3MZ1420轴承外沟道磨床改造
2017-07-31 20:13刘新凯
哈尔滨轴承 2017年2期
辛 鑫,刘新凯
(瓦房店轴承集团有限责任公司,辽宁 瓦房店116300)
3MZ1420轴承外沟道磨床改造
辛 鑫,刘新凯
(瓦房店轴承集团有限责任公司,辽宁 瓦房店116300)
针对3MZ1420轴承外沟道缺少反磁环节,线路老化,维修困难,缺少计数修整,不方便操作者选择修整方式等问题,增加反磁电容,并利用PLC对原有设备进行改造,增加计数修整程序,使得操作简单,维修便捷,解决了套圈的残磁问题,增加了电气元件的使用寿命,减少了机床维修时间。
外沟道磨床;三菱PLC;反磁电容;计数修整
1 前言
轴承加工过程中的每一个环节都至关重要,想要达到外圈、内圈、钢球和保持架四部分的完美组合,每一部件在传递到下一步工序之前的清洁度都有一定的要求,如果表面吸附了异物,对后序工序的加工质量会造成相当大的影响,可见轴承清洁度对轴承加工的重要性。
2 原有机床存在的缺陷
2.1 残磁问题
3MZ1420外沟道磨床在加工过程中,需要将轴承套圈吸附在工件轴的磁盘上。由于磁盘具有很强的磁性,在加工结束以后,套圈上会残留少量残磁,而残留的磁力会吸附空气中的粉尘、铁屑等异物,在进行下一步工序的加工时,由于表面异物的存在,会使得支点把套圈抬高,偏离中心点,影响加工尺寸,所以必须要添加反磁环节,解决套圈的残磁问题。
2.2 计数修整
套圈在加工过程中,砂轮会因为磨削造成一定程度的堵塞和不锋锐利,减少金属的去除量和磨削效率,容易产生烧伤,影响套圈的质量,所以要用修整器上的金刚笔对砂轮表面进行修整,去掉堵塞物,使砂轮重新变得锐利。加工不同尺寸的产品,砂轮的修整频次也有所不同,为了能够更好地完成套圈的加工,提供更多的修整频次的选项变得尤为重要。
2.3 中间继电器
设备中大量继电器的老化是产生设备故障的重要原因之一,继电器都有自己的寿命,过于频繁的吸合会大大减少它们的寿命,使触点烧坏。继电器过多,线路复杂,维修维护的难度很大。
3 反磁系统详解
3.1 YH充磁原理
机床的反磁系统如图1所示。经过整流桥块,将110V的交流信号转换成直流信号,53对应的是正极,57对应的是负极,KA1和KA2的继电器线圈同时得电,KA3继电器线圈不得电,时间继电器T3、T4不工作。此时KA1和KA2的长开触点会闭合。KA1的触点闭合,目的是将整流得到的110V左右的直流电压加在YH磁盘线圈上,线圈两端54对应正电压,62对应负电压,YH线圈上被充入磁性,将轴承吸住,此时可认为轴承上带有正磁性。而KA2的长开触点闭合,目的是通过限流电阻R给电容C充电,59对应的是电容的正极,60对应的是电容的负极。RP为滑动变阻器,调节它的大小可以改变上磁电流,从而改变磁盘YH的磁力大小,电流大小可通过串联的电流表A监测。
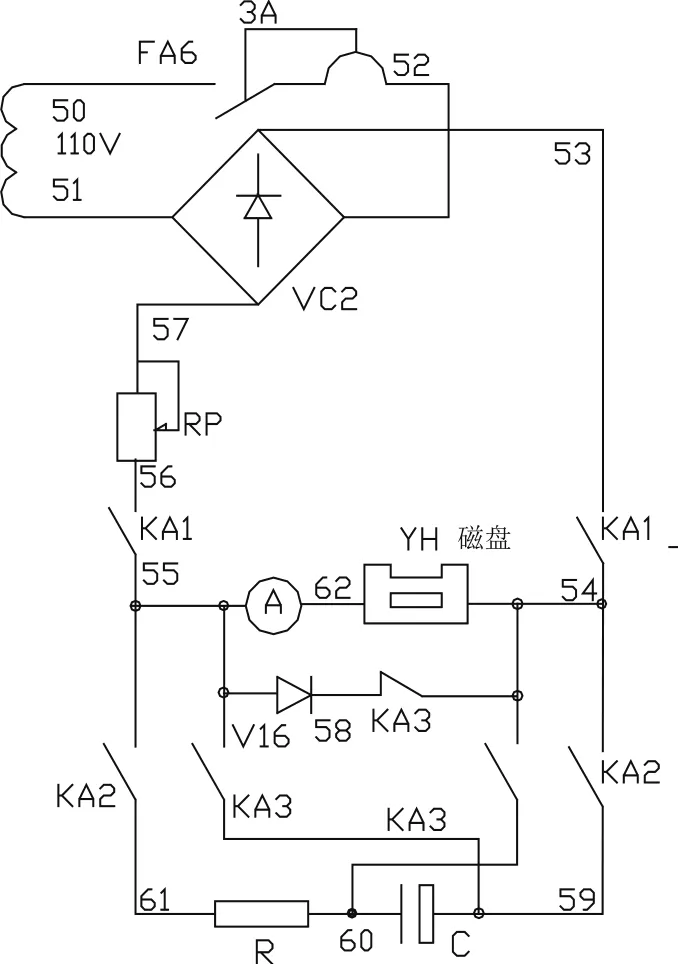
图1 反磁系统
3.2 YH反磁原理
当完成一个磨削周期后,砂轮轴和工件轴都退回起始位置,KA1和KA2的线圈同时断电, T3得电,开始计时,KA3线圈仍然不得电,T4不得电。此时YH两端110V电压消失,在YH两端会产生一个瞬间的反电动势,为了防止反电动势巨大的冲击,在YH两端并联一个续流二极管,将反电动势化解,此时轴承上还残存少量正磁性,也就是我们所说的残磁。将反电动势化解后,T3的计时时间到,T4得电,开始计时,同时KA3线圈得电,KA3的常开触点闭合,常闭触点断开,把电容C两端的电压加到YH两端,此时54点对应的是负电压,62点对应的是正电压,刚好与充磁时是相反的,产生的反向磁性刚好可以将轴承上的正磁性抵消,从而达到去除残磁的目的。经过反复试验,这个反磁的时间以0.8s为最佳,也正是T4的计时时间。当T4计时时间到,机械手动作,将已去除残磁的轴承推进下料道。有了反磁系统的帮助,可以将轴承上的残留磁力去除,套圈就不会再因为磁力的存在吸附异物,从而提高了轴承在工序间的清洁度,图2所示为反磁的PLC程序段。
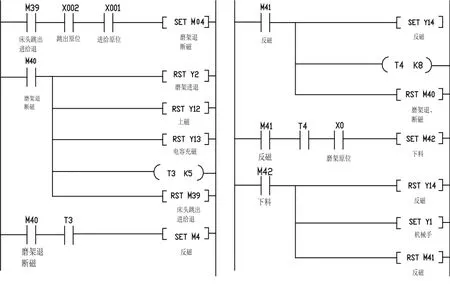
图2 反磁程序
4 计数修整环节
在机床的原位状态下,按下X34可以设置修整频次,从1~5分别为每干1个活一修整到每干5个活一修整五种方式的选择,每选择一种方式,其他方式便通过复位指令清除,保证唯一性。如果想要修改修整频次,可以通过按下X35将计数清零。当机床加工到精进环节时,利用这一步骤对修整计数进行确认,例如每干2个活就会精进2次,所以可以利用精进的次数确定修整频次。通过以下程序段可以实现,如图3为修整计数程序。
5 机床电气系统的工作原理
原机床采用继电器控制,现利用PLC对原有设备的电气系统进行了改造。
5.1 机床工作控制原理
如图4所示为3MZ1420的机床自动循环图。根据流程图可以清楚地看出机床每一个步骤所需要的触发条件。表1所示的是按钮及电磁阀的功能。将图4和表1结合,能够清晰地看出机床的自动循环过程。

表1 按钮电磁阀功能
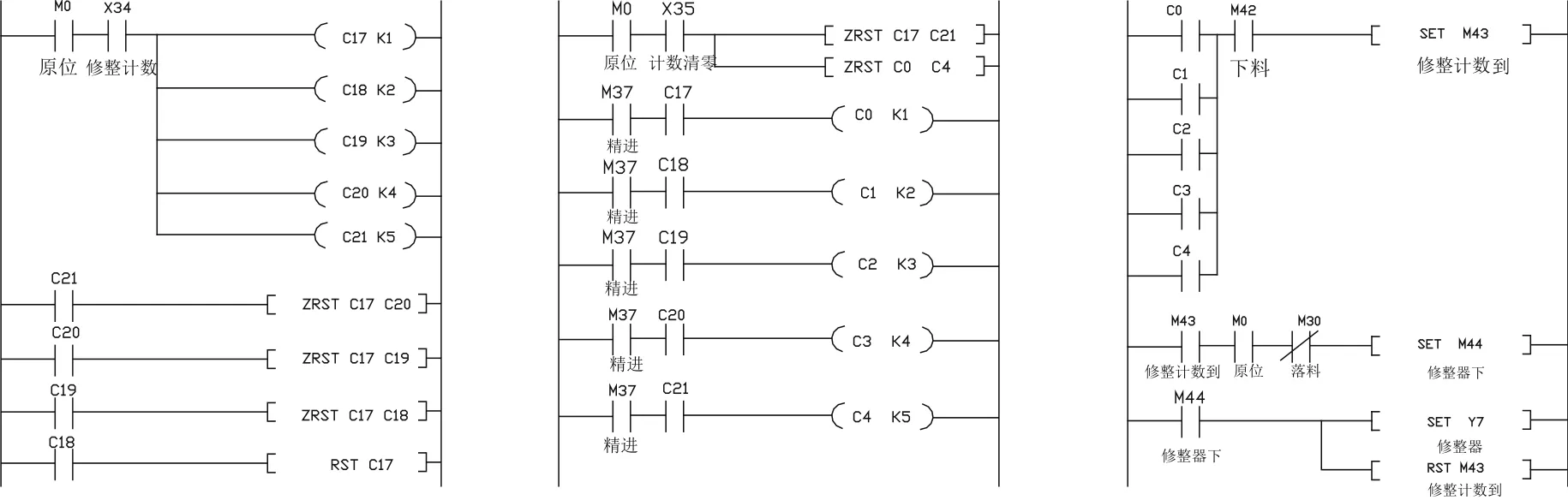
图3 修整计数程序
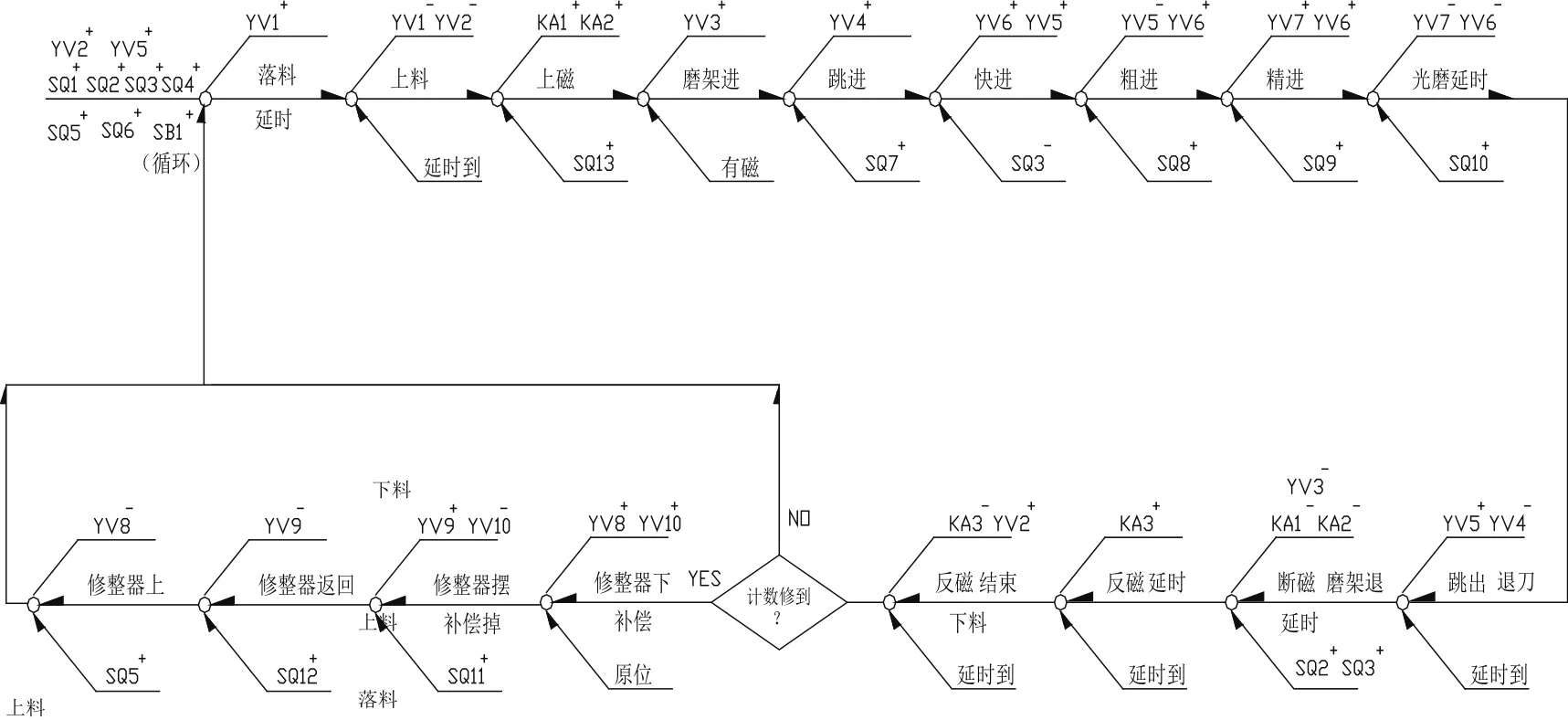
图4 机床自动循环图
5.2 机床循环梯形图
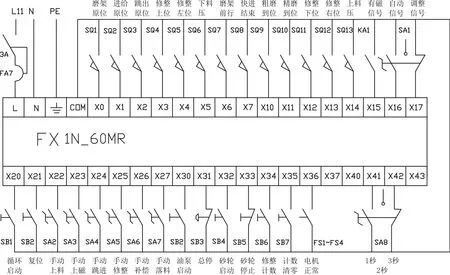
利用每一步的执行顺序,可设计出所需要的PLC梯形图程序,如图 5。在编制过程中每一步所需要的器件都进行编号,触点用X,线圈用M、Y、T等。配合机床的梯形图,PLC的外部接线图应运而生,如图 6。
6 结束语
通过对3MZ1420机床的改进,彻底解决了轴承的残磁问题,大大提高了轴承的加工精度。随着社会对产品质量要求的提高,电气改造的诸多
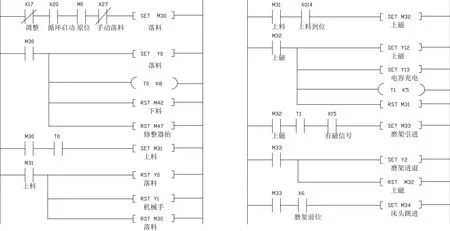
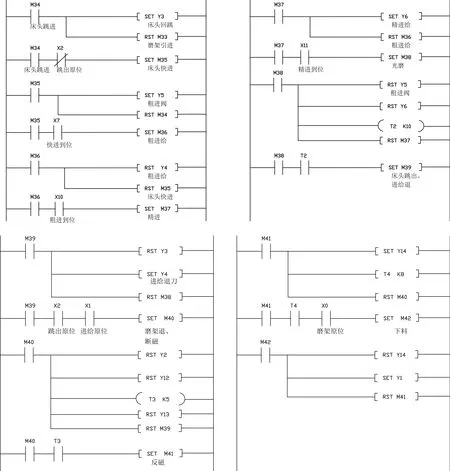
图5 机床循环程序图
优势都有了用武之地。日新月异层出不穷的高科技元件,为机床改造提供了有力的保障。只有不断学习新的技术,才能更好地从机床改造的过程中为企业谋取利益,实现向现代化科技型企业的完美转型。
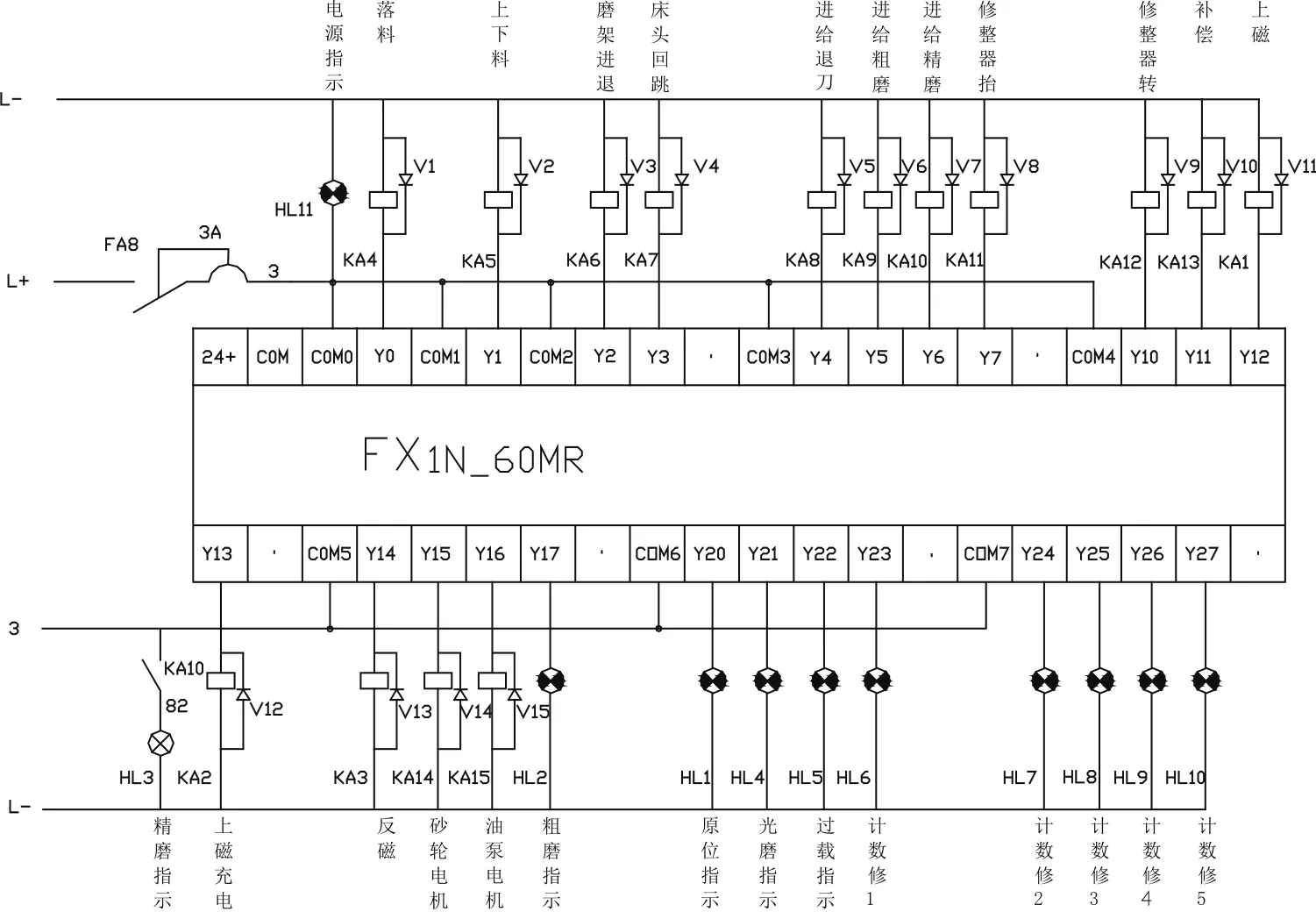
图6 PLC外部接线图
(编辑:王立新)
Improvement on 3MZ1420 bearing outer raceway grinder
Xin Xin, Liu Xinkai
( Wafangdian Bearing Group Co.,Ltd., Wafangdian116300,China )
In view of these phenomena with 3MZ1420 bearing outer raceway: lack of anti-magnetic process, aging lines, diff i cult in maintenance, lack of counting dressing, and inconvenient for operator to select dressing methods, anti- magnetic capacitance was added, and the original equipment was improved using PLC. By using the counting dressing program, the equipment bacame simple in operation and convenient in maintenance, and the problem of residual magnetism of ring was solved and the service life of the electrical elements was increased with less machine maintenance time.
outer raceway grinder; Mitsubishi PLC; anti- magnetic capacitance; counting dressing
TG581+.2
B
1672-4852(2017)02-0012-04
2017-04-04.
辛 鑫(1986-),男,工程师.
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
金刚石与磨料磨具工程(2021年3期)2021-12-06
军民两用技术与产品(2020年8期)2020-09-07
山东工业技术(2019年13期)2019-05-30
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2018年10期)2018-10-13
创新作文(小学版)(2018年31期)2018-05-16
制造技术与机床(2017年11期)2017-12-18