
炉篦条消失模铸造工艺优化
2017-06-15 18:20张家骏赵清祯谭建波
河北工业科技 2017年3期
张家骏,赵清祯,谭建波
(1.河北瑞欧消失模科技有限公司,河北邢台 054000;2.河北科技大学材料科学与工程学院,河北石家庄 050018)
炉篦条消失模铸造工艺优化
张家骏1,赵清祯1,谭建波2
(1.河北瑞欧消失模科技有限公司,河北邢台 054000;2.河北科技大学材料科学与工程学院,河北石家庄 050018)
炉篦条是冶金设备烧结机上的一个重要零件,对铸件技术要求高,工作面不允许有铸造缺陷,采用消失模铸造生产炉篦条是一种先进、高效的生产工艺。针对原消失模铸造工艺经常出现的夹渣、夹砂等问题以及铸件报废的原因,在对原工艺认真分析的基础上对炉篦条铸件铸造工艺进行了优化:改变铸件浇冒口的设计,将原来的2个冒口向铸件长度方向的中间靠近;将铸件在浇注位置方向上的工作面朝下,以保证工作面的铸造质量;从管理、工艺实施和监督检查方面进行严格控制,消除气孔,保证涂料烘干,防止涂料返潮。通过优化铸造工艺,有效提高了生产效率,降低了生产成本。批量生产也证明了优化工艺性能稳定,产品质量可靠。
铸造工艺与设备;消失模铸造;炉篦条;夹渣;夹砂;生产效率
消失模铸造生产效率高,对环境污染小,生产成本低,被誉为21世纪新的材料加工技术[1-15]。炉篦条是冶金设备烧结机上的一个重要零件,烧结机用炉篦条对燃烧之后的高温焦炭、灰渣起着支撑作用,材质上要求其耐热、耐磨,牌号为Cr20Mn14Si2N。炉篦条铸件的轮廓尺寸高70 mm、宽40 mm、长800 mm,铸件毛坯质量为19 kg。铸件技术方面要求全加工,工作面上不允许有铸造缺陷,生产方面要求效率要高。可见,炉篦条铸件的结构虽然简单,但是对于生产工艺和铸造技术要求很高。其铸件结构如图1所示。
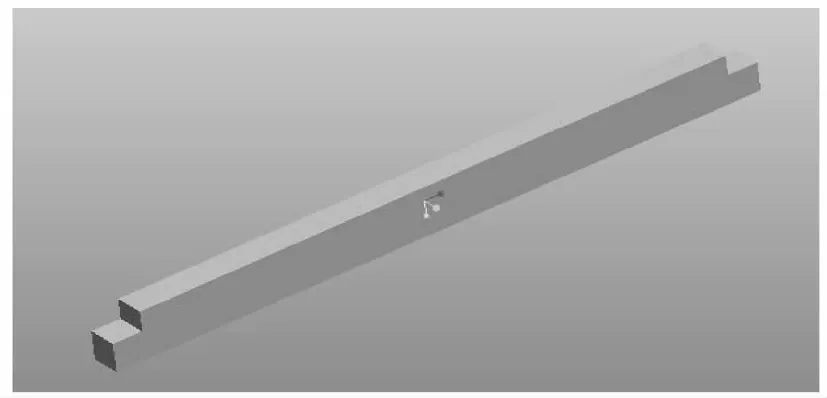
图1 炉篦条铸件结构Fig.1 Bar grate casting structure
采用消失模铸造方法生产炉篦条是一种先进、高效的生产工艺。本研究针对原消失模铸造工艺经常出现的夹渣、夹砂等问题以及铸件报废的原因,在对原工艺认真分析的基础上对炉篦条铸件铸造工艺进行优化,以期通过优化铸件工艺,有效提高铸造生产效率,降低生产成本。
1 原工艺及生产状况
1.1 原工艺参数
采用消失模铸造生产方式,造型时采用箱内组型,破口处用湿涂料填补。砂箱尺寸长2 200 mm、宽1 200 mm、高800 mm,每箱铸件埋箱1簇,每簇模型出12件,浇冒口工艺如图2所示。浇注温度为1 620 ℃,浇注负压为-0.055 MPa,保压时负压为-0.02 MPa,保压时间为30 min。
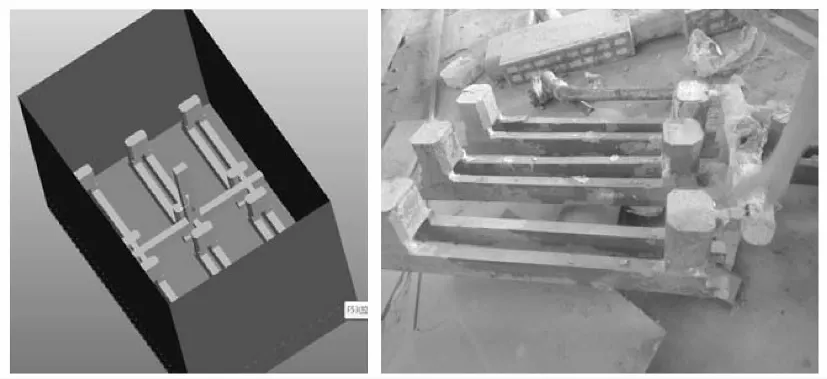
图2 原工艺生产的铸件模型簇Fig.2 Casting model cluster produced by the original process
1.2 原工艺特点及生产铸件质量
1.2.1 原工艺特点
原工艺中铸件有2个冒口,金属液从一个冒口浇入,远端的冒口为冷冒口,近浇口一端为热冒口。原工艺中设定冒口的补缩距离等于铸件补缩部位壁厚的3倍,由于远端冷冒口的补缩效果差,铸件中间部位超出补缩距离而无法补缩[16],因而这种补缩工艺不合理。
砂箱的尺寸相对较大,可以容纳更多的铸件,但模型簇一箱生产12件、埋箱只埋了一层的工艺是不合理的,没有有效地利用砂箱空间,生产效率太低。
1.2.2 铸件质量
1)夹渣、夹砂缺陷
铸件是全加工铸件,对铸造质量要求较高。但由于使用了箱内组型的方式,因而用湿涂料填补的部位强度不够,黏接不牢,属于易出问题的脆弱部位。浇注时这些黏接的部位会被高温金属液冲开,导致铸件夹渣、夹砂缺陷;此外,在铸造工艺制定中,由于没有考虑到铸件的实际使用情况,在浇注位置方向上使铸件的实际工作面朝上了,但铸件的工作面又不允许有缺陷,导致铸件因夹渣、夹砂而报废。全加工后的夹渣、夹砂缺陷图如图3所示[2]。

图3 全加工后的夹渣、夹砂缺陷图Fig.3 Defects of slag inclusion after machining
2)气孔
铸件表面出现褶皱型气孔,根据缺陷形状判定为涂料没有干透产生的水汽导致了气孔。这是由于生产过程中,工人在涂料的烘干和检查环节做得不够细致,致使涂料没有得到完全烘干[3]。气孔缺陷形状如图4所示。

图4 气孔缺陷图Fig.4 Stomatal defects
2 工艺优化及应用效果
2.1 工艺优化
根据实际生产中出现的问题以及铸件报废的原因,对炉篦条铸件铸造工艺进行了优化。
2.1.1 浇冒口的改进
为了增加工艺的稳定性,改变铸件浇冒口的设计,将原来的2个冒口向铸件长度方向的中间靠近,根据补缩距离的计算,可得到冒口中心距离铸件两端260 mm的位置可实现补缩到位,冒口长300 mm、宽110 mm、高60 mm,一个冒口下面横跨3个炉篦条。此外,让内浇道直接与2个冒口相连,实现热冒口补缩,增加补缩效率,使铸件的温度场趋于合理。优化之后的浇注系统直浇道60 mm×60 mm,横浇道60 mm×50 mm,内浇道50 mm×40 mm,模型簇共3层,每层之间的距离为60 mm。
2.1.2 缺陷控制
1)夹渣、夹砂方面
要将铸件在浇注位置方向上的工作面朝下,以保证工作面的质量;采用箱外组型,保证涂完涂料之后的模型密闭性,防止因对接处涂料不干造成的涂料脆弱部位破损引起夹渣、夹砂缺陷;采用泡沫浇口杯,涂刷涂料时浇口杯处需多刷一遍,埋箱造型时在浇口杯外围树脂砂,以保证浇口杯的强度,从而控制好浇口杯与直浇道之间的连接。
2)气孔方面
需要从管理、工艺实施和监督检查方面进行严格控制,保证涂料烘干,防止涂料返潮。对于操作不够细致的问题,工厂需要对工人和相关管理人员进行培训,做到责任到人,监督到位,细致处理各个生产环节,以防低级错误影响铸造厂的整体效益。
2.2 应用效果
原来的造型白模摆放方式导致砂箱的利用率低,在高度方向上铸件还可以多放两层,以实现2个模型簇3层36件铸件的浇注。根据此思路,可以得到炉篦条铸造工艺优化之后的形式,模型簇图如图5所示。
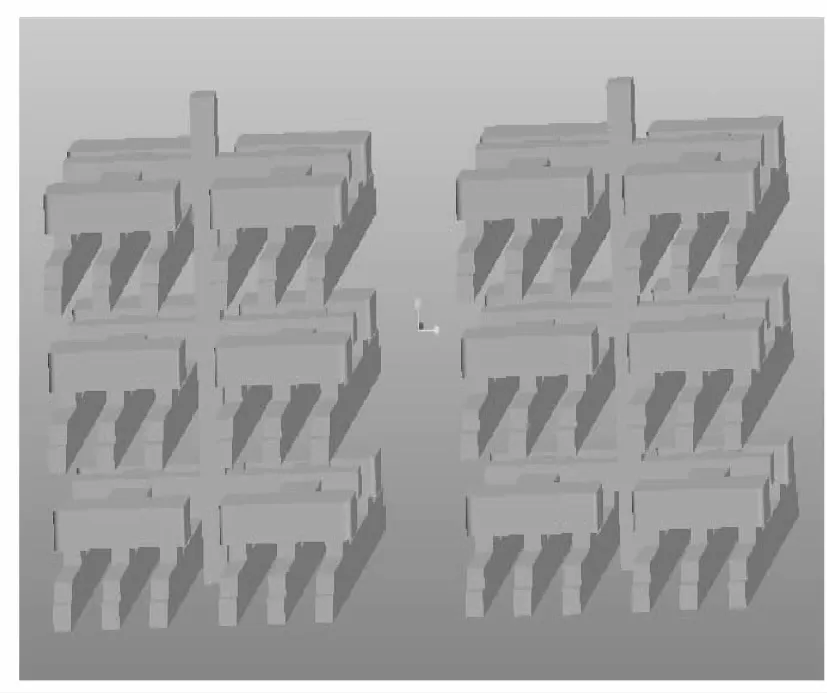
图5 工艺优化之后的模型簇图Fig.5 Cluster diagram of the improved process
由图5可以看出,工艺优化后,一个浇口可以浇注出更多件产品,生产效率提升了3倍,同时也降低了成本。小批量生产过程中,该铸件的夹渣、夹砂缺陷得到有效控制,铸件废品率不足5%。目前,已实现批量生产,工艺稳定,铸件加工后未发现缩孔、缩松及夹渣、夹砂等缺陷。
3 结 论
1)通过优化铸件工艺,有效提高了铸造生产效率,降低了生产成本。
2)白模烘干和刷涂料后的烘干非常重要,要求必须干透,避免因水汽带来的缺陷。
3)箱外组型避免了黏接处破损冲进砂子的缺陷,调整铸件的浇注位置,合理优化铸件浇冒口,可使铸件的工艺更加稳定。
4)优化工艺已在工厂得到采用和推广,批量生产也证明了该工艺性能稳定,产品质量可靠。
/References:
[1] 陶杰.消失模铸造方法与技术[M].南京:江苏科学技术出版社,2003.
[2] 李增民,梁光泽,姜不居.消失模铸造技术培训资料[R].4版.上海:中国铸造协会实型铸造专业委员会,2007.
[3] 梁贺,李增民.消失模涂料概述[J].河北工业科技,2007,24(6):374-377. LIANG He, LI Zengmin. Summary of the EPC coatings[J]. Hebei Journal of Industrial Science and Technology, 2007,24(6):374-377.
[4] 黄政.汽车发动机缸体的铸造工艺[J].铸造,2008,57(10):1078-1080. HUANG Zheng. Casting process of auto engine cylinder[J]. Foundry, 2008,57(10):1078-1080.
[5] 蔡震升.实用铸造耐火涂料[M].北京:冶金工业出版社,1994.
[6] 陈尧剑,黄天佑,康进武,等.国内外消失模铸造技术研究新进展[J].特种铸造及有色合金,2005,25(10):623-626. CHEN Yaojian,HUANG Tianyou,KANG Jinwu,et al.Progress in lost foam casting at home and abroad[J]. Special Casting & Nonferrous Alloys,2005,25(10):623-626.
[7] 林尤栋,张忠明,袁中岳,等.消失模铸钢件抑制增碳的研究[J].特种铸造及有色合金,1993,13(5):12-14. LIN Youdong,ZHANG Zhongming,YUAN Zhongyue,et al. Restraining the carbon piek-up in steel castings by evaporative pattern proeess [J]. Special Casting & Nonferrous Alloys,1993,13(5): 12-14.
[8] 沈嘉酞,杨正山.造型材料测试技术[M].北京:机械工业出版社,1987.
[9] 袁子洲,张劲松,陈秀娟.负压气流消失模铸造工艺对铸钢件组织和性能的影响[J].铸造,2003,52(5):328-331. YUAN Zizhou, ZHANG Jinsong, CHEN Xiujuan. Effects of the EPC process with negat ive pressure airflow on the microstructures and mechanical properties of steel castings[J]. Foundry, 2003,52(5):328-331.
[10]王得茂.消失模涂层的透气性及测定方法[J].汽车工艺与材料,1992(7):39-41.
[11]叶升平,黄乃瑜,罗吉荣.实型负压铸钢件涂料透气率测试的研究[J].华中理工大学学报,1992,20(sup):5-8. YE Shengping,HUANG Naiyu,LUO Jirong.On permeability measurement of coating on steel castings in EPS-V process[J]. Journal of Huazhong University of Science and Technology, 1992,20(sup):5-8.
[12]叶升平,吴志超.消失模铸造图片集[M] .武汉:华中科技大学出版社,2016.
[13]李增民,李立新,谭建波.消失模铸造干砂紧实-拔出力对干砂造型的影响[J]. 河北科技大学学报,2002,23(3):48-51. LI Zengmin, LI Lixin, TAN Jianbo. Influence of sand compacting-pulling force on sand molding on EPC[J]. Journal of Hebei University of Science and Technology, 2002,23(3):48-51.
[14]赵建华,田军.不同浇注方式对消失模铸造充型的影响[J].铸造工程,2010(4):12-15. ZHAO Jianhua, TIAN Jun. Effect of different gating system on filling process in EPC[J]. Foundry Engineering, 2010(4):12-15.
[15]董秀琦,朱丽娟.消失模铸造实用技术[M] .北京:机械工业出版社,2005.
[16]梁光泽,李增民.中国实型(消失模)铸造的现状与展望[J].铸造技术,2008(8):1072-1074. LIANG Guangze, LI Zengmin. Status and prospect of full mold (expendable pattern) casting process in China[J]. Foundry Technology, 2008(8): 1072-1074.
Process optimization of fire bars with EPC
ZHANG Jiajun1, ZHAO Qingzhen1, TAN Jianbo2
(1.Hebei Ruiou EPC Technology Company Limited,Xingtai,Hebei 054000,China; 2.School of Materials Science and Engineering,Hebei University of Science and Technology,Shijiazhuang,Hebei 050018,China)
The fire bar is one of the important parts of metallurgical equipment, with high technical requirements of casting, whose working face does not allow casting defects. The EPC production method of fire bars is an advanced and efficient production technology. The fire bars produced by former technology often have slag, sand and other defects, so based on analysis of the original process, the optimized design of casting riser is put forward. The two risers in the original casting are designed to be nearer along the length direction; The working face of casting on pouring position direction is adjusted to be down, assuring the quality; Strict control from the aspects of management, process supervision and inspection is needed to eliminate air hole, ensure drying of the paint coating, and prevent damping. By optimizing casting process, the efficiency of casting production is effectively improved, and the production cost is reduced. Mass production also proves that the optimization of process performance is stable, and the product quality is reliable.
casting process and equipment; EPC; fire bar; slag; sand; production efficiency
1008-1534(2017)03-0229-04
2017-03-01;
2017-04-16;责任编辑:张士莹
河北省自然科学基金(E2014208087)
张家骏(1990—),男,河北邢台人,助理工程师,主要从事消失模铸造工艺方面的研究。
谭建波教授。E-mail:tanjian1998@163.com
TG249
A
10.7535/hbgykj.2017yx03013
张家骏,赵清祯,谭建波.炉篦条消失模铸造工艺优化[J].河北工业科技,2017,34(3):229-232. ZHANG Jiajun,ZHAO Qingzhen,TAN Jianbo.Process optimization of fire bars with EPC[J].Hebei Journal of Industrial Science and Technology,2017,34(3):229-232.
猜你喜欢
天津冶金(2021年3期)2021-06-28
金属加工(热加工)(2020年3期)2020-05-13
水利技术监督(2020年1期)2020-02-13
铸造设备与工艺(2018年3期)2018-08-06
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
山东工业技术(2016年8期)2016-04-14
铸造设备与工艺(2015年1期)2015-01-21
职业·下旬(2014年4期)2014-08-25
铸造设备与工艺(2012年1期)2012-01-23
