系统干扰及抗干扰措施研究[J].控制工程,2013(4):766-768.
[12] 高锦.基于SVM的图像分类[D].西安:西北大学,2010.
(编辑 胡小萍)
Design of Automobile Paint Automatic Formulation System
ZHAO Qinxue, YANG Junjie
(SchoolofElectronicsandInformationEngineering,ShanghaiUniversityofElectricPower,Shanghai200090,China)
Current automobile paint is formulated by hand empirically with low efficiency or using the existing fixed formulation,and the formulated paint often has color difference with the actual car table color.In view of this problem,an automatic formulation system based on ARM & PLC is designed,including control center and deployment agency.The former analyzes the captured car table image from HD camera to obtain initial formulation,the latter mixes raw materials according to the corresponding proportion and continuously adjust ingredients through the color sensor feedback compensation.
automobile paint; automatic formulation; image processing; embedded; programmable logic controller
10.3969/j.issn.1006-4729.2017.03.016
2016-03-16
杨俊杰(1977-),男,博士,教授,福建漳州人.主要研究方向为电力用户侧智能控制技术,变电站设备远程状态监测,无线传感器网络,嵌入式系统等.E-mail:iamyjj@163.com.
TQ639.2;U472.44
A
1006-4729(2017)03-0295-04
猜你喜欢
天然气与石油(2022年5期)2022-11-01
天然气与石油(2022年4期)2022-09-21
上海涂料(2021年5期)2022-01-15
上海涂料(2021年5期)2022-01-15
决策探索(2019年17期)2019-09-20
水上消防(2019年3期)2019-08-20
汽车实用技术(2017年19期)2017-11-01
科学家(2017年17期)2017-10-09
导航定位与授时(2014年2期)2014-04-27
河南科技(2014年1期)2014-02-27