
大型筒节升梯式临界区正火热处理工艺
2017-05-19 03:43孙建亮张永振戚向东
中南大学学报(自然科学版) 2017年3期
孙建亮,张永振,彭 艳,戚向东,韩 辉
大型筒节升梯式临界区正火热处理工艺
孙建亮,张永振,彭 艳,戚向东,韩 辉
(燕山大学国家冷轧板带装备及工艺工程技术研究中心,河北秦皇岛,066004)
针对加氢反应器大型筒节经轧制成型后心部易出现混晶和粗晶组织和当前等温式正火工艺热处理周期长、能源消耗大两大问题,提出升梯式正火热处理方案,并与传统的等温式正火热处理制度下组织和力学性能进行对比。研究结果表明:升梯式临界区高温侧正火对降低混晶度的效果优于等温式正火的效果,其热处理后平均晶粒粒径为31μm;升梯式临界区高温侧正火热处理后在晶界处析出部分渗碳体,对晶界起到钉扎强化作用,晶粒内部渗碳体球化和均匀化效果好;经升梯式正火热处理后材料的屈服强度、抗拉强度和−30℃夏比冲击吸收功分别为655MPa,729MPa和162 J,其低温冲击断口塑性脊数量明显,综合力学性能与等温式正火的相当;与等温式正火工艺相比,升梯式临界区高温侧正火热处理工艺可将正火保温时间缩短30%,正火加热温度降低,大大降低了能源消耗。
大型筒节;升梯式临界区正火;热处理;力学性能
大型筒节是加氢反应器的关键组成部分,由于其长期工作在高温、高压和腐蚀的环境中,所以,对其综合力学性能要求极高。大型筒节壁厚大于300mm,锻造或轧制成形压下率低,尤其筒节心部应变率低于10%。当热塑性变形量未达到大型筒节材料的动态再结晶临界变形量时,加工硬化在变形过程中起主导作用,其组织再结晶不充分,易出现混晶及粗晶组织,降低材料使用寿命[1−4]。而对于厚大断面的工件,仅靠轧制或锻造工序不能满足产品性能要求,后续热处理必不可少[5−6]。目前,高附加值工件热处理过程组织的遗传机理尚不明确,导致锻后热处理存在很大的盲目性,造成能源的极大浪费[7]。研究结果表明:提高钢的加热和冷却速度能够促进组织细化[8−9],胡广岐等[10]指出:提高2.25Cr-1Mo-0.25V钢的正火冷却速度有利于提高工件热处理后的综合力学性能,但是对于大型筒节而言,由于其壁厚太大,改变加热和冷却方式很难快速调节其心部温度。李阳华等[11]提出亚温淬火技术,通过亚温淬火形成铁素体和贝氏体、马氏体、残余奥氏体的混合组织,使钢的塑性和韧性同时得到提高,但是亚温淬火过程奥氏体化温度较低,从而使大型筒节的保温时间延长,且不利于合金元素的充分溶解。宋传宝等[12]提出前处理中加2次正火可获得细小晶粒,但该方案工序复杂,能源消耗大。以上研究在一定程度上降低了混晶和粗晶组织,但在同时满足细化组织和节约能源消耗方面的研究还处于探索阶段。本文作者同时在考虑加氢反应器用大型筒节2.25Cr-1Mo-0.25V钢轧后心部易出现混晶及粗晶组织和后期热处理周期长、能源消耗大两大问题,提出升梯式正火热处理方案,进行升梯式临界区正火和奥氏体区等温式正火热处理工艺实验,研究2种热处理工艺下大型筒节的微观组织和力学性能,确定其对产品综合性能和生产效率的效果。
1 实验材料及实验方案
1.1 实验材料
本实验所选用的加氢反应器筒节材料2.25Cr-1Mo-0.25V钢,其化学成分如表1所示。加热时其奥氏体转变开始温度AC1和终了温度AC3分别为800℃和890℃,并且在淬火温度为940℃时,其组织力学性能最好[13]。因此,传统的正火热处理工艺为在940℃完全奥氏体区经两次长时间等温正火,如图1所示。
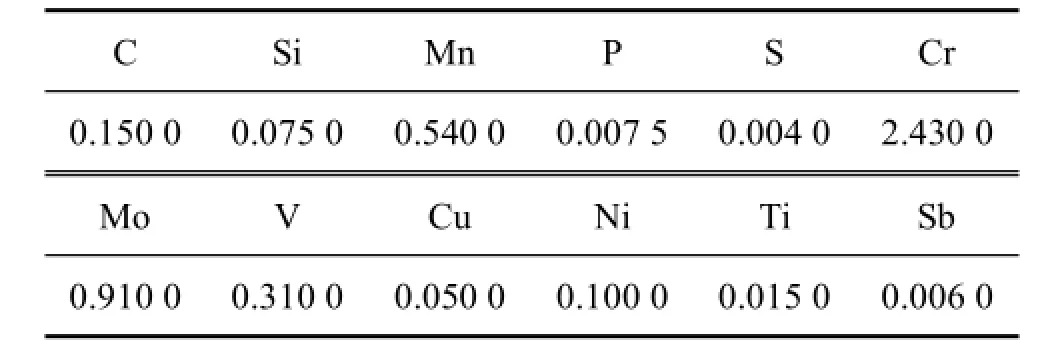
表1 2.25Cr-1Mo-0.25V钢化学成分(质量分数)Table1 Chem ical com position of 2.25Cr-1M o-0.25V steel %
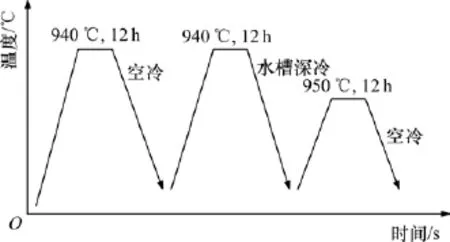
图1 传统的等温式奥氏体区正火工艺图Fig.1 Traditional isotherm type austenite region normalizing heat treatmentprocess diagram
1.2 升梯式热处理工艺和实验方案

图2 升梯式正火工艺图Fig.2 Diagram of lift type normalizing heat treatment process
针对传统的奥氏体区等温式正火加热温度高,正火保温时间长,热处理能源消耗大等缺陷,本文提出升梯式正火热处理工艺,如图2所示。首先,切取长×宽×厚为60mm×50mm×15mm实验钢块,在快速加热电阻炉中加热到1 200℃,保温2 h,其目的是使实验钢块组织充分粗化达到筒节轧后心部组织晶粒粒径;第1次正火温度设为临界区800,840和880℃,第2次正火温度为奥氏体区940℃,2次正火保温时间相同,分别设定为2,5,8和12 h,正火过程的升温速度设定为0.05℃/s,第2次正火冷却速度设定为0.1℃/s;最后经650℃回火,保温12 h,冷却速度为0.05℃/s。在热处理后的实验钢块上切取2组试样,其中一组经研磨抛光后用饱和苦味酸溶液在60℃水域中进行晶界腐蚀,并用光学显微镜(OM)观察晶粒粒度,另一组经研磨抛光后用5%(体积分数)的硝酸酒精溶液进行组织腐蚀,在S−3400N扫描电镜(SEM)上进行微观组织扫描。在热处理后的钢块上切取长×宽×厚为55mm×10mm×10mm的U型缺口冲击试样和GB/T 228.1—2010中规定的拉伸试样。将冲击试样浸入干冰和无水乙醇配成的−30℃的溶液中,保温15 min,待试样温度均匀后迅速从溶液中取出,放在冲击实验机上进行冲击实验,将拉伸试样在Inspekt100 table电子万能拉伸实验机上进行常温拉伸试验,测量屈服强度、抗拉强度、伸长率和断面收缩率。
2 实验结果分析
2.1 微观组织分析
由2.25Cr-1Mo-0.25V钢材料的CCT转变曲线[13]可知:试样在1 200℃,保温2 h,以0.05℃/s的冷速冷却后,其组织主要为铁素体、粒状贝氏体和少量珠光体。临界区正火时,奥氏体优先在原奥氏体晶界处形核。随着临界区正火温度的升高,铁素体与碳化物溶解程度增大,促使奥氏体在晶内碳化物与基体相界处形核。图3所示为不同热处理工艺下筒节心部的微观组织。由图3(a)可见,当升梯式正火加热温度为800℃保温2 h时,奥氏体形核量较少。另外,由于铁素体基体上弥散分布着铬、钼、钒等高稳定合金碳化物,减慢了奥氏体的形核速度,因此,正火冷却后粗晶和混晶组织严重。由图3(b)可见,当升梯式正火加热温度为880℃保温2 h时,球状奥氏体在晶界和晶内均匀形核,球状奥氏体晶核与母相无位置关系,粗晶和混晶组织会随着球状奥氏体的形成和发展而减弱。由此可知随着临界区正火温度的升高,试样的混晶度降低。

图3 不同热处理工艺下筒节心部的显微组织Fig.3 M icrostructuresof cylinder core after differentHTP
随着升梯式临界区高温侧(880℃)正火保温时间的延长,合金碳化物溶解程度提高,球状奥氏体得到充分发展并均匀长大,原始粗大的奥氏体晶粒得到细化和均匀化,由图3(c)和3(d)可见,当正火保温时间由5 h延长至8 h后,试样平均晶粒粒径由38μm减小到31μm。由图3(e)可见,继续延长正火保温时间到12 h,球状奥氏间合并长大倾向增大,晶粒粒径有所增加。相比于图3(f)中的等温式正火保温12 h后得到平均晶粒粒径为23μm,升梯式临界区高温侧正火热处理对晶粒的细化作用并不理想,但对混晶组织的改善作用较好。这是由于等温式正火加热温度在奥氏体区(940℃)保温一定时间后,碳化物充分溶解,奥氏体形核率和长大速率均增大,同时球状奥氏体间的合并能力增强,后形成的奥氏体晶核被优先形成的奥氏体晶核吞并,因此,等温式正火对奥氏体晶粒整体细化作用较好,但对混晶组织的改善作用不大。
综上分析可知,升梯式和等温式正火热处理方案在降低混晶度和细化晶粒方面各有利弊,但是升梯式临界区高温侧正火可在相对较短的正火保温时间内明显降低筒节材料的混晶度。
试样以0.1℃/s的冷却速度冷却后其组织以粒状贝氏体为主,并伴有少量上贝氏体。回火后可使贝氏体铁素体(BF)板条的晶界变得不连续或消失,板条间条状M/A组元分解,碳原子扩散偏聚形成渗碳体[14]。图4所示为不同正火方式正火并回火后的扫描图像。由图4可见:当采用升梯式临界区800℃正火保温2 h时,回火后试样BF板条形貌较为严重,渗碳体成条带状和片层状分布,球化量较少,在铁素体基体上形成明显的带状分布;随着临界区正火温度的升高,板条间条状M/A开始部分分解,试样渗碳体条带变短,呈短棒状或点状分布;当正火温度为880℃时,BF板条形貌已完全消失,渗碳体基本成点状或球状弥散分布于基体中,因此,临界区正火温度对回火过程渗碳体球化有显著的影响;随着临界区正火温度的升高,奥氏体均匀化和合金元素的溶解程度提高,回火后渗碳体球化和弥散效果变好。延长升梯式临界区高温侧正火保温时间,有利于促进回火渗碳体球化和均匀化。当升梯式临界区高温侧正火保温8 h时,回火后BF板条形貌已基本消失,渗碳体成点状或球状弥散分布于基体中,同时在晶界处也聚集一定量的渗碳体,对晶界起到钉扎作用。而经等温式正火保温12 h并回火后的试样,碳化物偏聚较为严重,部分碳化物已聚集成片状,渗碳体虽有部分球化,但分布不均,这在一定程度上会影响组织力学性能的均匀性。
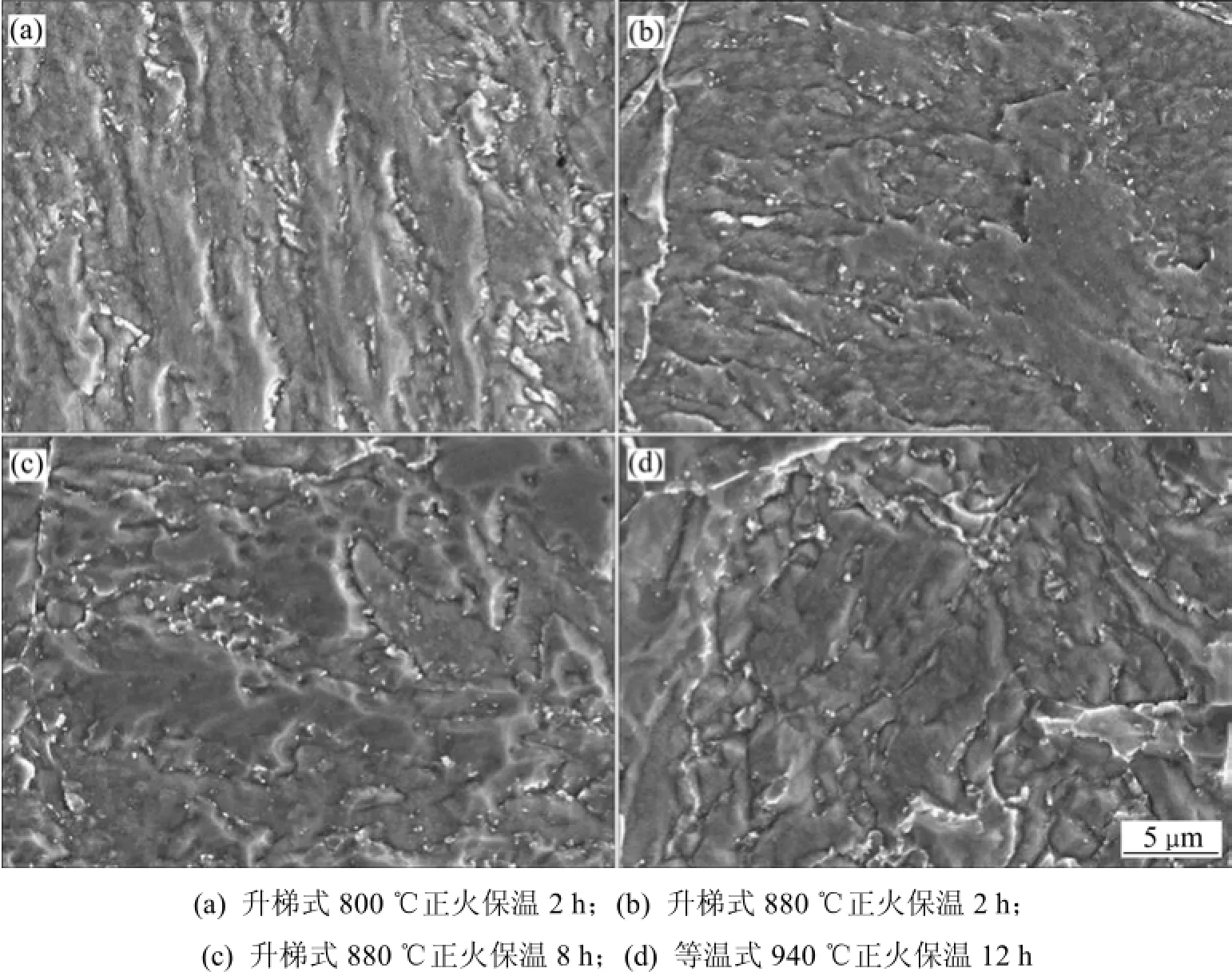
图4 不同正火方式正火并回火后的扫描图像Fig.4 SEM imagesafter differentnormalizing processand tem pering
2.2 力学性能分析
晶粒细化和回火渗碳体弥散析出可显著提高材料的综合力学性能[15−16]。表2所示为试样在升梯式正火热处理后的力学性能。由表2可知:随着升梯式临界区正火温度的提高,由于混晶度降低,渗碳体由条带状转变成点状或球状弥散分布于基体中,对材料起到了明显的强化作用,因此,拉伸力学性能增大;随着正火保温时间延长,抗拉强度增大,但伸长率变化不明显;当临界区高温侧正火保温8 h后抗拉强度和伸长率分别为729MPa和22%,继续延长正火保温时间,受组织粗化的影响,拉伸力学性能基本趋于稳定。
随着正火保温时间延长,受晶粒度和混晶度的综合影响,冲击吸收功不断增大。试样经升梯式临界区低温侧正火保温2 h对粗大奥氏体晶粒的细化作用较差,混晶度较高,加之回火后试样BF板条形貌明显,渗碳体球化效果差,所以,−30℃夏比冲击吸收功明显较低。随着临界区正火温度升高,试样的混晶度降低,因此,冲击吸收功不断增大。当临界区高温侧正火保温8 h时,−30℃夏比冲击吸收功为162 J,达到筒节成品54 J的指标要求。
综合分析可知,升梯式临界区高温侧正火保温8h材料的综合力学性能达到了大型筒节的成品性能指标(Rm=585~760MPa,Rp0.2≥415MPa,A≥18%,Ψ≥54%和AKU≥54 J)要求,并接近等温式正火热处理后材料的综合力学性能,因此,可将传统的等温式正火保温时间缩短30%。
2.3 断口形貌分析
图5所示为不同正火方式热处理后筒节材料−30℃冲击断口形貌。由图5(a)和5(b)可见:2种正火方式热处理后材料的−30℃冲击断口既有脆性断裂又有韧性断裂产生;其中升梯式正火热处理后断口较为平坦,为准解理断裂,等温式正火热处理后断口呈现少量塑性脊,材料的韧性有所提高,因此,对应的冲击吸收功较大。将扫描放大倍数升高至2 000倍,由图5(c)和5(d)可见:升梯式正火和等温式正火热处理后的冲击断口在解理断裂的基础上呈现出少量微孔断裂,在微孔断裂区的周围形成明显的塑性变形撕裂楞,这在一定程度上提高了材料的韧性[17]。综合分析可知,2种正火方式热处理后材料低温冲击断口形貌相似,但是升梯式临界区高温侧正火热处理工艺能够在相对较短的正火保温时间内显著降低筒节的混晶度,细化晶粒,从而提高筒节的低温冲击吸收功。

表2 升梯式正火热处理后材料的力学性能Table2 Mechanical propertiesafter lift typenormalizing heat treatment
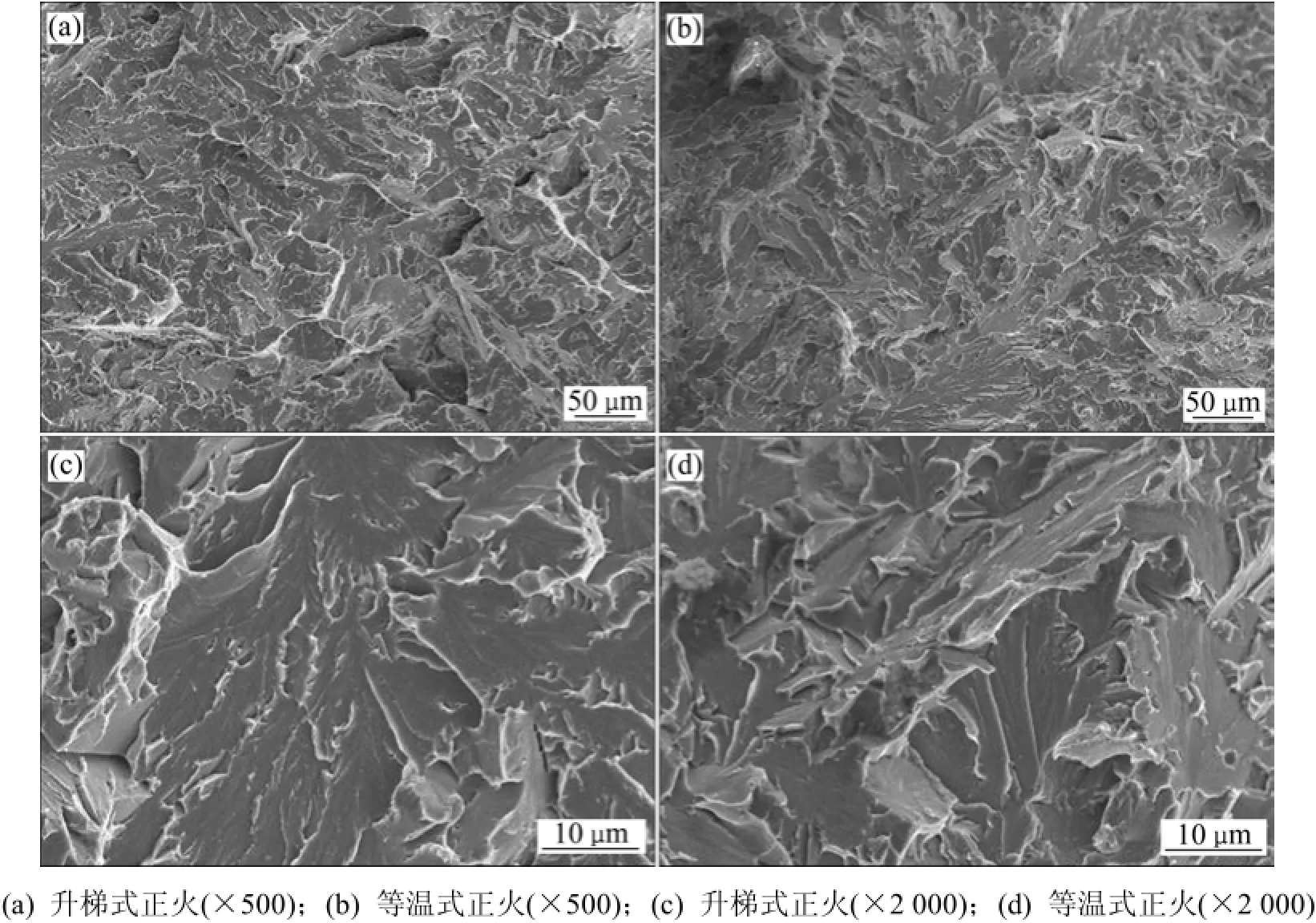
图5 不同正火方式热处理后的断口形貌Fig.5 Fracturemorphologiesafter differentnormalizing heat treatmentprocesses
3 结论
1)与等温式正火工艺相比,升梯式临界区高温侧正火对混晶度的改善作用明显。升梯式临界区高温侧正火保温8 h热处理后平均晶粒粒径为31μm,略大于等温式正火热处理后的晶粒粒径,回火后渗碳体球化和均匀化效果好。
2)升梯式临界区高温侧正火保温8 h后材料的屈服强度、抗拉强度和−30℃夏比冲击吸收功分别可达655MPa,729MPa和162 J,低温下仍具有较高韧性,冲击断口塑性脊数量较多,综合力学性能与等温式正火相当。
3)相比于等温式正火热处理工艺,升梯式临界区高温侧正火可将正火保温时间缩短30%,正火加热温度降低,大大降低了热处理能源消耗。
[1]PEI Xinhua,ZHOU Liping,LIU Xuewei.Analysis of edge microstructure characteristics and stamping formability of low carbon pickled steel sheets[J].Baosteel Technical Research, 2014,8(2):36−40.
[2]GUAN Yingping,WANG Zhenhua,WU Bin,et al.Mechanism and inhibition of grain coarsening of Al-Mg-Si alloy in hot form ing[J].Journal of Harbin Institute of Technology(New Series),2013,20(3):67−74.
[3]LIQuan,LIU Zhengdong,TANG Guangbo,etal.Mathematical model ofmicrostructure evolution of X60 line pipe steel during CSP hot rolling[J].Journal of Iron and Steel Research, International,2010,17(1):70−78.
[4]蔺永诚,陈明松,钟掘.压下率对42CrM o钢塑性成形与微结构演化的影响[J].中南大学学报(自然科学版),2008,39(5): 1005−1010.
LIN Yongcheng,CHEN M ingsong,ZHONG Jue.Effects of deformation degree on plastic formation and microstructure evolution of 42CrMo steel[J].Journal of Central South University(Science and Technology),2008,39(5):1005−1010.
[5]吴庆辉,杨忠民,杨超飞,等.轧后热处理温度对热轧钢轨组织和性能的影响[J].钢铁,2012,47(12):59−63.
WU Qinghuai,YANG Zhangm in,YANG Chaofei,et al.Effectof thermal treatment temperature on m icrostructure and properties of hotrolled railsteel[J].Iron and Steel,2012,47(12):59−63.
[6]LIU Yurong,YE Dong,YONG Qilong.Effect of heat treatment on microstructure and property of Cr13 super martensitic stainless steel[J].Journal of Iron and Steel Research, International,2011,18(11):60−66.
[7]潘健生,顾剑锋,王婧.我国热处理发展战略的探讨[J].金属热处理,2013,38(1):4−14.
PAN Jiansheng,GUO Jianfeng,WANG Jing.Discussion of heat treatment development strategy in China[J].Heat Treatment of M etals,2013,38(1):4−14.
[8]何西扣,白天,刘正东,等.加热速度和冷却方式对508-3钢奥氏体晶粒尺寸的影响[J].热加工工艺,2013,42(20): 204−205.
HE Xikou,BAI Tian,LIU Zhengdong,et al.Effect of heating rate and cooling mode on austenite grain size of 508-3 steel[J]. HotWorking Technology,2013,42(20):204−205.
[9]吴琼,孙大乐.半高速钢冷轧辊材料的锻后淬火工艺[J].钢铁,2011,46(8):68−72.
WU Qiong,SUN Dale.Ausform hardening process of Sem i-HSS cold forged rollmaterial[J].Iron and Steel,2011,46(8):68−72.
[10]胡广岐,王志刚,胡天江.国产2.25Cr-1Mo-0.3V钢热处理工艺试验研究[J].石油化工设备,2012,41(2):23−26.
HU Guangqi,WANG Zhigang,HU Tianjiang.Test study of domestic 2.25Cr-1Mo-0.3V steel heat treatment process[J]. Petro-chem ical Equipment,2012,41(2):23−26.
[11]李阳华,李红英,鲁晓超,等.奥氏体化工艺对V150油套管强韧性的影响[J].中南大学学报(自然科学版),2013,44(9): 3625−3633.
LI Yanghua,LI Hongying,LU Xiaochao,et al.Effect of austenitizing process on strength and toughness of V 150 grade oil casing[J].Journal of Central South University(Science and Technology),2013,44(9):3625−3633.
[12]宋传宝,金嘉瑜,刘志颖,等.300MW汽轮机低压转子晶粒细化与均匀化的热处理工艺方法研究[J].大型铸锻件, 1998(4):34−37.
SONG Chuanbao,JIN Jiayu,LIU Zhiying,et al.Research of heat treatment process of grain refinement and homogenization on 300 MW steam turbine low pressure rotor[J].Large Casting and Forging,1998(4):34−37.
[13]郭建.2.25Cr-1Mo-0.25V钢的组织与性能[D].秦皇岛:燕山大学材料科学与工程学院,2004:30−31.
GUO Jian.M icrostructure and mechanical properties of 2.25Cr-1Mo-0.25V steel[D].Qinhuangdao:Yanshan University. Schoolof M aterials Science and Engineering,2004:30−31.
[14]张帅,任毅,王爽,等.热处理工艺对X 80热煨弯管用钢组织性能的影响[J].钢铁,2011,46(5):81−84.
ZHANG Shuai,REN Yi,WANG Shuang,et al.Effect of heat treatment parameters on performance and microstructure of X80 hotbended pipe steels[J].Iron and Steel,2011,46(5):81−84.
[15]衣海龙,孙明雪,徐洋,等.轧制工艺对Q690工程机械用钢低温冲击功的影响[J].材料热处理学报,2013,34(10):34−37.
YIHailong,SUN M ingxue,XU Yang,et al.Effect of rolling process on low temperature impact energy for a Q690 construction machinery steel[J].Transactions of M aterials and Heat Treatment,2013,34(10):34−37.
[16]鲍俭,杨卯生,王华昆.热处理工艺对20Cr14Co12Mo5轴承钢力学性能的影响[J].钢铁,2010,45(1):91−95.
BAO Jian,YANG Maosheng,WANG Huakun.Effect of heat treatment on mechanical properties of bearing steel 20Cr14Co12M o5[J].Iron and Steel,2010,45(1):91−95.
[17]钟群鹏,赵子华.断口学[M].北京:高等教育出版社,2006: 1−12.
ZHONG Qunpeng,ZHAO Zihua.Fractography[M].Beijing: Higher Education Press,2006:1−12.
(编辑 赵俊)
Lift type critical region normalizing heat treatment p rocessof heavy cylinder
SUN Jianliang,ZHANG Yongzhen,PENG Yan,QIXiangdong,HAN Hui
(National Engineering Research Center for Equipmentand Technology of Cold Strip Rolling,Yanshan University, Qinhuangdao 066004,China)
The lift type critical region normalizing(LTCRN)heat treatment process(HTP)was put forward based on the fact the center part of heavy cylinderwas prone tom ixed grain and crystal grain structure,long period of heat treatment, large energy consum ption after the isotherm type austenite region normalizing(ITARN)process.Them icrostructure and mechanical properties were verified by the proposed HTPmethod.The results show that the LTCRN on elim inating mixed grain is better than thatw ith ITARN method,and the average grain size is 31μm after the heat treatment.Also, part of cementite precipitation on the grain boundary plays a pining and strengthening role of the grain boundary and the cementite spheroidization and homogenization inside the grain is alsomore effective.Besides,the yield strength,tensile strength and the−30℃charpy impact energy of the heavy cylinder material are 655 MPa,729 MPa and 162 J respectively after the LTCRN HTP,with significantlymore plastic ridgeand the comprehensivemechanicalpropertiesare the same as the ITARN method.Compared w ith the ITARN,the holding time of LTCRN can be shortened by 30%and the normalizing tem perature isalso decreased,w hich greatly reduces the energy consum ption.
heavy cylinder;lift type critical region normalizing;heat treatmentprocess;mechanicalproperties
TG161
A
1672−7207(2017)03−0585−07
10.11817/j.issn.1672-7207.2017.03.005
2016−03−10;
2016−06−07
中国博士后科学基金资助项目(2016M 590211);河北省高等学校青年拔尖人才计划项目(BJ2014055)(Project (2016M 590211)supported by the Postdoctoral Science Foundation of China;Project(BJ2014055)supported by the Youth Talent Program of Colleges in HebeiProvince,China)
孙建亮,博士,副教授,从事大型筒节轧制和热处理技术研究;E-mail:sunjianliang@ysu.edu.cn
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
金属加工(热加工)(2022年5期)2022-06-21
环境技术(2021年3期)2021-07-21
今日农业(2020年16期)2020-12-14
宝钢技术(2020年2期)2020-05-14
热处理技术与装备(2019年1期)2019-03-14
爆炸与冲击(2018年4期)2018-07-04
中国神经再生研究(英文版)(2017年4期)2017-01-12
华人时刊(2016年19期)2016-04-05
汽车文摘(2015年6期)2015-12-12
