
基于20GM定位模块的三轴步进控制系统设计
2017-07-03 15:28:25苏伟君江吉彬
福建工程学院学报 2017年3期
苏伟君, 江吉彬
(福建工程学院 机械与汽车工程学院, 福建 福州 350118)
基于20GM定位模块的三轴步进控制系统设计
苏伟君, 江吉彬
(福建工程学院 机械与汽车工程学院, 福建 福州 350118)
利用FX2N-20GM定位模块的定位精度高及直线和圆弧插补功能,设计基于三菱PLC和定位模块的三轴步进运动平台软硬件控制系统。并通过实验进行验证,说明三轴运动平台运用模块化的定位系统设计具有定位精度高、稳定性好、可靠性强等特性。
PLC; FX2N-20GM; 定位; 三轴步进系统; 模块化设计
运动控制系统是指通过对电机电压、电流、频率等的控制,来实现工作机械的转矩、速度、位移等参数的实时控制管理,并使其按照预先设定的轨迹和参数进行运动,以满足生产工艺及其它应用的需要。步进电机是将电脉冲信号转变为角位移或线位移的开环控制电机,是现代数字程序控制系统中的主要执行元件,应用极为广泛,诸如数控机床、工业机器人、材料输送机等各种自动化设备和生产线中[1]176,[2]。
运动控制器可以选择单片机、PLC及专用控制单元等,电机常选用伺服电机或者步进电机,如,可以基于C8051单片机实现对三轴伺服转台系统的控制[3];利用三菱FX2N-10GM定位模块可以提高圆台磨床的准确性和灵活性[4];运用数字积分法设计以单片机作为微处理器的开环数控系统,实现两轴联动,并且能完成较高精度的运动轨迹控制[5];利用定位模块对系统进行定位控制,可以有效提高步进或者伺服系统的控制精度[2,6]。在执行机构中可以选用滚珠丝杆、同步齿形带、高精度齿轮等高传动精度的机械装置,从而提高系统的精度和准确性。
在实际应用中从控制精度、可靠性、成本等因素考虑,模块化的测试控制技术将会成为工业自动化生产的趋势之一[7],而可编程控制器(PLC)作为工业控制计算机,具有可靠性强、抗干扰能力强、功能完善等显著优点,是实现机电一体化的理想控制装置[8]。
本文提出利用PLC和定位模块控制步进电机实现三轴运动平台的控制方案及软硬件结构设计,并通过实验给予验证。
1 控制系统的硬件设计
三轴步进控制系统主要由三菱PLC控制器、定位模块FX2N-20GM、触摸屏、电源开关、步进驱动器等组成,硬件控制系统原理如图1所示。
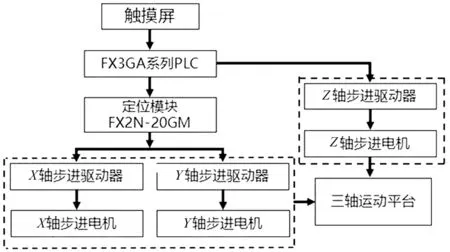
图1 硬件控制系统原理图 Fig.1 The schematic of hardware control system
选择具有XYZ三轴运动的滚珠丝杆导轨控制平台,选用FX3GA-40MT型号PLC作为三轴运动平台的逻辑控制以及对Z轴的精确定位,XY轴的插补运动控制和精确定位则借助专门的定位模块FX2N-20GM,此定位模块具有独立的cod语言指令系统、编程软元件、通用的I/O接口,可以进行独立编程和运行控制。20 GM具有独立2轴和同步2轴的定位控制模式,可以进行快速定位、中断定位、变速定位、原点回归、直线插补和圆弧插补等多种定位操作。并且可以通过FX-VPS-E控制软件进行可视化图形定位编程[1]413。
在触摸屏上对开关量、指示灯、数据寄存器等相关参数及动作指令进行控制,因此可在触摸屏上对相关参数进行实时监测以及三轴运动平台的启动、停止、回零、点动、自动等指令的操作。
定位控制中的速度、位置控制等数据通过特殊数据寄存器进行存储,而在初始化程序中,有些数据需要传送到指定的特殊数据寄存器中,也有些数据是通过定位指令本身给出的。FX2N-20GM的内存中有专门的参数存储单元,可分为定位控制参数、I/O控制参数、系统参数3类,除系统参数外,其它参数同时被分配到指定的特殊数据存储器中。
控制系统的电气接线原理如图2所示。
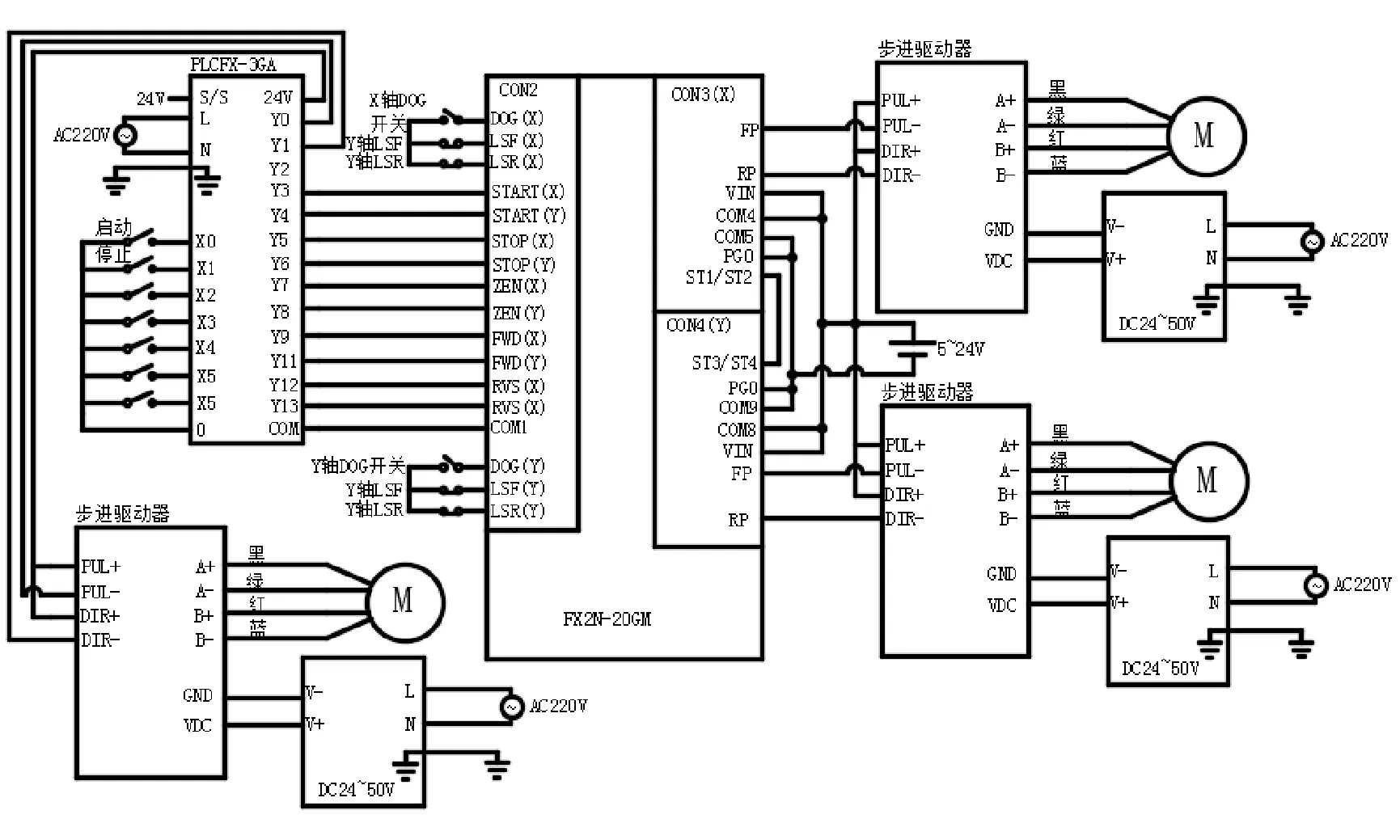
图2 控制系统的电气接线原理图Fig.2 The electrical wiring schematic of control system
2 控制系统的软件设计
控制系统的软件设计主要分为定位模块程序、定位模块和PLC两者之间的通信控制以及PLC控制程序3部分。
2.1 FX2N-20GM定位模块程序
在FX2N-20GM的编程软件FX-VPS-E中对定位模块的各个参数进行初始化参数设置,在“机械零点”参数对话框设置定位轴原点回归操作时相关的速度、信号逻辑、返回方向、原点信号计数等参数;在“速度参数”对话框中对定位轴运动的各种速度、插补周期、加/减速时间等参数进行设置。
三轴运动平台开始运动之前需要进行原点和电气零点的设置,在20 GM中关于原点和电气零点的指令有4个,参数有2个,如表1所示。
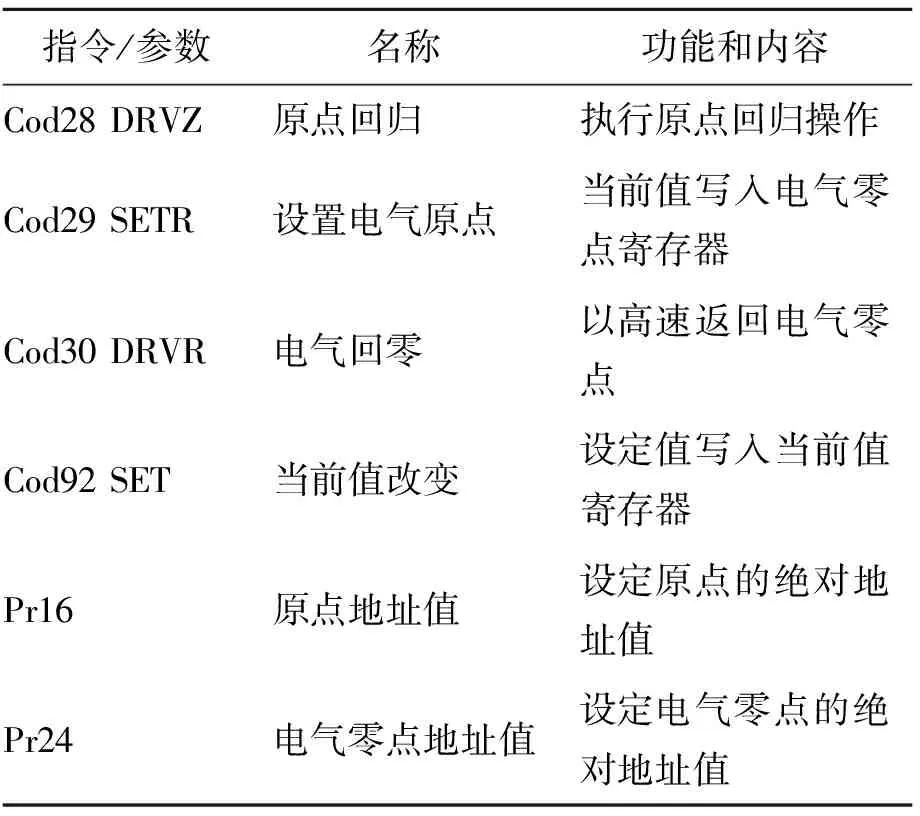
表1 原点和电气零点的指令参数
定位模块的定位程序主要由cod定位指令、m代码、顺序指令组成,当执行定位程序时,m代码被接通,m码ON信号就打开,并且m码编号被存入特殊数据寄存器D中,m代码ON信号始终保持ON状态直到由PLC发送m代码断开命令,将此命令信号传递给定位模块相对应的特殊辅助继电器M中,改变其状态。m代码与特殊M/D及缓冲存储器(BFM)的对应关系如表2。
以实际零件加工为例,对加工零件图形尺寸重新核算其各折点的位置如图3所示,其各点坐标值分别为:A(20 000,20 000)、B(30 000,20 000)、C(30 000,40 000)、D(35 000,40 000)、E(37 480,40 820)、F(40 000,40 000)、G(45 000,40 000)、H(50 000,20 000),单位为μm。在计算时需要考虑到实际的加工工艺、刀具、材质等因素进行适当补偿,本例不考虑实际补偿值,确定加工运行的流程如图4所示。
表2 m代码与特殊M/D及缓冲存储器(BFM)的对应关系
Tab.2 The correspondence between m code and special M/D and buffer memory (BFM)
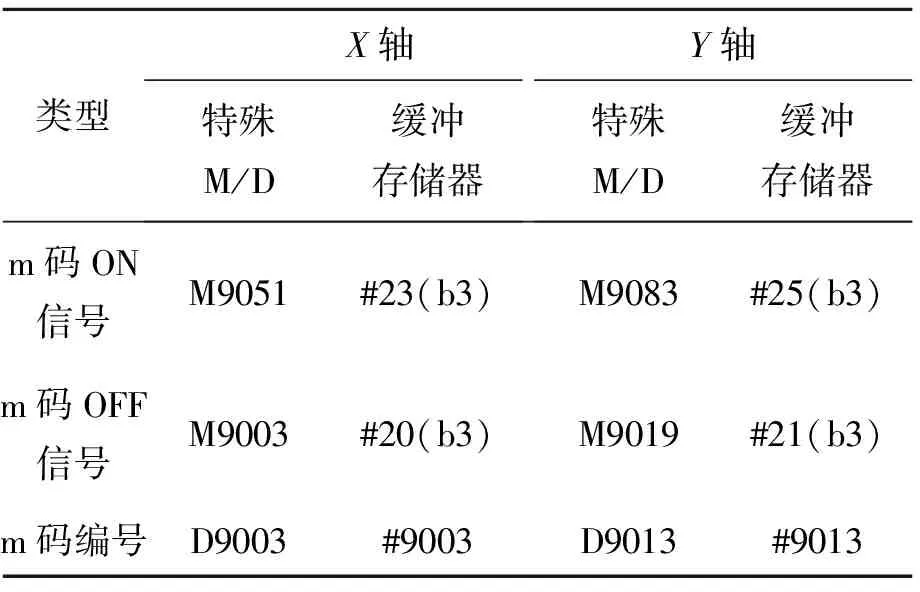
类型X轴特殊M/D缓冲存储器Y轴特殊M/D缓冲存储器m码ON信号M9051#23(b3)M9083#25(b3)m码OFF信号M9003#20(b3)M9019#21(b3)m码编号D9003#9003D9013#9013
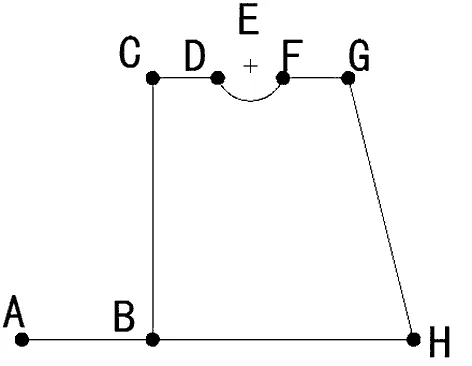
图3 加工零件各点的位置Fig.3 The position of the points of machined part
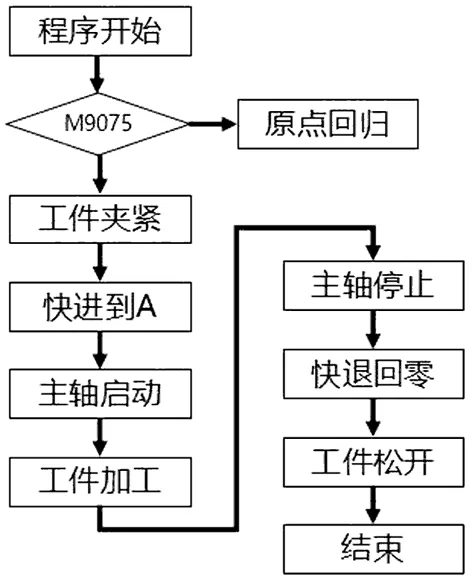
图4 加工运行流程图Fig.4 The flowchart of processing operation
按以上位置坐标值及加工运行流程图编写20 GM定位模块的cod语言指令定位程序如下:
O10
N01 LD M9057;机械回零标志
N02 CJ P0;已回零跳转到P0
N03 DRVZ;返回机械零点
N04 SETR;设置电气零点
N05 P0;
N06 ABS;绝对定位方式
N07 DRV X20000 f1000 Y20000 f1000;快进至A点
N08 SET Y0;启动Y0
N09 LIN X30000 Y20000 f250;进给到B
N10 LIN X30000 Y40000 f250;进给到C
N11 LIN X35000 Y40000 f250;进给到D
N12 CCW X40000 Y40000 i2480 j820 f250;DF圆弧轨迹加工
N13 LIN X35000 Y40000 f250;进给到G
N14 LIN X50000 Y20000 f250;进给到H
N15 LIN X30000 Y20000 f250;进给到B
N16 RST Y0;停止Y0
N17 DRV X0 f1000 Y0 f1000;返回原点
N18 END;定位程序结束
根据以上定位程序在编程软件FX-VPS-E进行控制流程图程序的编写,其控制流程图如图5所示。
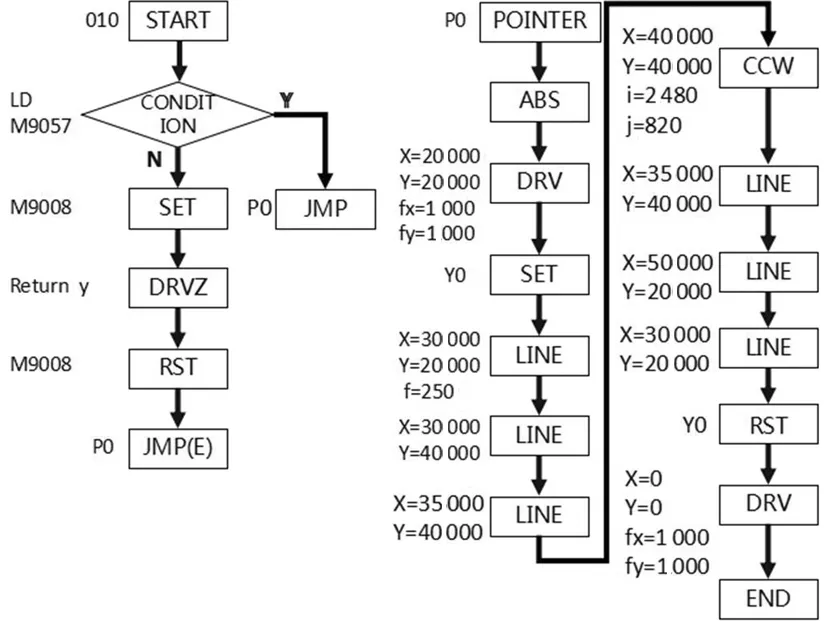
图5 控制流程图Fig.5 The flowchart of control
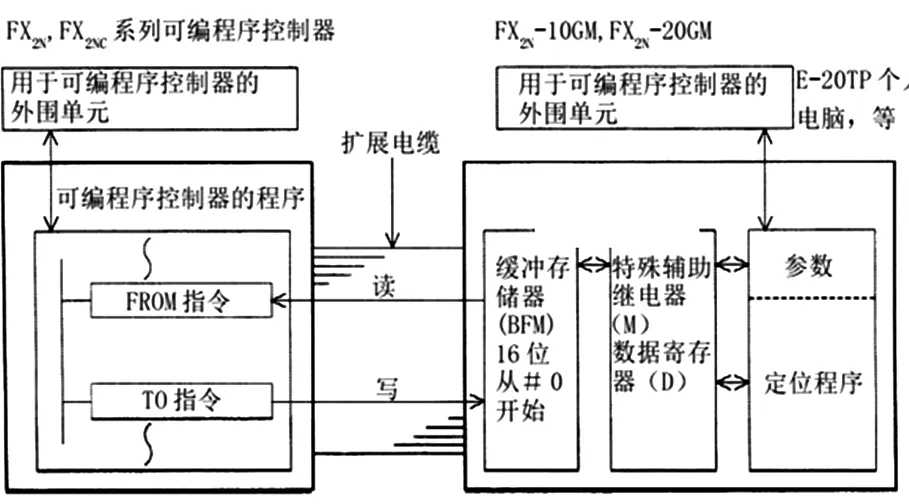
图6 可编程序控制器和定位模块之间的通信Fig.6 Communication between programmable logical controller and positioning module
2.2 PLC与定位模块之间的通信
通过FX2N-20GM定位模块内部的缓冲存储器(BFM)以及可编程序控制器PLC的FROM/TO指令,并经扩展电缆可以进行两者之间的通信,如图6所示,其中FROM 指令把BFM中的内容读到可编程序控制器中,TO指令则把可编程序控制器中的内容写入BFM中。
图7为PLC与定位模块之间的通信程序,控制系统通电后M8002接通,将零点位置分别写入定位模块的缓冲存储器BFM#9232(X轴)和BFM#9432(Y轴),X0和X1为启动和停止开关。M8000接通,PLC将定位模块缓冲存储器BFM#23的bit0-bit3数据传送至M48-M51,将BFM#3数据传送至D3数据寄存器,并且也将PLC M7至M0写入定位模块的缓冲存储器BFM#20。定位模块m代码ON时,通过DECO进行m代码信号的译码,将“m代码0至63”解码为“M100至M163”。在本段程序中m代码10解码为M110,用于驱动Y010,然后在PLC的控制程序中驱动相应的外部设备动作,完成m代码所指定的控制任务。而在外部设备动作完成后给出完成信号,此信号作为m代码关信号传送至20GM的缓冲存储器BFM#20中,使BFM#20的b3位置置ON,即M3接通,表示m代码指令执行完毕。
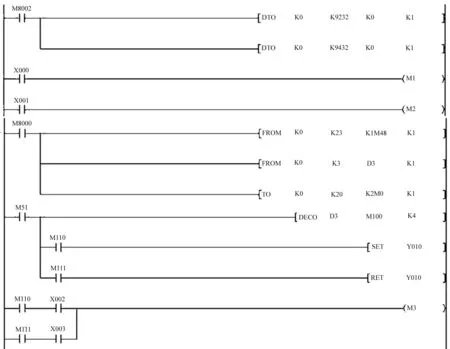
图7 PLC与定位模块之间的通信程序Fig.7 Program between for communication PLC and positioning module
2.3 PLC控制程序
编写可编程逻辑控制器PLC控制程序,实现对三轴运动平台进行整体逻辑控制以及对Z轴位置的精确控制。在Z轴程序中启动手动选择开关可以对Z轴进行上下高度的调整,可以进行回原点操作,并通过辅助继电器M30进行回原点标志位判断,Z轴程序和定位模块进行配合完成所要需要的运动加工轨迹。
3 实验验证与结论
根据以上的软硬件设计进行实际的接线以及各参数的设置,并将PLC和定位模块程序分别写入相应的主机,运行三轴运动平台,得到如图8的实际加工零件。通过实际验证可知,运用此三轴控制系统实际加工得到的零件与所设计的加工图形尺寸具有一致性,并且能够保证加工精度,验证了控制系统设计的合理性及有效性。
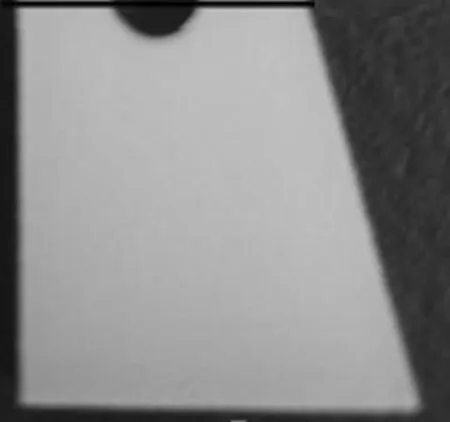
图8 实际加工零件Fig.8 Actual machining parts
综上可知,定位模块FX2N-20GM具有很强的运动控制能力且定位精度高,与PLC控制器、步进驱动器等配合可以实现高精度的三轴位置系统控制。该系统硬件结构简单,模块化的控制技术,使得控制过程更加可靠、稳定和抗干扰能力更强,且软件程序易于开发,便于用户根据不同的需求在工程技术领域进行应用。
[1] 李金城.三菱FX系列PLC定位控制应用技术[M].北京:电子工业出版社, 2014.
[2] 薛永风,朱学军,方贇.基于FX2N-20GM的双轴步进控制系统设计[J].组合机床与自动化加工技术,2011(9):73-76.
[3] 张照薪.基于C8051F单片机和CANbus的航空三轴伺服转台控制系统的设计与研究[D].太原:太原理工大学,2008.
[4] 李红,董伟,詹益清,等.基于FX_(2N)-10GM定位模块的圆台磨床数控系统[J].组合机床与自动化加工技术,2007,1(1):65-66,69.
[5] 游达章,苏旭武,高贵兵,等.两轴联动的数字积分插补算法的实现[J].装备制造技术,2008(1):41-43.
[6] 唐立伟,李和平.FX2N-20GM在玻璃钻孔加工中的应用[J].电气应用,2008(12):12-14.
[7] 严勇.数控机床螺距误差的测量与补偿[J]. 机电工程技术,2005(8):49-50,136.
[8] 文杰.三菱PLC电气设计与编程自学宝典[M]. 北京:中国电力出版社,2015.
(责任编辑: 陈雯)
Design of three-axis stepping control system based on 20GM positioning module
Su Weijun, Jiang Jibin
(College of Mechanical and Automotive Engineering, Fujian University of Technology, Fuzhou 350118, China)
The hardware and software control systems of three-axis stepping motion platform based on Mitsubishi PLC and positioning module were designed by using FX2N-20GM positioning module with high positioning accuracy and linear and circular interpolation functions. The experimental results indicate that the three-axis motion platform designed by modular positioning system has the characteristics of high positioning accuracy, favourable stability and high reliability.
PLC; FX2N-20GM; position; three-axis stepping motion system; modular design
10.3969/j.issn.1672-4348.2017.03.011
2017-03-18
国家自然科学基金资助项目(51575110);福建省工业科技重大专项基金资助项目(2017HZ0003)
江吉彬(1967-),男,安徽霍山人,教授,博士,主要研究方向:先进制造技术、机械制造装备及机电产品研发。
TP273
A
1672-4348(2017)03-0253-05
猜你喜欢
科普童话·神秘大侦探(2023年1期)2023-05-30 12:48:10
现代苏州(2019年16期)2019-09-27 09:31:02
语言与文化论坛(2019年3期)2019-04-13 02:25:04
测控技术(2018年5期)2018-12-09 09:04:26
电子测试(2018年18期)2018-11-14 02:30:34
动漫星空(2018年11期)2018-10-26 02:24:02
动漫星空(2018年2期)2018-10-26 02:11:00
动漫星空(2018年9期)2018-10-26 01:16:48
动漫星空(2018年5期)2018-10-26 01:15:02
湖北文理学院学报(2017年2期)2017-04-16 05:09:06
