汽车生产的拧紧工艺研究
2017-08-08 01:14戴力
汽车零部件 2017年7期
戴力
(比亚迪汽车工业有限公司,广东深圳 518118)
汽车生产的拧紧工艺研究
戴力
(比亚迪汽车工业有限公司,广东深圳 518118)
随着汽车工业的发展,拧紧工艺被作为总装工厂的核心技术一直在不断提升。作为成品车制造的最后一道工序,如何将各零部件以最恰当、最经济的方式结合在一起就显得尤为重要,这不仅仅关系着制造的成本,也决定着驾乘人员的生命财产安全。通过有效且稳定的拧紧工艺控制,保证所生产出来的车辆均处于较高的质量水平。
汽车;总装工厂;拧紧工艺
0 引言
拧紧工艺作为总装的核心技术,一直在不断发展更新,硬件不断提升的同时,出现了越来越多的控制方法、管控策略。如何将拧紧的效果发挥到最佳,使各部件能够可靠地结合在一起也是各研发制造部门需长期研究的。随着拧紧水平的提高,能够从生产过程中获得详细的生产数据,据此对拧紧的生产过程进行控制,这些对提升拧紧工艺都有很大帮助。
1 基本的拧紧控制方法
总装厂内常见的基本的拧紧控制方法包括:扭矩控制法、扭矩控制—角度监测法、扭矩+角度控制法、斜率法等。每一种方法都须结合现场硬件等级情况实施,最终目的都是期望得到合适的预紧力(也称张紧力、夹紧力等),保证零部件之间能够存在可靠的连接。
但因预紧力往往不易测得,并且也很少有具备直接测量预紧力的生产型设备,所以需通过运用各种拧紧控制方法,来达到最终形成合适的预紧力这一目的。
1.1 扭矩控制
扭矩控制法也叫扭矩法、直接拧紧法、扭矩拧紧法等,此方法是目前最为主流的一种拧紧控制方法,优势为操作简单、对设备要求不高。主要是依据螺栓在拧紧过程中,其预紧力随着螺栓的拉伸呈线性变化这一特性,如图1所示。
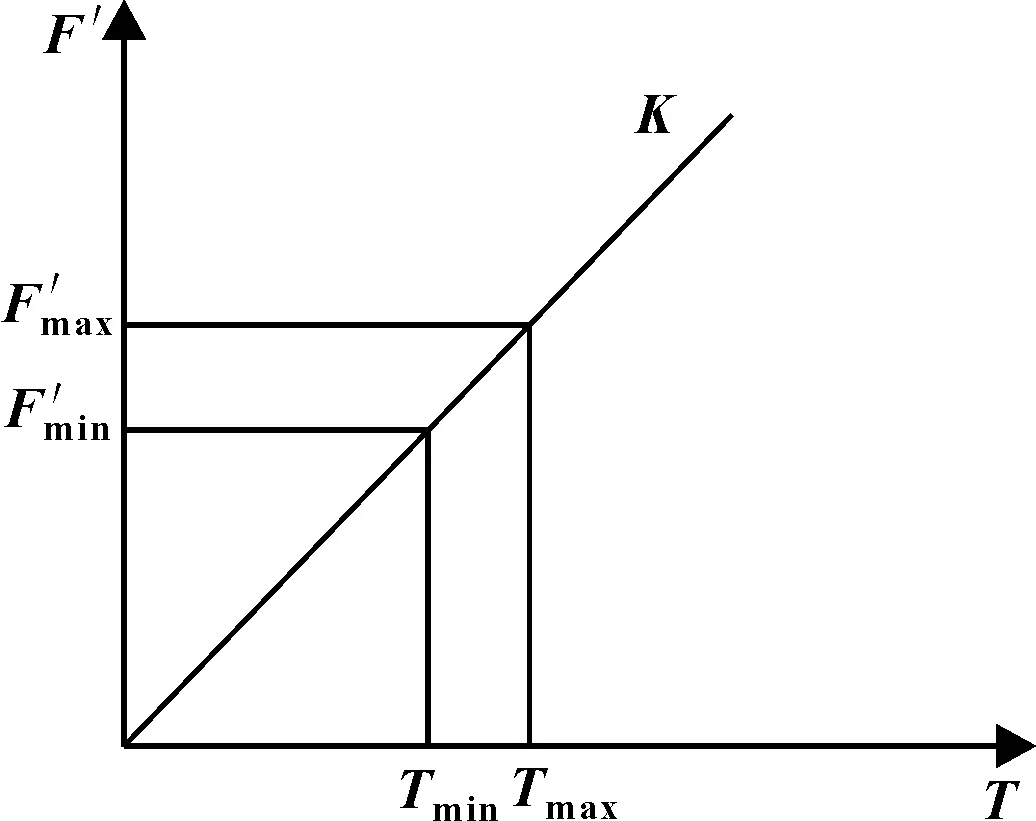
图1 预紧力与扭矩呈线性关系
T=KFd
式中:T为控制扭矩;K为拧紧扭矩系数;F为预紧力;d为螺栓公称直径。
拧紧扭矩系数K与工件状态、表面粗糙度等诸多因素有关。这种控制方法大致步骤为:在计算出此处需要的预紧力之后,根据国标或者VDI等相关标准及前期设计的工况综合判断,进行紧固件选型,然后使用选出来的紧固件进行多次测试,在拧紧的过程中根据拧紧曲线在达到所要求的预紧力时的点位得出初步的控制扭矩。
可使用如ATLAS厂家的BLM5000和TPT200/100夹紧力传感器、MC900超声波分析仪及配套软件、高精度电控扭矩扳手STWrench等设备,配合至少50颗已贴超声波贴片的螺栓进行测试。常见的拧紧工艺测量设备如图2所示。
例如,作者对某车的副车架与车身连接螺栓进行测试(现场测量状态见图3),需达到的预紧力为80 kN,使用的标准件为规格10.9级M16×2粗牙螺栓。经过多次测量及数据分析,此规格螺栓台架试验的最小极限拉伸载荷为180 kN(见图4),可满足所需预紧力要求,在扭矩为258 N·m时可达到要求的预紧力(见表1),±3σ的偏离程度为7.24%,处于经验公式以内,因此±3σ可作为初步管控标准。

图3 现场测量状态

图4 螺栓台架试验的拧紧曲线

扭矩轴向力平均值257.93N·m79.91kN标准差s6.236.653s18.6819.943s的离散程度(±)7.24%24.95%最大值271.72N·m99.17kN最小值249.92N·m67.13kN
1.2 扭矩控制—角度监测法
此方法是在扭矩控制法的基础之上,引入角度监测,用于识别多种异常工况。
一般情况是:
(1)扭矩及角度均在要求监控范围内,力矩合格。
(2)扭矩值达到要求,角度值低于监控范围,可能螺纹孔有焊渣、残胶,螺栓未手动预紧导致歪斜,或者零件、标准件出现异常。
(3)扭矩值达到要求,角度值高于监控范围,可能螺栓或螺纹被破坏,沾染油渍,出现拧断,或者零件、标准件出现异常。
(4)扭矩值低于要求,角度值高于监控范围,可能出现螺纹被破坏,出现打滑,或者零件、标准件出现异常。
(5)出现其他情况,可能因设备故障。
APEX拧紧电枪的程序编辑界面(图5)中,Angle Low Limit和Angle High Limit就已限定了角度监控的范围,Threshold 为门槛扭矩,即角度监视的0°对应力矩上的起始点。
参数来源上,门槛扭矩的来源多以经验公式计算或者从曲线上进行分析判断,但二者基本都基于实际拧紧数据而得出。
例如,以某车型的转向机与前副车架连接螺栓的拧紧(如图6所示)为例,拧紧的目标力矩为105 N·m,使用的设备为APEX的48EAE175AX6B拧紧电枪、MPRO400GC-E控制器。
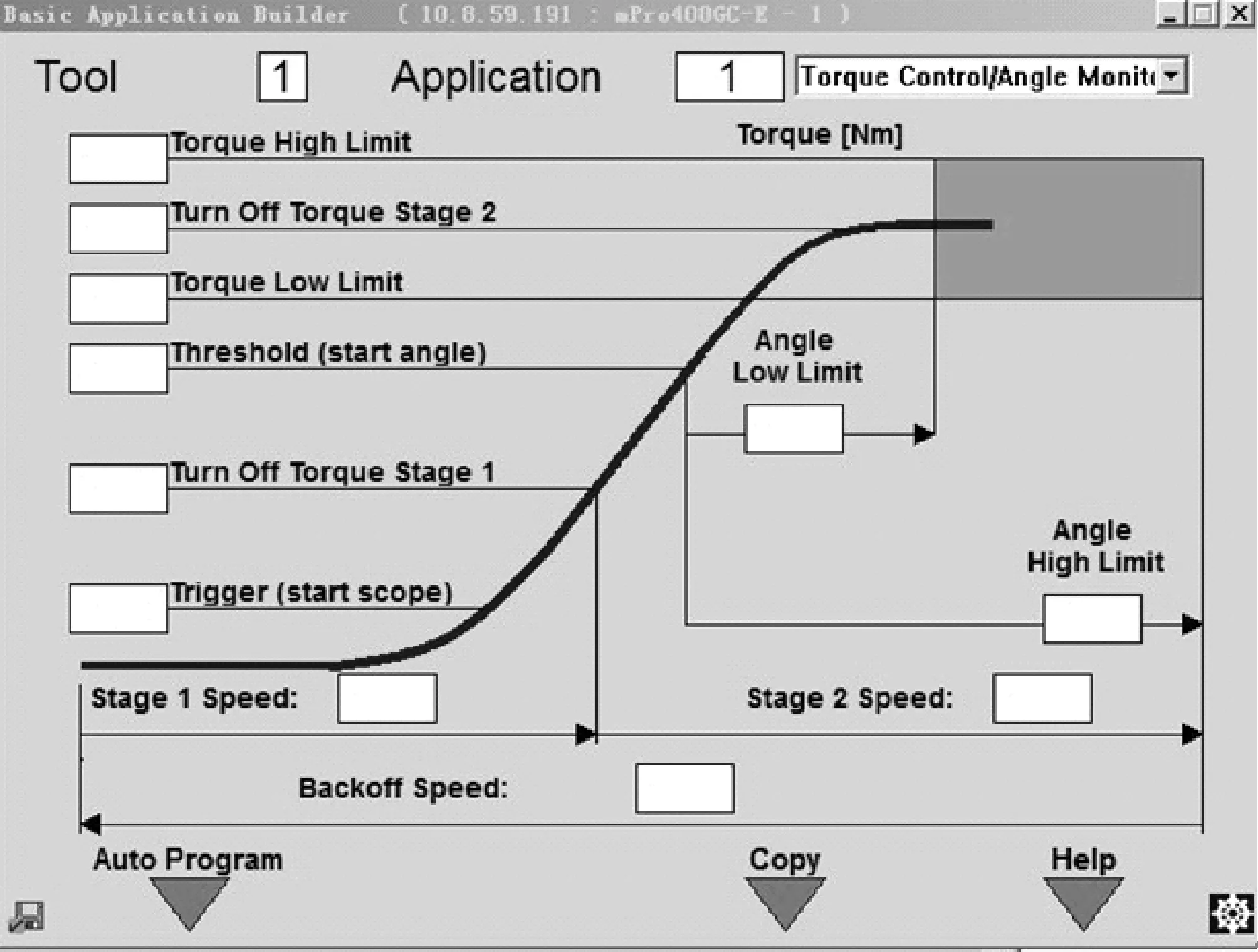
图5 APEX拧紧电枪的程序编辑页面

图6 某车的转向机与前副车架连接
从控制器提取出曲线,并将大量曲线按照同样的比例进行投影,模拟出大量螺栓的拧紧曲线分布情况。单条曲线的投影见图7,多条曲线的投影见图8。
从投影中可见在螺栓处于拧紧初步阶段曲线差异较大,随着拧紧作业持续,轴向力越来越大,使扭矩产生差异的因素作用越来越小(如零件和紧固件表面的细微差别等),最终曲线都能稳定在较小的区域内。
选取门槛扭矩时,应避免前期对扭矩产生影响的干扰区域。在这个案例中,可按照投影中稳定区域的起点55 N·m进行选取,最终大量角度落在了154°~187°之间,然后将这些样本按照±3σ进行计算,最终角度监控的范围是174°±30°。

图7 单条曲线

图8 多条曲线的投影
1.3 扭矩+角度控制法
扭矩+角度控制法是利用了紧固件相对于零部件有更好的先天条件。因紧固件存在各项标准,一致性更好,在受到拉伸时稳定输出一定的预紧力,而紧固件旋转一定的角度后产生的拉伸量也较一致。该方法的优势是降低了不稳定且难于精确控制的摩擦因素,能够使预紧力获得较小的离散差,从而提高拧紧质量。
角度值的来源借鉴了扭矩控制—角度监测法,即大量测量从门槛扭矩M0开始,以此时的角度值作为起始值,拧紧到要求的预紧力之间旋转的角度φ。最终的控制方法为M0+φ。
图9(a)中,在相同的扭矩M1作用完毕后,预紧力差异为ΔF;图9(b)中,在达到门槛扭矩M0之后,分别旋转φ角度,此时预紧力差异为ΔF0,相对于M1作用下产生的ΔF1更小,也就是能够使预紧力差异更小。
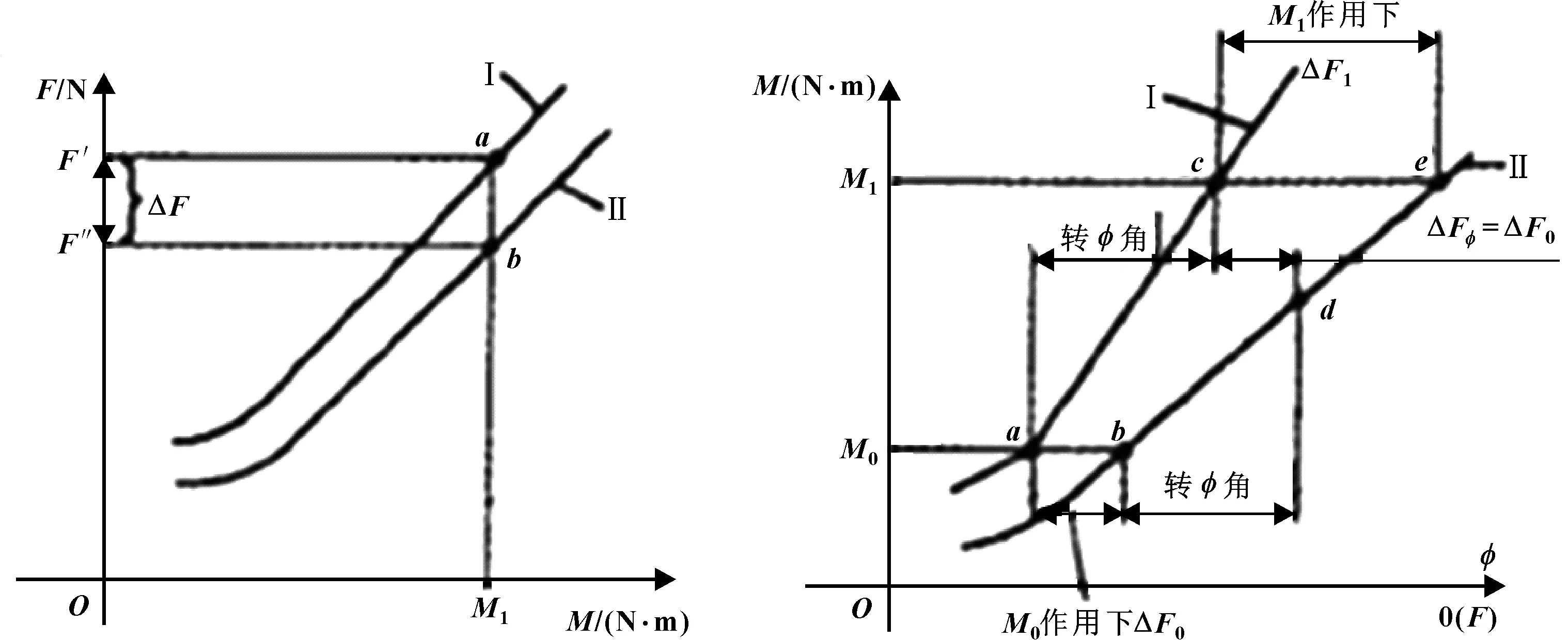
图9 角度与预紧力的关系
例如某车的动力总成后悬置支架拧紧工艺要求为(55±6)N·m +(90±9)°,其动力总成后悬置拧紧工艺要求为(180±18)N·m +(45±5)°等。
1.4 斜率法
斜率法应用范围较小,因为对拧紧设备的要求较高,需在测试螺纹副装配扭矩随时间变化量的同时,不断地测试螺纹拧紧转角随时间的变化量。这种方法大部分都是将最终的拧紧点拧至屈服极限,因此也叫屈服点法。
Δ=dT/dφ
式中:Δ为斜率;dT为拧紧扭矩变化量;dφ为拧紧角度变化量。
斜率法原理图如图10所示:当拧紧进入线性区域时,此时的斜率能达到最大值;当拧紧进入螺栓的材料屈服阶段后,随着拧紧角度的不断增加,扭矩的增速开始放缓,因Δ为变化率的比值,所以Δ开始降低,当Δ趋向于规定值,一般为(1/2~1/3)Δmax,发出结束拧紧控制信号。该控制方法的拧紧质量只与螺栓屈服强度有关,而屈服强度不受扭矩控制法的摩擦因数和转角控制法的转角起始点的影响,从而克服了扭矩控制法和扭矩+角度控制法的缺点,提高了装配质量,并最大限度地发挥了紧固件的潜力。
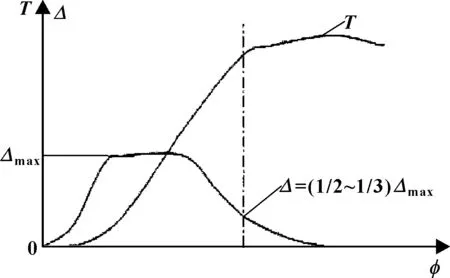
图10 斜率法原理图
因为斜率法的上述优点,某主机厂副车架采用了屈服点拧紧法的拧紧机,如图11所示。

图11 某主机厂副车架采用了屈服点拧紧法的拧紧机
2 动态扭矩和静态扭矩的转换
拧紧作业的检测是不可再现的,在紧固件拧紧完毕、动力工具作业完毕后,螺纹副之间的摩擦由动摩擦变为静摩擦,并且在断开动力工具输出之后还存在一定的力矩衰减,工件之间产生细微的形变。这样就产生了动力工具的设定值与表盘扳手的检测值之间的差异,也产生了动态扭矩与静态扭矩的概念。
动态扭矩是指在紧固件紧固过程中,由紧固动力工具设定或由其传感器测得的紧固过程扭矩峰值,动态扭矩不能在紧固件被紧固完之后测量。静态扭矩是指在紧固件紧固完成之后,在一定时间内由扭矩检定工具在规定的转动幅度下继续在紧固方向上转动测得的扭矩值。
动态扭矩由工具定值机构或者传感器进行控制,精度高,需要的设备成本高,由于是转动过程中的峰值,所以不能直观地显示为最终的拧紧效果。欧美主机厂常用动态扭矩进行工艺控制和设备配套策略,主要采用的动力工具是拧紧轴、拧紧电枪等。静态扭矩多数依靠人工检测,检测工具简单,操作便利,所需设备成本低,较为接近紧固件的自然状况,能更直观地显示最终的拧紧效果,日韩系主机厂多采用静态扭矩进行工艺控制,主要采用动力工具配合扭矩扳手的形式。
动态扭矩用于生产,静态扭矩用于检验。研发给出的扭矩值需提前确认好属于哪一类,然后进行另一套标准的建立。
2.1 动态扭矩到静态扭矩的转换
某主机厂的动态力矩到静态力矩的释放流程如图12所示。
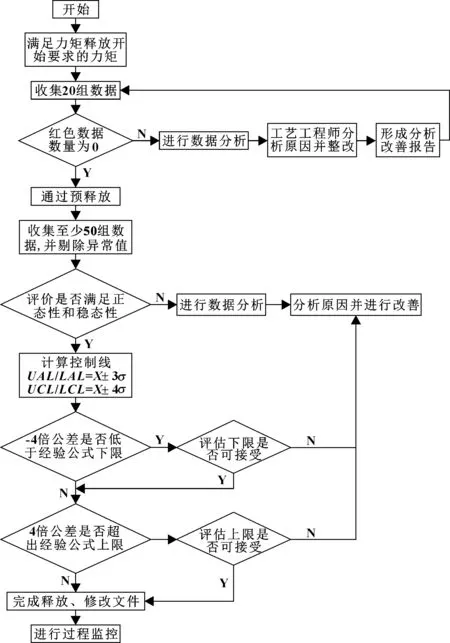
图12 某主机厂的动态力矩到静态力矩的释放流程
在研发给出动态扭矩作为控制标准时,首先整理所有拧紧点的作业情况,将有动力工具作为最终拧紧的工序,将工具调至动态扭矩目标值,拧紧后收集静态数据,若满足力矩要求即可进行力矩预释放。继续收集数据,进行数据分析,计算出±3σ或者±4σ,然后与经验公式和工艺范围进行比对,按照生产工艺品质的要求,进行最终释放。后期的力矩检测主要以此静态扭矩标准作为控制方案。
2.2 静态扭矩到动态扭矩的转换
在研发给出静态扭矩作为控制标准时,由于最初没有动态扭矩,并不知道静态扭矩需要对应什么样的动态扭矩,且经过衰减后能保证达到静态扭矩的要求,因此需要由专门的小组在前期车辆试制阶段来完成此工作。先将静态扭矩设定到动力工具上,进行10次一组的测量,测量要通过表盘扳手测试并记录,该扭矩为测量扭矩,需要与扭矩数据库中的扭矩数据进行对比,如果一致则可将该静态扭矩作为动态扭矩直接释放到力矩管控清单,如果不一致则需要重新设定工具的扭矩,直到测量的扭矩结果和静态扭矩一致为止。某主机厂的静态力矩到动态力矩的释放流程如图13所示。
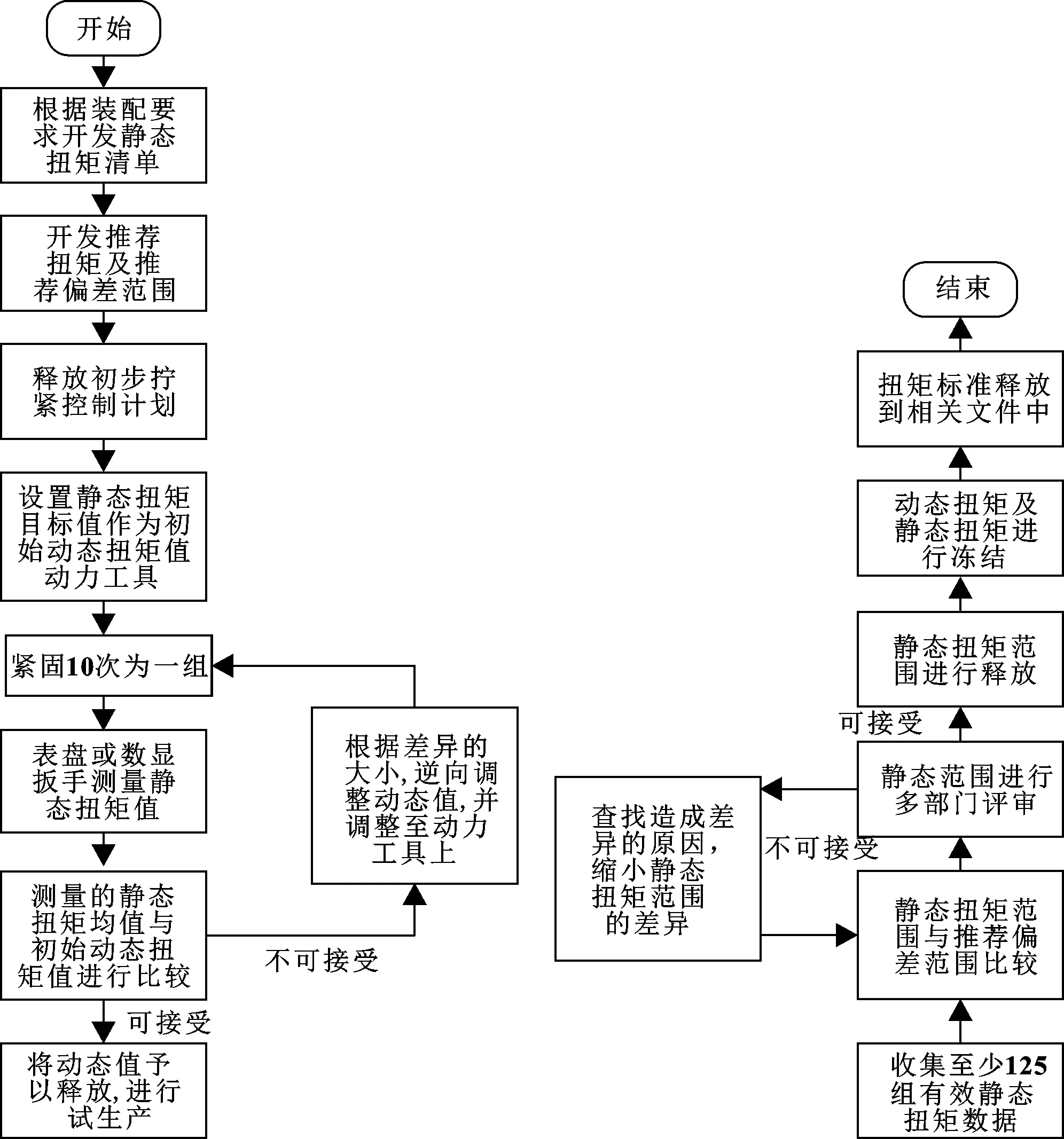
图13 某主机厂的静态力矩到动态力矩的释放流程
现以动态扭矩到静态扭矩为例。
例如,某主机厂的某车型,其后副车架与车身连接螺栓,研发输入的为动态扭矩值200 N·m,使用的设备为ATLAS 型号为QST 62-350CT拧紧轴,将设定值调至200 N·m之后,进行实车拧紧,然后使用NORBAR型号为WC4-340数显扭矩扳手测量静态扭矩(见图14),大致步骤如下:

图14 某车型的后副车架与车身连接工序
(1)预释放流程
收集20组数据,进行分析,如图15可见,满足预释放要求。

图15 20组数据的预释放分析结果
(2)最终释放流程
预释放通过之后,收集50组数据(见表2),进行分析。

表2 收集要进行最终释放的50组数据
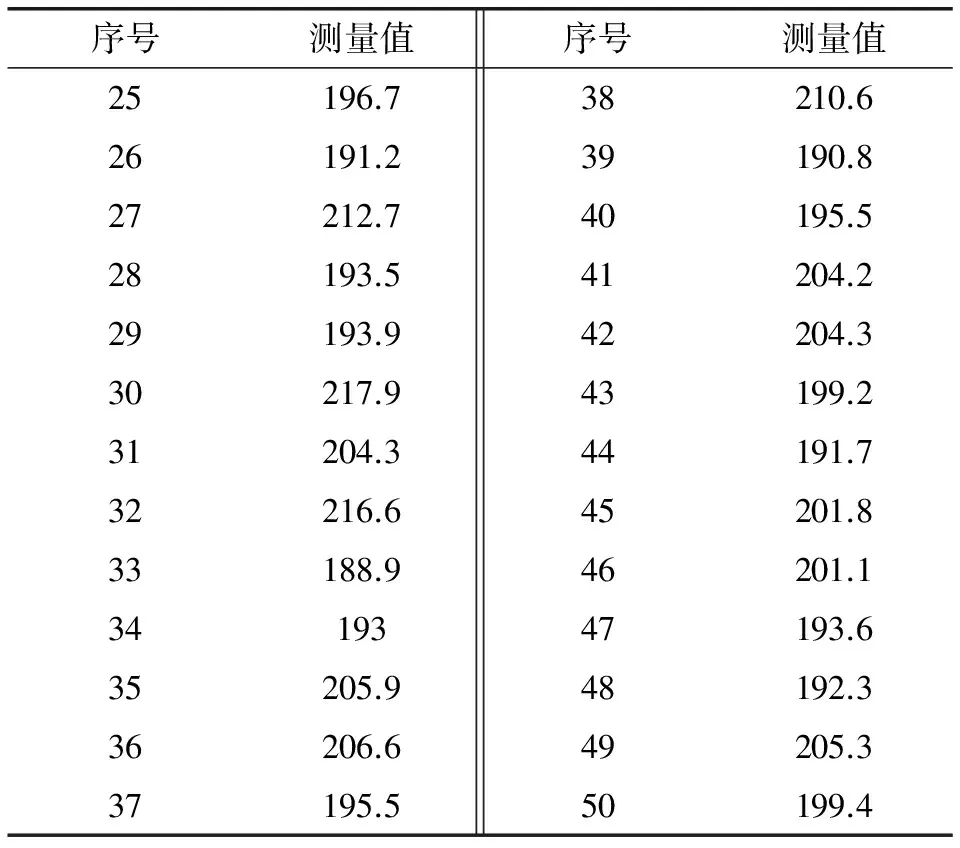
续表2
对样本进行计算,计算结果如表3所示。
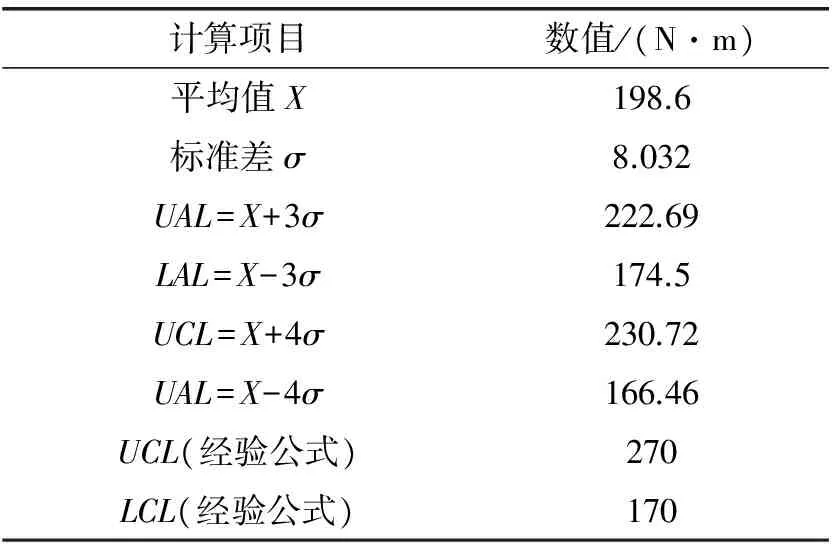
表3 50组数据的计算结果
进行单值控制图分析,与预释放无大偏差,如图16所示。

图16 单值控制图
对样本进行正态性分析,P值大于0.05,如图17所示。
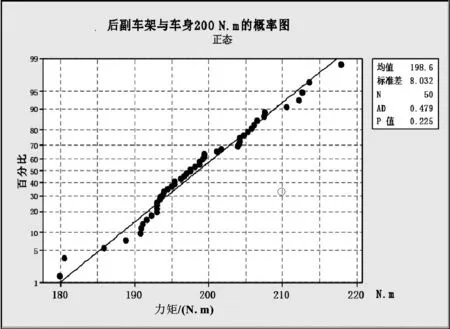
图17 概率图
按照上述的过程进行之后,将±4倍公差(±4SL)范围与经验公式范围进行比较,上限取较低者:+4SL为230.72 N·m低于经验公式270 N·m;下限取较高者:-4SL为166.46 N·m低于经验公式170 N·m,如表4所示。

表4 最终释放的结果
(3)输出结果:产线用于检测的静态扭矩范围为170~231 N·m,如表4所示。
3 结束语
拧紧工艺作为各车企总装工厂的核心工艺,随着现代拧紧设备的飞速发展,各种以前实现不了的拧紧控制策略都已陆续实现。可以预见在未来发展中,会出现越来越多的更加合理的拧紧方法,而这些软硬件的发展也将大幅提升整车拧紧装配质量,进而推动汽车行业的发展。
[1]熊云奇,卢海波.螺纹紧固件拧紧工艺技术及发展趋势[C]//2007年中国汽车工程学会年会论文集,2007.
[2]朱正德,林湖.基于螺栓装配技术中扭矩法与扭矩/转角法比较与应用研究[J].柴油机设计与制造,2005,14 (2) :14-17. ZHU Z D,LIN H.Comparison and Application Analysis of Torque Method and Torque/Rotation Method for Bolt Assembly[J].Design and Manufacture of Diesel Engine,2005,14(2):14-17.
[3]黄健.装配过程常用拧紧控制策略分析[J].电动工具,2008(2):9-12.
奥升德在2017中国国际橡塑展上推介应用于汽车行业的泛达®尼龙66产品组合
2017年6月21日,垂直一体化尼龙66树脂生产商——奥升德功能材料在2017中国国际橡塑展上为与会观众推介应用于汽车行业的全系列产品。
奥升德展出了采用尼龙66生产、可应用于冷却系统、机油管理、动力传动系统、轮胎帘子布以及电子元件的各种汽车零配件。
“如今,驾驶员对汽车性能的期望值要比以往更高。他们希望车辆能够拥有更尖端的技术、更出色的性能表现、更高的燃油效率以及更佳的舒适度。”奥升德高性能材料汽车行业全球业务经理Philip JESZKE表示。“原始设备制造商和零配件生产商相信,奥升德世界级的一体化运营模式能够为他们提供品质和供货保障,从而帮助他们在市场中巩固竞争优势。”
凭借优异的热阻系数与耐水解性能,奥升德的尼龙66树脂与工程塑料产品组合能够帮助原始设备制造商实现产品轻量化。泛达®H系列属于玻璃填充型耐热品级,可以有效避免引擎盖下积攒热量带来损坏,而且具有耐化学品腐蚀性,从而使其成为机油管理、活性炭罐、进气歧管以及汽缸盖等多种汽车应用场合的理想选择。今年,奥升德将展示面向汽车领域量身打造的多款尼龙66创新产品,其中包括:(1)在汽车冷却系统等苛刻应用环境,泛达®HR系列能够提供行业最佳的耐热和耐水解老化性能。(2)应用于对燃油效率要求较高的涡轮增压发动机中,奥升德的泛达®HT系列能够有效防止机器在长期热暴露后出现性能退化现象。
奥升德的泛达®J系列属于玻璃填充型品级,具有电中性、不含卤素,耐热性极佳,可以在高于155 ℃的持续超高温环境中使用。泛达®J系列品级的绝缘电阻率较高,非常适用于混合动力车与电动车。今年,奥升德将在展会上推介J系列产品家族的以下材料:泛达®R515J, R530J 和 R535J玻璃填充型品级,具有电中性和热稳定性,能够为薄壁零部件铸造工艺提供出色的流动性,而且可以提高生产率。
“我们看到,作为传统金属材料的一种多功能替代材料,尼龙66已经充分展示了它的优势。它可以通过减轻汽车整体质量来提升燃油效率,而且无须以牺牲性能表现或驾驶舒适度作为代价。”奥升德亚洲汽车技术经理David LIU如是说。“我们致力于推动全球尼龙66产业链全面发展。这是我们能够与客户开展长期合作、率先开发创新型塑料解决方案、顺利应对汽车行业各种挑战的重要基础。”
(来源:俞庆华)
Technics of Torque Fastening in Automobile Production
DAI Li
(BYD Auto Industry Co., Ltd.,Shenzhen Guangdong 518118,China)
With the development of automobile industry,the fastening process is a core technology which has been improved in the assembly plant. As a final vehicle product manufacturing process, how to make the parts in the most appropriate and most economical way together is particularly important.This not only relates manufacturing cost,but also determines the driving safety of life and property. Through the effective and stable fastening process controlling,the produced vehicles were ensured at a higher level of quality.
Automobile; Assembly plant; Torque fastening process
2017-04-29
戴力(1986—), 男, 学士,助理工程师,研究方向为拧紧工艺、自动化设备、信息系统。E-mail:506888922@qq.com。
10.19466/j.cnki.1674-1986.2017.07.016
U466
A
1674-1986(2017)07-057-07
猜你喜欢
中国核电(2022年2期)2022-09-16
内燃机与配件(2022年2期)2022-01-17
云南画报(2021年8期)2021-11-13
航天标准化(2021年2期)2021-11-12
专用汽车(2021年7期)2021-07-23
北京航空航天大学学报(2021年6期)2021-07-20
成都体育学院学报(2021年1期)2021-07-16
科技视界(2020年4期)2020-04-26
阅读(低年级)(2019年4期)2019-05-20
汽车实用技术(2018年5期)2018-03-20