
履带拖拉机油缸通用化自动焊接平台的设计
2017-06-24 13:27彭书广张金辉
时代农机 2017年4期
彭书广,张金辉,李 强
(第一拖拉机股份有限公司,河南 洛阳 471003)
履带拖拉机油缸通用化自动焊接平台的设计
彭书广,张金辉,李 强
(第一拖拉机股份有限公司,河南 洛阳 471003)
目前履带拖拉机上使用的油缸有铲刀油缸、张紧油缸和悬挂油缸,三种油缸的直径、长度均不一样,给自动化焊接带来一定困难。文章通过对三种油缸的焊接工艺性进行分析,设计了一种针对油缸环缝焊接的通用化自动焊接平台。
液压油缸;环缝焊接;自动化焊接平台;通用化
油缸在现代履带拖拉机中使用广泛,主要类型有用于土方作业的铲刀油缸、用于履带张紧的张紧油缸和用于挂接农机具的悬挂油缸。油缸的结构主要是由缸筒、端盖、底座、油管接头座、活塞杆等组成,主要通过焊接方式组装而成,因此焊接是油缸生产制造过程中关键的工序和核心内容。由于工况的特殊性,油缸通常要承受很高的载荷,因此对焊缝的密封性要求较高,焊接不良时会导致焊缝出现泄漏及缸体开裂的现象,严重时影响整机使用性能,甚至造成严重事故。
1 焊接工艺分析
图1、图2、图3分别为三种油缸的结构简图,由图可知,油缸的主要焊接部位有:缸筒与端盖、底座(连接法兰)、回转销间的对接环焊缝,缸筒与油管固定座间的角环焊缝,缸筒与油管接头座间的相贯线焊缝等,这些焊缝均采用在外圆单面施焊成形。由于油缸通常要承受较高载荷,特别是对接环焊缝,既要承受液体均匀的周向力,又要承受轴向力,因此焊缝的质量至关重要,焊缝金属和热影响区必须要有较高的强度和冲击韧性。技术上要求焊缝焊高6mm,焊后进行油压密封性试验,20MPa压力下保压1min不得有渗油现象。综上,油缸的焊接存在一定的技术难度,主要有:①油缸体零件的组装精度要求高;②油缸体的焊接变形与焊缝密封性要求高;③油缸体的焊缝呈圆周环形分布,属于全位置焊缝,焊接操作难度大。为此,开发出一种通用化的环缝自动化焊接平台就非常有必要。
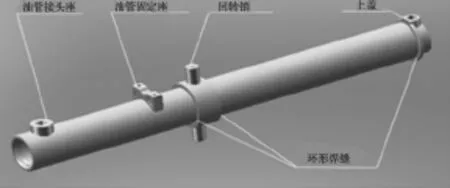
图1 铲刀油缸结构及环形焊缝位置
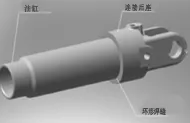
图2 张紧油缸结构及环形焊缝位置
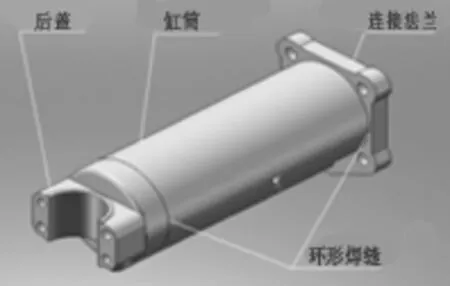
图3 悬挂油缸结构及环形焊缝位置
2 关键结构分析及工作原理
(1)缸筒定位机构。由于缸筒在对焊前已进行加工,内孔的尺寸精度、形状精度、位置精度都很高,表面粗糙度很低,而外表面未经加工,属毛坯面,因此本机构采用内孔定位的方式,使缸筒在旋转中自动对中,对中和定位的精度都很高。
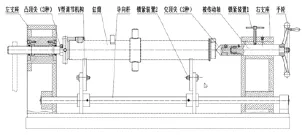
图4 缸筒定位机构简图
如图4所示,缸筒定位机构主要有左(右)支座、V型调节机构、顶尖、锁紧装置和导向杆等组成。左(右)支座起承载主(被)传动轴的作用。缸筒与端盖、底座均由顶尖定位,摇动手轮使被传动轴横向移动,顶紧缸体合件并由锁紧装置1锁紧,进行缸体的轴向和径向定位。V型调节机构(含滚轮)高度可调,并可以通过锁紧装置2进行锁紧,主要起辅助支承作用。
特点:凸顶尖(3种)和尖顶尖(2种)配套使用,同时改变右支座、V型调节机构的横向位置,可以实现铲刀油缸、张紧油缸和悬挂油缸的定位作用,并可扩展到不同直径和长度适宜的其他零件的环缝焊接上。左(右)支座、V形调节机构的调整均是以导向杆导向,保证调节过程中支座、V形机构同心同轴。
(2)焊枪调整机构。如图5所示,焊枪调整机构主要有支座、摆架、连接杆、十字万向节、夹持杆、夹头等组成。支座固定在机架上,起支撑作用。摆架底部和支座相连,上部和连接杆相连,通过改变两侧螺钉的高度差,实现摆架的侧向摆动,最大调整范围约60°。十字万向节安装在连接杆上,可以沿连接杆横向移动并绕杆转动,以实现焊枪位置和角度的调整。当焊接时,根据不同需要进行调整,使焊枪获得最佳的位置和角度。
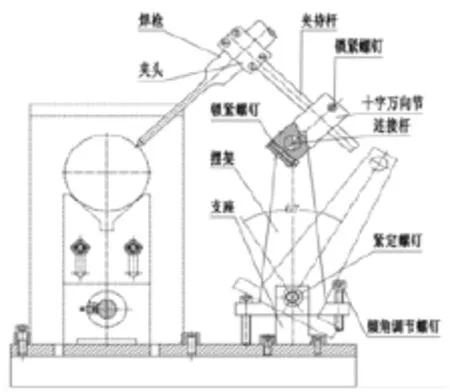
图5 焊枪调整机构简图
特点:该机构可调整焊枪的位置和角度,实现不同长度、不同直径缸筒的环缝焊接,焊枪轴向可调距离为250~1000mm,径向可调距离为70~130mm。另外,还可以根据需要增加焊枪,实现多环缝焊接。(3)动力回转机构。如图6所示,该机构主要有变频电机、同步带和主传动轴组成。电机通过同步带驱动主传动轴,传递转速和扭矩,带动缸体匀速旋转,使焊接过程连续流畅,焊缝熔深均匀、成形美观。特点:电机的转速有电气控制部分进行控制,在一定范围内可调,与焊机匹配后可获得最佳的焊接速度。
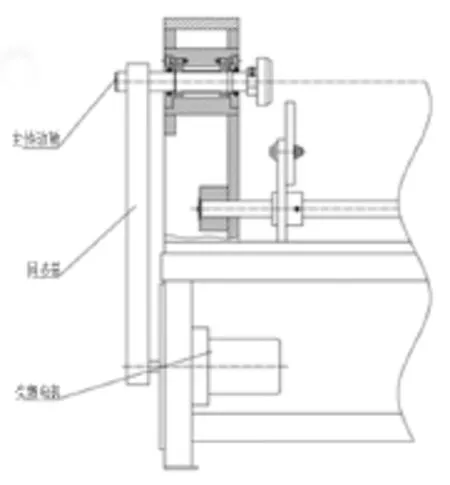
图6 动力回转机构简图
3 结语
(1)通用化设计,可以实现履带拖拉机多种油缸的单、双环缝焊接,还可以扩展到直径和长度适宜的轴、套筒类零件的环缝焊接。
(2)采用内孔对中定位,对中精度高,方便地实现同心同轴,无需点焊固定,可直接施焊。
(3)配有电气控制部分,可以控制电焊机的通(断)电、工件回转、引弧、焊接、熄弧等过程,实现焊接生产过程自动化,缩短了生产周期,保证了焊接过程连续流畅,使焊缝熔深均匀、成形美观,焊接效果如图7所示。

图7 焊接效果图
(4)结构简单,运行可靠,实用性强,维修方便。
[1]郑国政.CO2自动焊在液压缸生产中的应用[J].山西科技,2010,25 (4):80-81,83.
[2]韩红彪,赵秉镇,林青松,李济顺.拖拉机油缸自动焊设备的研制[J].拖拉机与农用运输车,2004,(2):36-38.
[3]GB/T15622-2005.液压缸试验方法[S].北京:国家质量监督检验总局国家标准化管理委员会,2005.
[4]陈焕明.焊接工装设计[M].北京:航空工业出版社,2006.
Design of Universal Automatic Welding Platform for Crawler Tractor Cylinder
PENG Shu-guang,ZHANG Jin-hui,LI Qiang
(First Tractor Co.,Ltd.,Luoyang,Henan 471003,China)
At present,the cylinder used in the track tractor has the shovel cylinder,the tension cylinder and the suspension cylinder.The diameter and length of the three cylinders are different,which brings some difficulties to the automatic welding.In this paper,through the analysis of the welding process of the three kinds of cylinders,a generalized automatic welding platform for the welding of the cylinder is designed.
hydraulic cylinder;girth welding;automated welding platform;generalization
S219.2
A
2095-980X(2017)04-0074-02
2017-03-07
彭书广(1986-),男,助理工程师,主要研究方向:工艺技术。
猜你喜欢
现代农机(2022年3期)2022-07-11
重庆交通大学学报(自然科学版)(2022年3期)2022-04-21
隧道建设(中英文)(2021年6期)2021-07-05
昆钢科技(2020年6期)2020-03-29
机械工程师(2020年3期)2020-03-27
组合机床与自动化加工技术(2019年11期)2019-11-27
筑路机械与施工机械化(2018年11期)2018-11-29
城市轨道交通研究(2017年4期)2017-05-10
焊接(2016年6期)2016-02-27
制造技术与机床(2015年8期)2015-04-24
