某制药企业空压机节能改造过程及效果评价
2017-06-05 09:34:20王晓东
黑龙江科学 2017年6期
王晓东
(绿派(上海)能源股份有限公司,上海 200011)
某制药企业空压机节能改造过程及效果评价
王晓东
(绿派(上海)能源股份有限公司,上海 200011)
以制药厂发酵送风系统用离心式空气压缩机为研究对象,以节能为目标,对离心式空压机的原理、构造、运行工况、改造范围等方面进行详尽描述,分析了送风系统节能改造的测算、实施、控制策略等主要环节的关键内容。
离心式空压机;节能改造;发酵送风;过程及效果
1 空压机概述
空压机,即压缩空气的设备,其直接产品压缩空气目前已在多个领域被广泛应用,如机械、化工、电子、食品、汽车、医药等。据权威资料显示,在工矿企业电力总消耗中,压缩空气系统电能占30%左右[1]。在制药行业好氧菌发酵过程中需要清洁的压缩空气,供气系统的动力源也是空压机。空压机是工业生产中的重要设备且无可替代,因其能耗很高,因此空压机节能极其必要。此外,因各个厂家生产的产品特性不同,而且各个厂家设备的使用年限及技术水平也不同,所以针对不同的空压机系统需要提出不同的节能解决方案。
2 离心式空压机工作原理
2.1 离心式空气压缩机简介
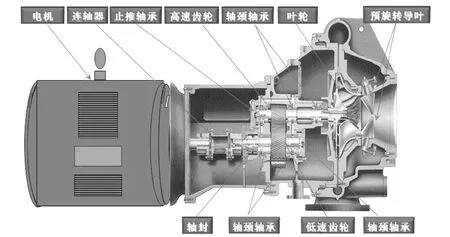
图1 离心式压缩机原理图Fig.1 Schematic diagram of centrifugal compressor

图2 离心式压缩机实物图Fig.2 Centrifugal compressor physical diagram
离心式空气压缩机简称离心式空压机,属于透平式空气压缩机的一种,为叶片旋转式机械。在离心式空气压缩机中,气体压力的提高是通过叶片对气体做功来实现的。单级离心式空压机结构图和实物图分别如图1及图2所示。离心式空压机提高空气压力的过程如下:电机通电运行带动空压机叶轮旋转,叶轮带动流道内空气流动对空气做功,流道内空气随着叶轮的旋转流出叶轮进入扩压器及后端管道,由于流道内气体排出形成了负压,进口处的气体在大气压作用下流入叶轮,保持叶轮入口处气体连续的流入叶轮,就可以获得连续不断的压缩空气。从叶轮出来的气体进入扩压器后速度会降低,压力会提高,随着扩压器压力的不断升高,气体连续流入用气管道,供生产使用。当进口滤网堵塞严重导致进气不足时,叶轮进口处的负压绝对值会急剧增加,增加到某一临界值时变速箱输出到叶轮力矩已经无法抵抗管道背压产生的力矩,这时叶轮会在两种力矩的作用下产生振动,同时可能伴有管道气体短时倒流,即“喘振”发生,严重时会导致叶轮和变速箱齿轮损坏,因此必须避免此种情况发生。针对离心式空压机的原理和运行特性,本文结合一个具体案例讨论离心式空压机节能改造技术原理及实施。
2.2 离心式空压机组成
离心式空压机由很多零件组成,根据不同的作用组成各种不同的部件,从功能上讲主体部分通常由转子和定子两部分组成。
2.2.1 转子
转子是离心式空压机的核心部件。它是由主轴、叶轮、平衡盘、推力盘、联轴器和卡环等组成。
叶轮是空压机中一个最重要的部件,是对气体做功的主体,如图3所示。叶轮是高速旋转部件,其设计及制造水平决定了一台空压机组的性能水平。叶轮流道的成品质量和加工精度直接影响到空压机组运行时的效率和稳定性,在机组实际测试时也会发生因叶轮加工后应力释放不够等原因导致机组振动超标。另外,因其高速旋转有较大的离心力,其选材要求较高,通常一块胚料价格就高达几十万元。因此,在设备加工及监造过程中,叶轮都是质量控制的重点。
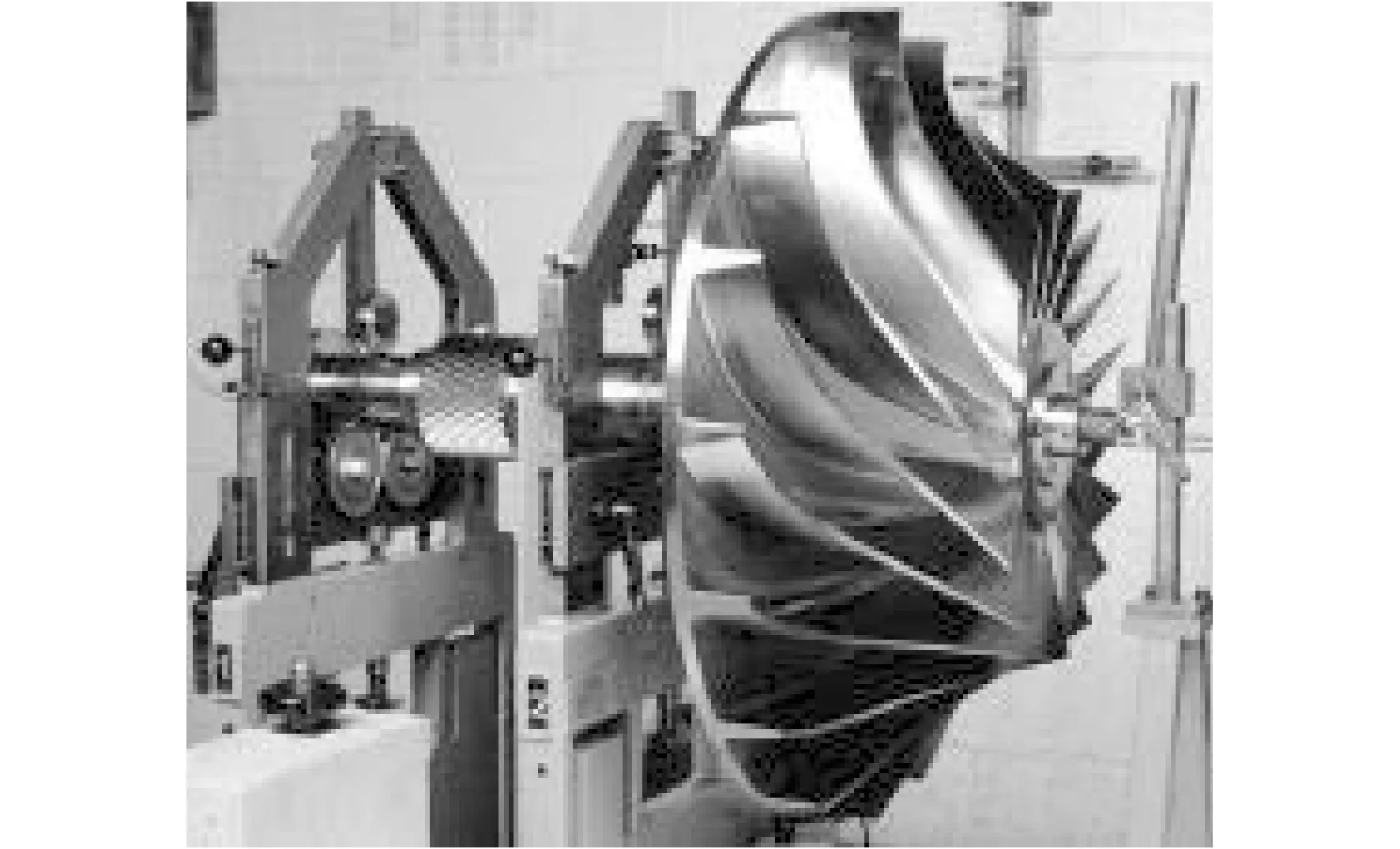
图3 叶轮Fig.3 Impeller
2.2.2 定子
定子的作用主要是对机组转子的支撑,所以对地静止,同时也有一部分功能部件与转子配合产出一定工况的气体,如蜗室和扩压器。定子元件包括:机壳、扩压器、弯道、回流器和蜗室,另外还有密封、支持轴承和止推轴承等部件。

图4 蜗壳效果图Fig.4 Volute effect diagram

图5 蜗壳实物图Fig.5 Volute physical diagram
机壳是定子中最大的零件,通常用铸铁或铸钢浇铸而成,蜗壳效果图和蜗壳实物图分别如图4及图5所示。由于要承受一定的压力,根据不同的设计压力,其铸造材料要求也不同,对于高压离心式空压机,甚至要求采用圆筒形锻钢机壳,以承受高压。气体流出叶轮时具有较高的流动速度,为充分利用这部分动能,在叶轮后面设置了流通面积逐渐扩大的扩压器,用以把动能转化为压力能,以提高气体的压力。
2.3 气体压缩过程及压缩功
空压机作为能量转换的装置,最终的结果是提高了空气的内能,作为最终结果的压缩空气通常有三种压缩过程,即:等温压缩、绝热压缩及多变压缩。下面分别讨论三个过程的做功情况。
2.3.1 等温压缩功
等温过程方程式pv=常数
及
则等温压缩功:
2.3.2 绝热压缩功
绝热压缩过程,即过程与外界没有热交换且无损失,其过程方程式为pvk=常数
则绝热压缩功为:
2.3.3 多变压缩功
多变压缩过程即过程存在损失,可与外界有热交换(如多级空压机设置中冷器)或无热交换,多变过程方程式为:
Pvm=常数,根据换热情况又分为绝热压缩过程(m=k)和等温压缩过程(m=1)。
同绝热过程类似,可以得到多变压缩功:
(1)
当气体在级中按多变压缩过程压缩时,过程的多变指数是变化的。但在压缩机级的计算中,通常用一个平均多变指数来代替。本项目空压机气体压缩过程即多变压缩过程,作为节能改造项目,本文重点讨论节能经济效益和技术可行性,下面介绍本改造项目的理论计算依据。
根据多变过程的特性,需要用到如下计算公式[5]来判断最终的出气量是否满足要求:
(1)多变指数:
(2)级多变效率:
式中K=1.4,在离心式压缩机的设计中,多变效率ηp可根据类似的压缩机级或模型级的试验数据来选取,可作为已知量[4]。
(3)每千克湿空气压缩机耗功,同式(1)。
(4)出口空气质量流量:
本项目中并不对电机做调整,根据电机特性(1 250 kW三相交流电动机,10 kV)按照可输出最大轴功率计算,作为已知量。按照本文第5节表3提供的数据计算,设计轴功率1 140 kW,本项目改造后的出气量可以满足设计要求气量(490 m3/min),设计上留了裕量,非高温天气满负荷出气量超过500 m3/min。
3 本项目用能单位工艺流程及对压缩空气需求情况
该公司产品为饲料级金霉素,属广谱抗生素,有广范围的抗菌力。金霉素属四环类抗生素,其生产过程属于生物发酵的过程,需经过菌种培养、发酵、烘干、混合等多道工序,根据其生产工艺要求,培养过程中需要进行通气和搅拌,在整个发酵过程需不断通入无菌空气,并不停加以搅拌[2]。每台压缩机组出气端设置一个储气罐,之后储气罐直接连接到总管,总管再分到各个发酵罐车间。发酵罐车间和机组后端管道布置如图6及图7所示。

图6 发酵罐车间Fig.6 Fermenter workshop
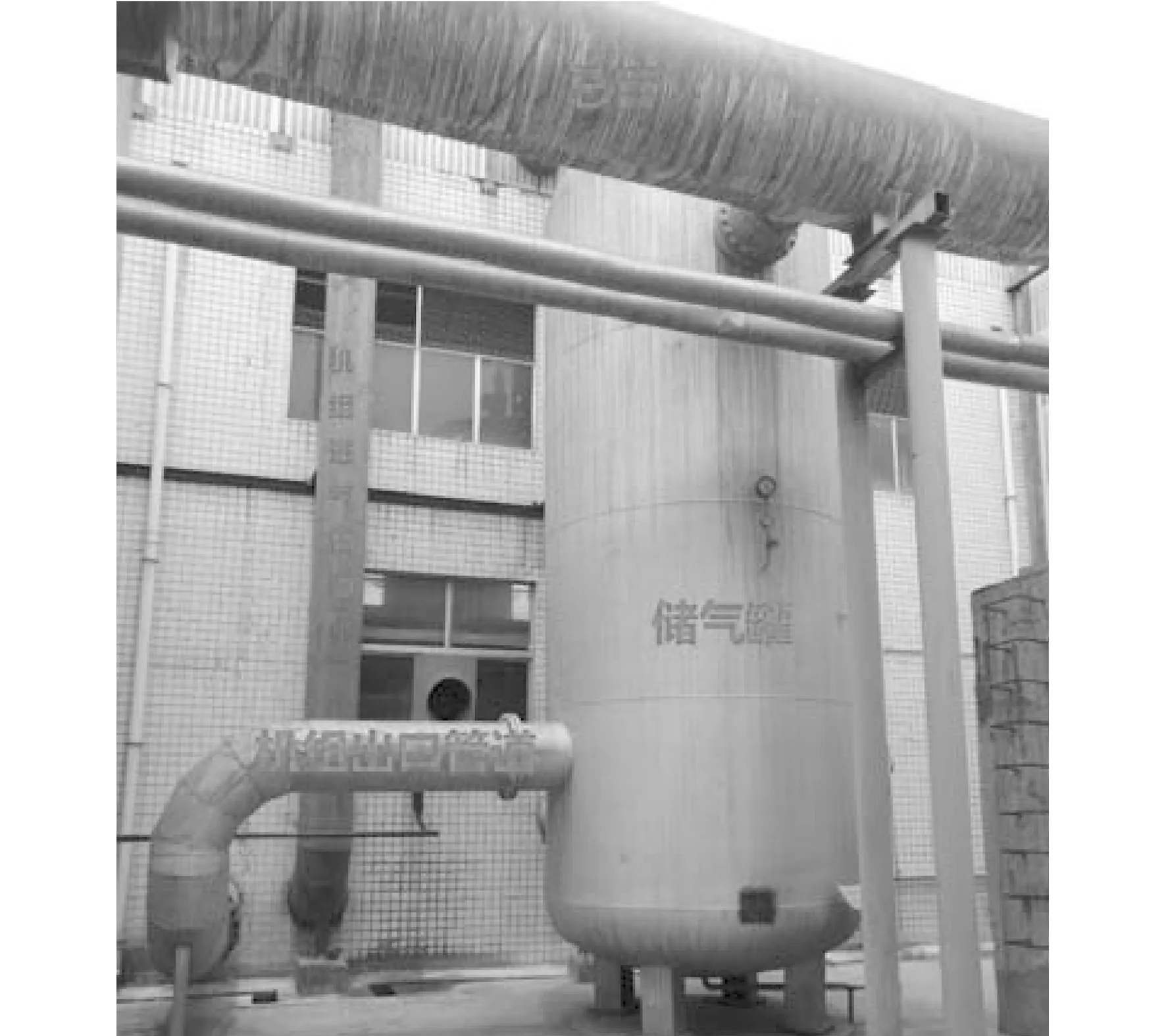
图7 机组后端管道布置Fig.7 Unit rear pipe arrangement
4 用能单位原空压机参数及运行情况
该厂建设于20世纪90年代中期,空压机设备选用国内某大型企业的离心式空压机,共有5台且配置相同,并于2014年新购置一台其他品牌的小机组,压力相同,流量为200 m3/min,功率630 kW。原5台大机组具体技术参数如表1所示。
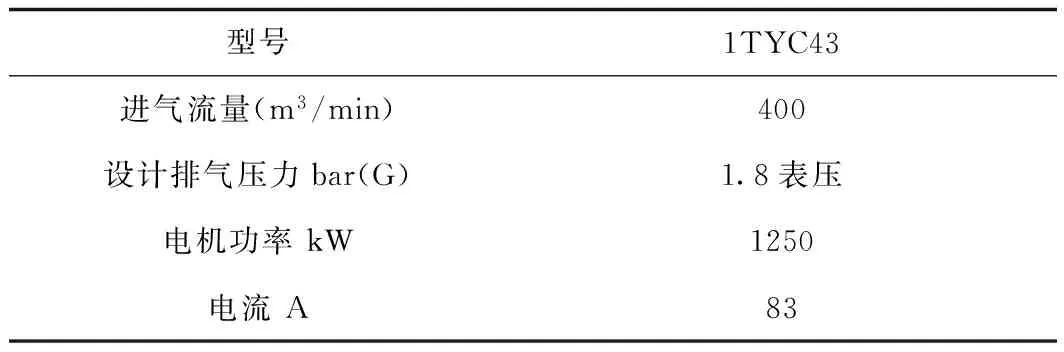
表1 用能单位原机组参数Tab.1 Original parameters of energy units
经调研发现该机组压力表显示的运行压力为1.45 bar(G)(如图8所示),低于设计压力,经过电气比分析发现原机组效率已经较低,在相同产气量下,其能耗水平已经非常不经济。在实际运行中通过调节进口导叶来调节进气流量(开度显示如图9所示),这样就无法保证机组都在最佳的工况点运行,因此也未能实现经济运行。

图8 运行压力Fig.8 Operating pressure

图9 进口导叶开度指示Fig.9 Import guide vane opening indicator
5 针对能源浪费情况提出的解决方案
为了满足客户对压缩空气生产工艺的需求、达到要求的技术参数条件并使机组能够实现经济运行,我方提出对1TYC43型齿轮离心式空压机进行节能改造,改造范围包括:离心式空压机组主体部分及控制系统自动化改造。本项目空压机整体结构如图10所示。

图10 本项目空压机整体结构Fig.10 The overall structure of air compressor
5.1 本体改造部分
5.1.1 机组基本情况
本机组为1TYC43型齿轮离心式鼓风机机组,采用一级压缩、一次增速的结构形式,由两极异步电机拖动,单层布置,整体撬装结构。原设计参数如表2所示。
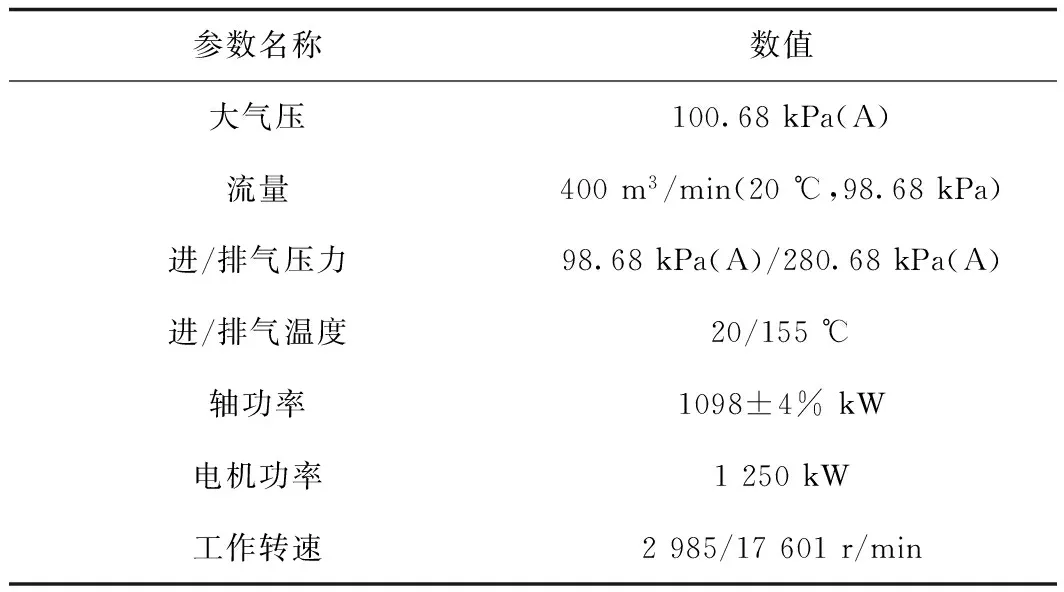
表2 原设计参数Tab.2 Original design parameters
5.1.2 改造方案
根据工艺需要及节能目标的要求,经过对比提出了如下方案:根据离心式空压机流量与全压的反比关系[3]以及设备厂商的选型手册及内部技术资料,提出了改造方案。经过对用户用风需求的测算,拟将本机组改造成490 m3/min(30 ℃,98.68 kPa)运行,改造后具体参数(工况)如表3所示。
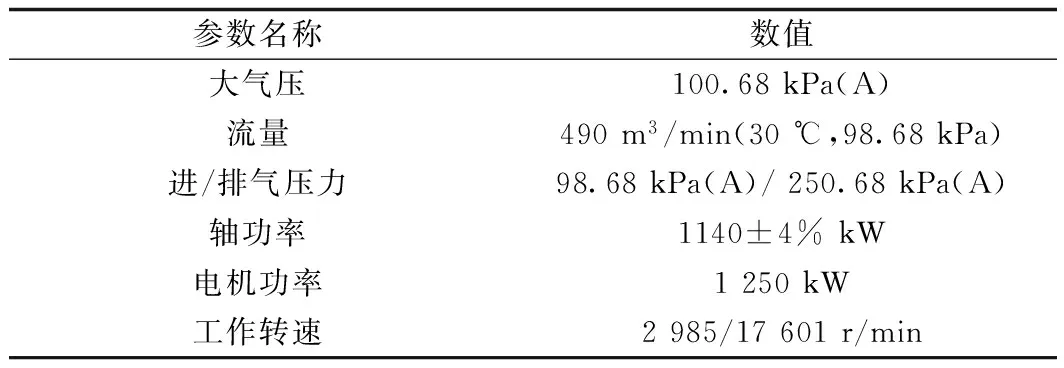
表3 空压机组改造后参数Tab.3 Parameters after the transformation of air compressor units
经过对用能单位上一年度日用风量的计算分析,改造后两台机组可以满足日常80%的用风量,配以原有的小机组基本可以满足全部的用风量。这样就可以在年运行期间大部分时间节约相当于1台大机组的运行能耗,从而实现真正的节能。
5.1.3 改造范围
本次改造的基本出发点是帮助企业实现节能,同时控制改造成本,所以仅仅针对可实现节能的部分提出了改造方案,范围包括叶轮、蜗壳、机头密封系统、主轴齿轮加工。主轴及轴承经过测算可以满足改造后转速和叶轮的自重变化,可以继续使用原有部件,系统增加了检测设备,确保改造后的设备运行状况平稳。本次改造采用最新的ConceptsNREC设计、加工软件,并采用现代化的五轴联动加工中心,确保叶轮的技术水平和加工质量。叶轮及扩压器设计和加工中的叶轮如图11及图12所示。
图11 叶轮及扩压器设计Fig.11 Impeller and diffuser design
5.2 控制系统改造
为满足用户及设备对于自动化控制的要求,本次改造融入了自动化控制系统,包括一键启动、集中显示控制及现场显示控制、历史运行数据记录及运行曲线描绘等。
综合考虑系统模拟量及数字量测点的数量要求,选用SIEMENS型号为S7-200 CN系列CPU226处理器,采用增加西门子以太网CP243-1模块,并通过工业交换器的方式与多台以太网设备进行通信。系统中上位机安装有支持西门子的通信卡,通过西门子通信电缆连接组态软件和硬件设备。系统中安装组态软件、STEP7 MICROWIN 5.0(及以上版本)、PC ACCESS OPC软件等,实现数据的传输、存储及编程。为避免机组发生喘振,系统根据机组特性曲线内置了专家控制系统,通过适时调节进口导叶及放空阀,调节机组进出口气量,实现对喘振等运行问题的预判及预控。上位机界面及控制柜如图13所示。

图13 控制系统上位机界面及控制柜Fig.13 Control system host computer interface and control cabinet
6 结语
本节能改造项目中,通过对现有机组设计参数和实际运行情况的对比及对用能系统的分析,测算出了系统改造的空间;通过对机组本体改造升级及在自动化控制系统方面的改进,帮助企业解决了技术问题及信息化管理问题,实现了系统化节能。
[1] 刘建豪,钟良,龚伟,等.空压机节能方法探究[J].机械工程师,2015,(09):138-139.
[2] 俞文和,等.抗生素工艺学[M].沈阳:辽宁科学技术出版社,1988.
[3] 孙研.风机产品样本[M].北京:机械工业出版社,2003.
[4] 徐忠.离心压缩机原理[M].西安:西安交通大学,2007.
[5] [美]M·C·波特尔.工程热力学[M].北京:科学出版社,2002.
Energy-saving renovation process and effect evaluation of air compressor in a pharmaceutical company
WANG Xiao-dong
(Lvpai (Shanghai) Energy Co.,Ltd.,Shanghai 200011,China)
This paper takes the centrifugal air compressor of the fermentation system of the pharmaceutical factory as the research object,taking the energy saving as the goal,the principle,structure,working condition and transformation scope of centrifugal air compressor are described in detail. The key content in calculation,implementation,control strategy of air supply system energy-saving transformation were analyzed.
Centrifugal air compressor; Energy saving reconstruction; Fermentation air supply; Process and effect
2017-01-21
王晓东(1986-),男,教育学和机电一体化双学位。
TQ051.8
A
1674-8646(2017)06-0101-05
猜你喜欢
水泵技术(2021年3期)2021-08-14 02:09:26
上海节能(2020年3期)2020-04-13 13:16:18
石油化工建设(2019年4期)2019-10-10 01:39:24
经济技术协作信息(2018年1期)2019-01-23 07:00:02
制造技术与机床(2017年6期)2018-01-19 02:40:54
电子制作(2017年17期)2017-12-18 06:40:54
工业设计(2016年7期)2016-05-04 04:02:45
工业设计(2016年7期)2016-05-04 04:02:44
工业设计(2016年7期)2016-05-04 04:02:17
航空学报(2015年4期)2015-05-07 06:43:30