
一种MEMS陀螺仪的飞秒激光修调方法
2017-06-05 14:20:15刘宇航刘海平郑恒煜刘经勇陈志勇
中国惯性技术学报 2017年2期
刘宇航,刘海平,郑恒煜,刘经勇,陈志勇,张 嵘
(1. 北京机械设备研究所 北京 100854;2. 清华大学 精密仪器系,北京 100084)
一种MEMS陀螺仪的飞秒激光修调方法
刘宇航1,刘海平1,郑恒煜1,刘经勇1,陈志勇2,张 嵘2
(1. 北京机械设备研究所 北京 100854;2. 清华大学 精密仪器系,北京 100084)
受微加工工艺条件限制,MEMS敏感结构的尺寸等关键参数的相对误差较大,使其在宏观上表现出非理想的运动特性,性能指标也难以满足高精度应用的要求。为消除加工误差的影响,分析了一种MEMS陀螺仪的运动特性和误差耦合机理,提出了一种通过飞秒激光对敏感结构的梁进行刻蚀修调的方法。MEMS陀螺修调前后的运动特性试验表明,修调后的误差系数比修调前降低了50%以上,而误差的稳定性则比修调前提高了约70%,证明提出的飞秒激光刻蚀方法能够抑制微加工误差的影响,提高MEMS陀螺仪的性能。
MEMS陀螺仪;飞秒激光;零偏漂移;结构修调
微机电系统(MEMS)的最主要特征是具有采用掩膜、光刻、腐蚀、刻蚀、淀积、键合等微加工工艺制造的微结构,可实现物理量敏感、力/力矩输出、流量控制等多种功能,目前已广泛地应用于微传感器、射频元件、微能源、微流量控制元件、生物医疗等领域[1-2]。MEMS所采用的微加工工艺虽然绝对精度高,但由于微结构的尺寸常常在微米量级,加工后所得到结构的尺寸参数与设计值相比具有较大的相对偏差,使其运动特性受加工工艺和环境条件的影响较大,最终造成其性能无法满足部分高精度应用的要求[3]。
为提高 MEMS元器件的性能,除继续改进微加工工艺,研究新型半导体材料以外,另一重要途径是利用电、物理刻蚀、化学腐蚀等方式对加工后的微结构进行局部修调(Post Fabrication Trimming),精确地改变其结构参数,消除尺寸偏差对其性能的负面影响[4]。国内外的研究机构在MEMS修调领域已取得一些进展。国外方面,密歇根大学、美国BEI公司的研究团队分别验证了针对 MEMS谐振器和一种石英音叉式陀螺的飞秒激光修调方案,通过激光光束对敏感位置进行刻蚀可精确去除一定的质量,改变沿该方向振动的谐振频率[5-6];乔治亚理工大学的研究人员则提出了一种通过激光对谐振器结构表面进行局部加热,改变其微晶化程度,进而对其谐振频率进行微调的方法[7]。国内方面,北京理工大学和国防科技大学也研究了基于激光刻蚀的MEMS陀螺修调方法,在一定程度上提升了陀螺的性能[8-9]。
本文研究了一种Z轴MEMS陀螺仪核心敏感结构的运动特性和主要误差源,提出并介绍了一种基于飞秒激光刻蚀的陀螺梁结构修调方法,通过试验验证了修调方法在改善误差稳定性方面的有效性。
1 一种MEMS陀螺仪的基本结构和误差模型


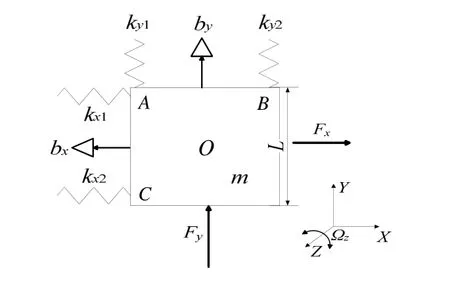
图1 一种MEMS陀螺的整体结构Fig.1 Layout of a MEMS gyroscope


式中,θ为加工误差造成的梁结构实际的主刚度方向与理想的X、Y方向之间的偏差角度。
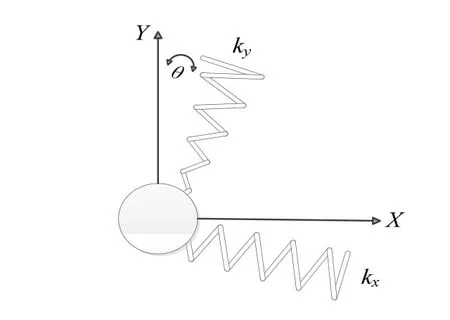
图2 梁的刚度耦合作用Fig.2 Stiffness coupling of the beams
由于存在刚度误差,敏感结构除了可沿X、Y方向直线运动外,自身还可绕Z轴旋转。设质量块绕Z轴旋转的角度为φ,则考虑加工误差后陀螺的基本运动方程为:
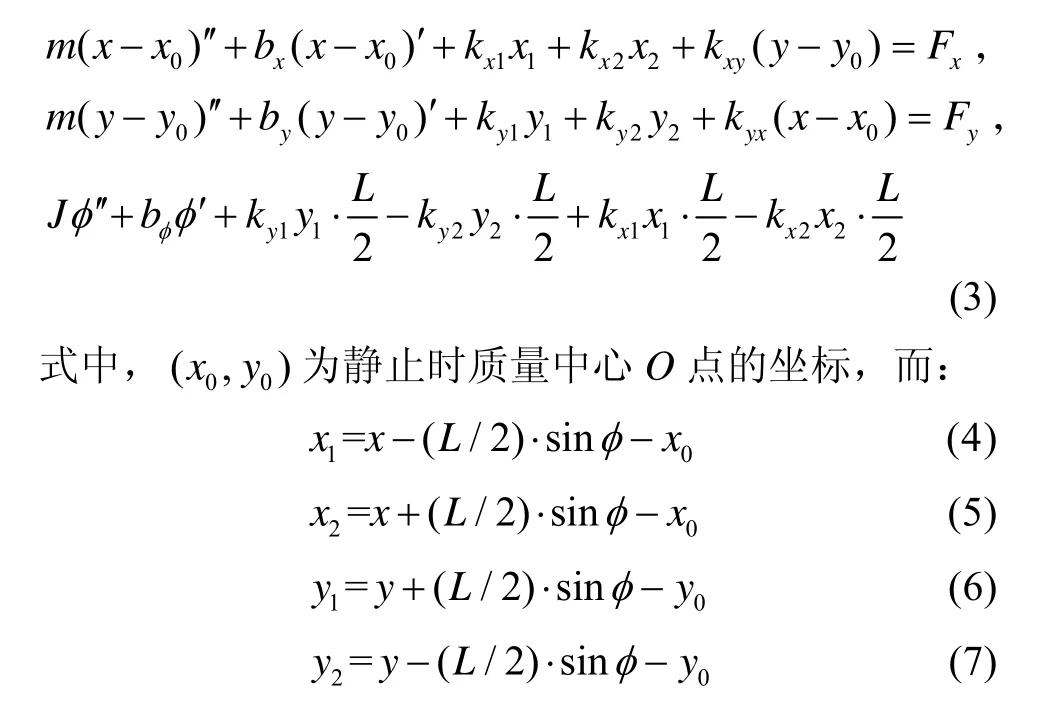
而X、Y之间满足:

分析式(12)可知,当kxy不变时,误差系数kerr的大小正比于Δkx和Δky。因此,对X或Y方向的梁结构进行刻蚀以改变其尺寸参数,进而改变其刚度值,即可通过改变Δkx和Δky的大小抑制X、Y方向之间的耦合作用,使kerr趋于零。
2 MEMS陀螺仪敏感结构的飞秒激光刻蚀修调方法
激光作为一种可精确控制的快速加工手段,其瞬时功率越高,在空间分布的范围就越小,相应也就越容易实现高质量的表面加工[12-13]。由于飞秒激光脉冲持续时间极短(通常<100 fs),瞬时功率极高,能量在极短时间和极小空间内高度集中,加工范围外的物质基本不受影响,因此在MEMS领域也得到了越来越多的应用。
为了在 MEMS陀螺仪的微梁结构上实现高质量的刻蚀加工,搭建了以飞秒激光器为基础的加工平台,该平台集成了飞秒激光器、激光光路、成像瞄准装置、高精度位移台以及它们的控制系统等,加工平台的结构如图3所示。调整激光光路,使光束聚焦于设定的高度,通过精确控制位移台的移动,可实现对微结构表面的线/面加工。
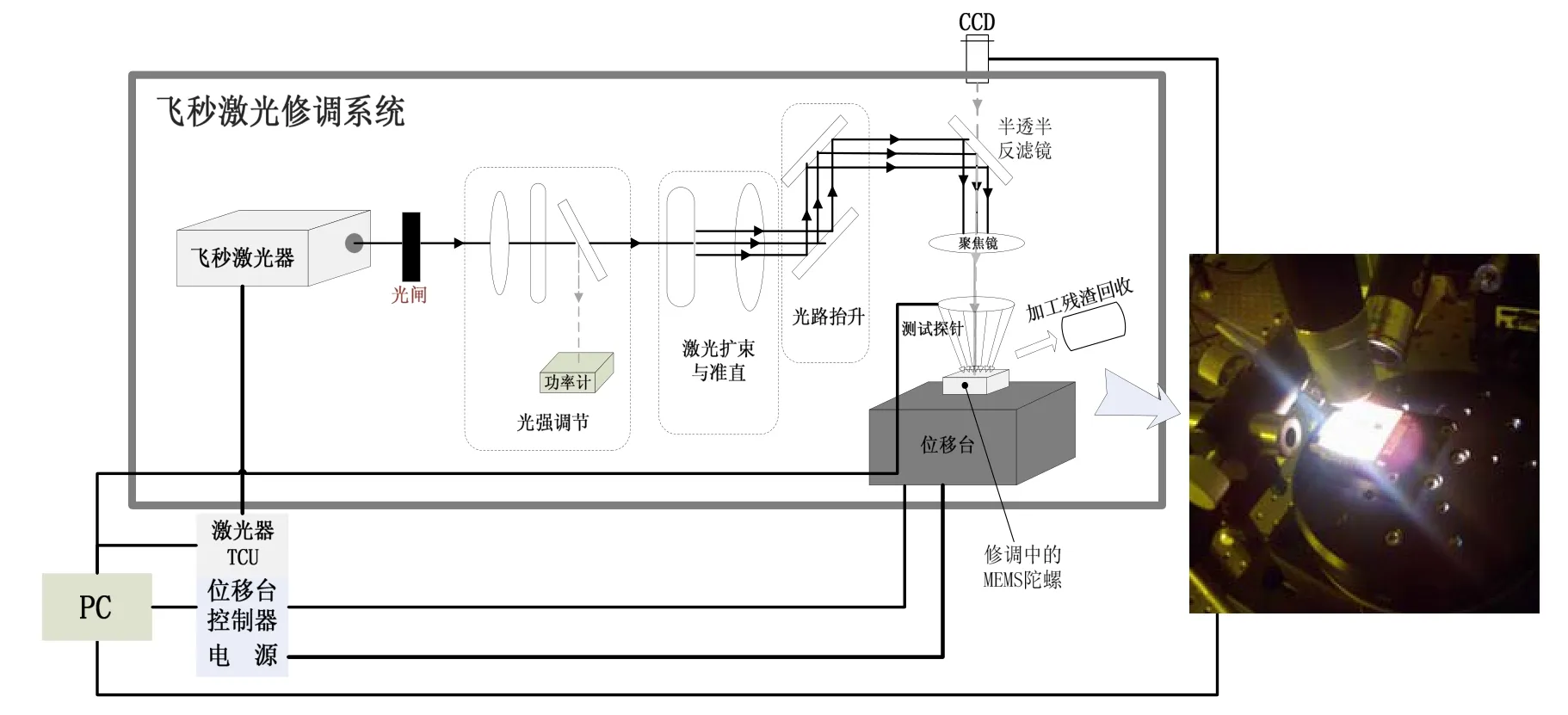
图3 飞秒激光加工平台结构Fig.3 Schematic of femto-second laser trimming system
MEMS陀螺仪的梁结构如图4所示,图中梁结构的刚度主要取决于梁的长L、宽W、高H和材料的杨氏模量E,由于杨氏模量是与材料有关的参数,所以刻蚀可改变的是梁的尺寸参数。陀螺的梁是几字型的较大结构(通常L>300 μm),所以难以用局部刻蚀的手段在整个结构上改变梁的长度。因此,从可行性的角度考虑,主要通过激光刻蚀在小范围内改变H和L,从而实现对梁刚度的微调。
图4中所示的梁结构刻蚀前沿Y方向的刚度满足[14]:

式中,I为梁截面绕Z轴方向的转动惯量。
设刻蚀区域的长、深分别为δL、δH,宽度则为整个梁结构的宽度W,刻蚀后Y方向的刚度变化为,当δL<0.15L时近似满足:

而当δL>0.85L时,近似满足:
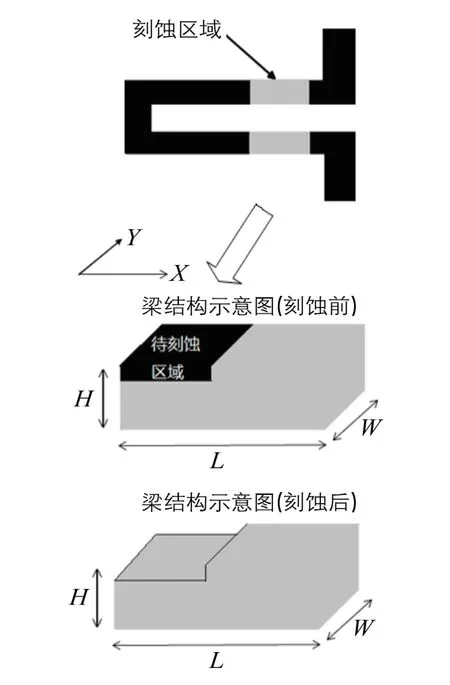
图4 梁结构刻蚀区域示意图Fig.4 Illustration of the beam’s etching area
式(14)与式(15)表明,当刻蚀区域的长度较小时,刚度的改变量对刻蚀长度的敏感性较大,而当刻蚀区域的长度较大时,刚度的改变量对刻蚀深度的敏感性较大。通常,刻蚀区域的长度不超过梁长L的10%,所以Kˆy与刻蚀区域的长度与深度近似成线性关系。因此,保持刻蚀区域的宽度不变,通过控制长度和深度即能可控地、线性地调节梁刚度的改变量。对称地刻蚀陀螺Y方向一侧的几字型梁结构,即可改变ΔKy的值。如果刻蚀后Y方向的刚度不对称程度减小,则ΔKy减小;而如果刻蚀后Y方向的刚度不对称程度增加,则ΔKy增大。因此,通过飞秒激光对图5中的位置1和2处的梁结构交替进行刻蚀,调节ΔKy使kerr=0时,即可完全抑制X、Y方向之间的耦合作用,消除整个敏感结构的非理想特性。
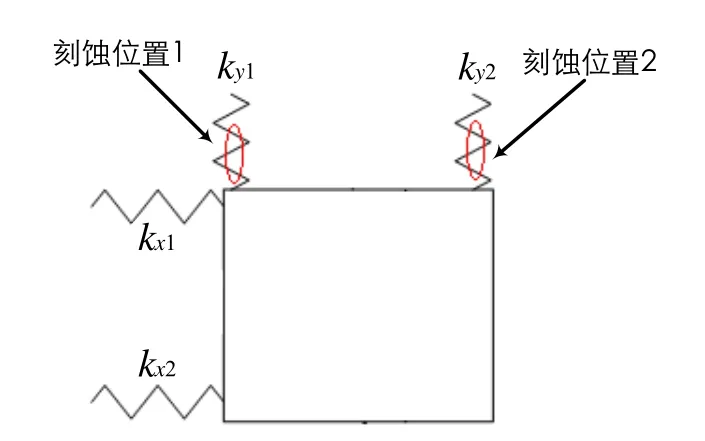
图5 MEMS陀螺敏感结构的刻蚀位置Fig.5 Etching locations of the sensing element of a MEMS gyroscope
3 MEMS谐振结构的飞秒激光刻蚀试验
为了使刻蚀能够向抑制 MEMS陀螺仪敏感结构误差的方向进行,首先选取某一梁结构(图5中位置1或位置2的梁结构)进行刻蚀,对刻蚀后MEMS陀螺输入输出频率特性进行测试,获取当前状态的kerr变化趋势。如果kerr减小则继续保持刻蚀位置,如果增大则刻蚀与之相反的位置,并将刻蚀参数减半。重复以上过程,直到误差符合要求。
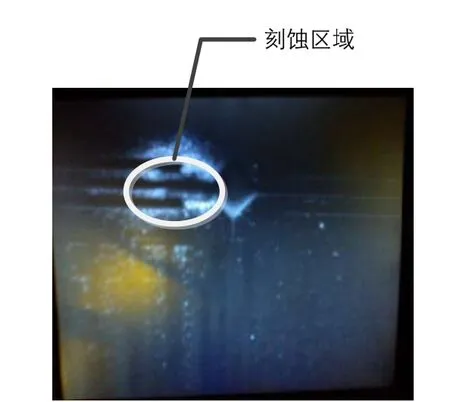
图6 飞秒激光刻蚀后的表面形貌Fig.6 Surface appearance of the etched area by femtosecond laser
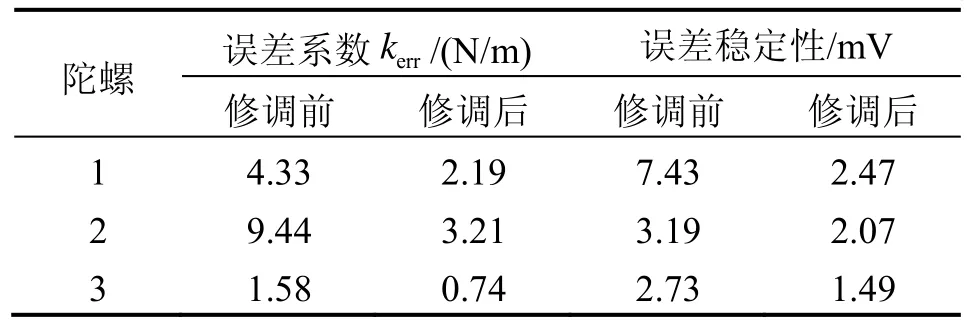
表1 激光修调前后MEMS陀螺误差系数与误差稳定性对比Tab.1 Comparison on MEMS gyroscopes’ error coefficients and error stabilities before and after femtosecond laser trimming
根据表1,刻蚀修调后三个陀螺的误差系数比刻蚀前降低,即与梁有关的耦合作用得到了抑制,修调后陀螺的误差稳定性也得到了改善。经过飞秒激光修调后,kerr降低了约2~3倍,而误差稳定性则提高了 1.5~3倍。试验结果说明,飞秒激光修调可以在一定程度上消除由加工偏差所产生的陀螺耦合误差,因此可提高其性能水平。
4 结 论
随着微加工工艺的发展和成熟,MEMS技术的应用越来越广泛,但如何在小体积、低成本与高性能之间获得平衡,仍是MEMS继续发展所需解决的重要问题。本文提出的基于飞秒激光刻蚀的微结构修调方法,在一定程度上可以消除工艺误差对陀螺精度的负面影响,因此在当前的微加工工艺条件下,对提高MEMS器件的性能提升提供了一种快速、有效、可行的方式。但是,飞秒激光器的成本相对较高,对光学元件的要求也比较苛刻,而且受光路设计和激光刻蚀平台运动控制精度的限制,对激光聚焦程度与刻蚀位置的精确控制比较困难,这在一定程度上影响了激光修调的精度。因此,未来还需进一步研究更精确地控制激光刻蚀参数,提高MEMS元器件修调精度与效率的方法。
(References):
[1] Bogue R. Nanosensors and MEMS: connecting the nanoscale with the macro world with microscale technology[J]. Sensor Review, 2016, 36(1): 1-6.
[2] Baghelani M, Ghavifekr H B, Ebrahimi A. MEMS based oscillator for UHF applications with automatic amplitude control[J]. Microelectronics Journal, 2013, 44(4): 292-300.
[3] Weinberg M S, Kourepenis A. Error sources in in-plane silicon tuning-fork MEMS gyroscopes[J]. Journal of Microelectromechanical Systems, 2006, 15(3): 479-491.
[4] Viswanath A, Li T, Gianchandani Y B. High resolution micro ultrasonic machining (HR-μUSM) for post-fabrication trimming of fused silica 3-D microstructures[C]// IEEE International Conference on MICRO Electro Mechanical Systems. 2014: 494-497.
[5] Knowles S J, Moore R H. Tuning fork with symmetrical mass balancing and reduced quadrature error. US: 6701785[P]. 2004.
[6] Hsu W T, Brown A R. Frequency trimming for MEMS resonator osicillators[C]//IEEE International Frequency Control Symposium, 2007 Joint with the 21stEuropean Frequency and Time Forum. 2007: 1088-1091.
[7] Hamelin B, Daruwalla A, Ayazi F. Stiffness trimming of high Q MEMS resonators by excimer laser annealing of germanium thin film on silicon[C]//IEEE International Conference on MICRO Electro Mechanical Systems. 2016: 1026-1029.
[8] Ke Z, Li-Hui F, Qian-qian W, et al. Suppressing the mechanical quadrature error of a quartz double-H gyroscope through laser trimming[J]. Chinese Physics B, 2013, 22(11): 622-628.
[9] Hu S, Cui H, He K, et al. A method of structural trimming to reduce mode coupling error for micro-gyroscopes[C]// 2013 8th IEEE International Conference on Nano/Micro Engineered and Molecular Systems. 2013: 805-808.
[10] Geen J, Chang J. MEMS gyroscopes with reduced errors. EP: 2657648 A2[P]. 2013.
[11] Hu Z, Gallacher B. Control and damping imperfection compensation for a rate integrating MEMS gyroscope[C] //IEEE International Symposium on Inertial Sensors and Systems Symposium. 2015: 1-15.
[12] Sugioka K, Cheng Y. Ultrafast laser―reliable tools for advanced materials processing[J]. Light: Science & Applications, 2014, 3(4): 149-160.
[13] Bäuerle D. Laser processing and chemistry[M]. Springer, 2000.
[14] Nailen R. Roark’s formulas for stress and strain[M]. McGraw-Hill, 2003.
Trimming method for MEMS gyroscope by femtosecond laser
LIU Yu-hang1, LIU Hai-ping1, ZHENG Heng-yu1, LIU Jing-yong1, CHEN Zhi-yong2, ZHANG Rong2
(1. Beijing Machine and Equipment Institute, Beijing 100854, China;
2. Department of Precision Instrument, Tsinghua University, Beijing 100084, China)
The micro-fabricated MEMS gyroscopes usually do not meet the high-precision application requirements due to the precision limits in micro-fabrication processes. In order to eliminate the fabrication defects, the motion modes and the error coupling mechanisms of the sensing element of a MEMS gyroscope are studied and analyzed, and a trimming method by femto-second laser etching on folded-beam structures is proposed to realize the high-quality etching process. The fabrication system is built based on the femtosecond laser, which integrates a series of units and their control system. Dynamic test results show that, after etched by laser pulses, the coupling error coefficient is reduced by more than 50%, and the error’s stability is improved by nearly 70%, which prove the feasibility and effectiveness of the proposed trimming method in suppressing the fabrication errors and improving the gyroscope’s performance.
MEMS gyroscope; femto-second laser; zero-rate error stability; structural trimming
TH703.2
A
1005-6734(2017)02-0260-05
10.13695/j.cnki.12-1222/o3.2017.02.023
2017-01-03;
2017-03-24
国防预研项目(51309010303)
刘宇航(1986—),男,工程师,从事惯性传感器研究。E-mail: ryanjoseph@126.com
猜你喜欢
人人健康(2021年16期)2021-12-01 07:08:33
北京航空航天大学学报(2021年9期)2021-11-02 08:24:32
制造技术与机床(2019年8期)2019-09-03 01:14:18
华东师范大学学报(自然科学版)(2019年3期)2019-06-24 05:29:09
百科探秘·航空航天(2017年9期)2017-12-31 07:24:12
电镀与环保(2016年2期)2017-01-20 08:15:22
山东工业技术(2016年15期)2016-12-01 05:32:01
光学精密工程(2016年5期)2016-11-07 09:06:26
系统工程与电子技术(2016年7期)2016-08-21 13:59:14
系统工程与电子技术(2016年2期)2016-04-16 05:16:52
