
AF1410钢电子束焊接接头组织及性能研究
2017-05-16 03:33唐代斌毛智勇
航空制造技术 2017年18期
唐代斌,李 凯,毛智勇,吴 冰
(中国航空制造技术研究院高能束流加工技术国防科技重点实验室,北京100024)
高合金超高强度钢AF1410是一种可用于损伤容限设计的高性能结构用钢,在结构件、轴类零件、紧固件及各种应力或应变集中区的复杂承力件(如起落架、水平梁、着陆钩、重要接头、承力框架[1-3]等)上具有广泛应用。氩弧焊等传统焊接方法存在热输入量大、效率低等不足,在焊接AF1410钢等高Co-Ni合金钢时易发生接头合金元素偏聚、热影响区软化等现象[4]。电子束焊接具有能量密度高、热影响区小、变形小、缺陷少、精度可调等特点,是获得超高强度钢高品质接头的有效方法之一[5-6]。
目前,关于AF1410钢电子束焊接接头的报道较少,主要集中在疲劳、耐蚀等性能方面[7-8],并未涉及研究焊接工艺及室温常规力学性能。本文采用电子束扫描焊接+修饰焊接的焊接工艺对5 mm AF1410钢薄板进行焊接,并分析接头显微组织和室温拉伸、冲击等性能,对AF1410钢电子束焊接方面的研究具有重要的参考价值。
1 试验材料及方法
试验材料为正火+高温回火态的AF1410锻件,试板尺寸为250mm(L)×120mm(W)×5mm(H),详细成分见表1。焊接设备为ZD150-15MH CV3M电子束焊机。
试板经退磁处理后,采用钢丝刷打磨清除表面氧化层,待丙酮擦拭试板表面后放入真空室,进行焊接工艺试验,详细焊接工艺参数如表2所示。
针对AF1410钢电子束扫描焊+修饰焊焊缝,按HB-7608-1998标准进行100% X射线探伤。在满足焊接质量要求情况下,对上述焊接试板进行焊后热处理:(1)正火:900℃ ±10℃ ×1h,空冷;(2)淬火:860℃ ±10℃ 1h 油淬;(3)时效:510℃ ±5℃ 5h 空冷至室温。对热处理前、后的接头,制备金相试样,并对试样进行研磨、抛光,用含10% HNO3酒精溶液进行腐蚀,采用OLYMPUS型光学显微镜、ZeissSUPRA55扫描电子显微镜观察显微组织,采用HXD-1000TMC/LCD数字显微硬度计测试接头各区的显微硬度。参照GB/T228.1-2010和GB/T 229-2007标准,对热处理后的接头进行室温拉伸和冲击试验,试验温度分别为23℃和20℃,每组拉伸、冲击各4个相同试样,试验后取平均值。

表1 AF1410钢化学成分(质量分数)%

表2 电子束扫描焊及修饰焊工艺参数
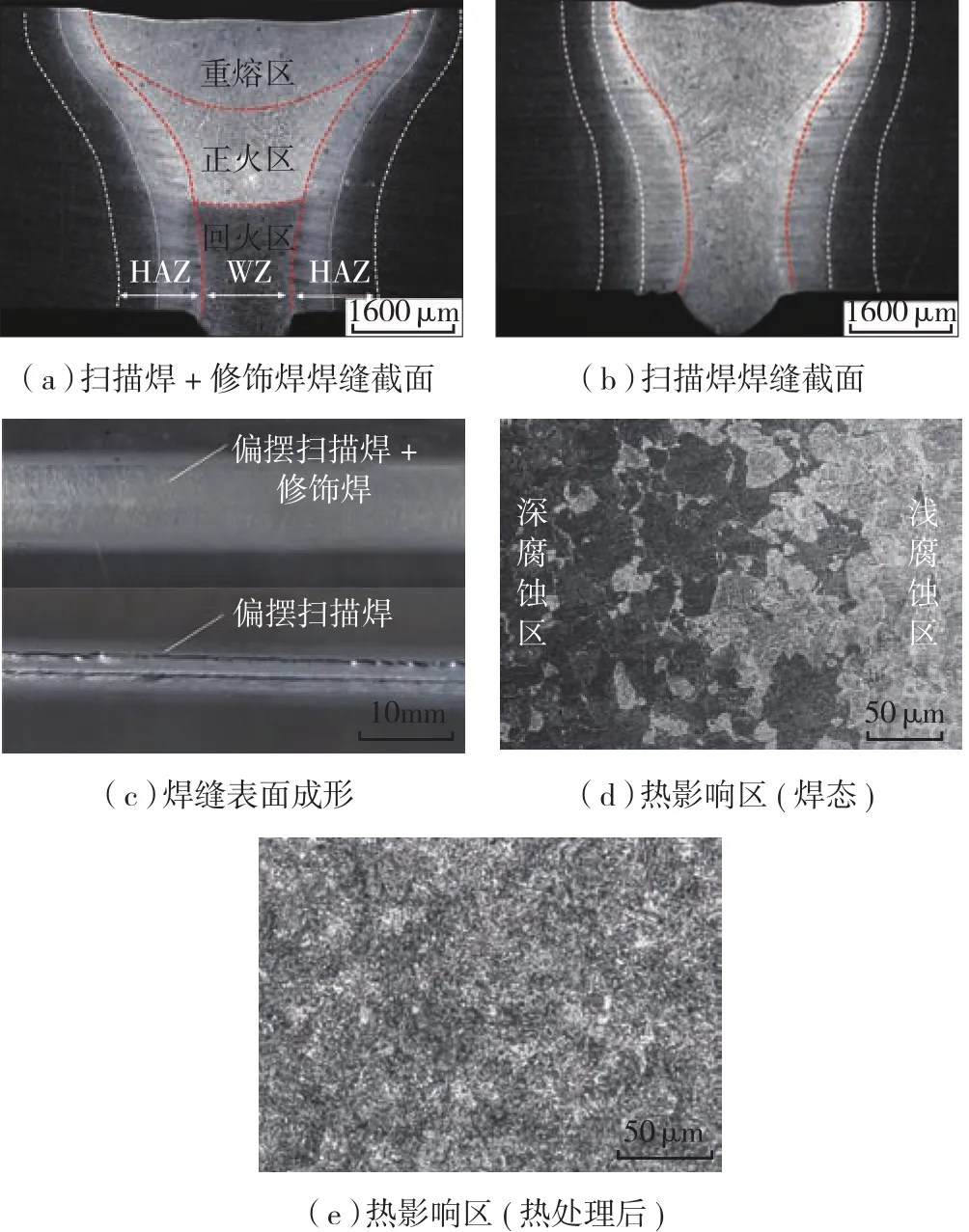
图1 AF1410钢接头宏观形貌及热影响区显微组织Fig.1 Macrostructures of AF1410 steel joints and microstructures in HAZ
2 结果与讨论
2.1 AF1410钢EBW接头组织分析
AF1410钢电子束焊接焊缝表面成形及焊缝横截面形貌分别如图1(a)~(c)所示。比较扫描焊、扫描焊+修饰焊接头可知,后者在消除咬边缺陷、改善焊缝表面成形等方面具有显著优势。但修饰焊时受二次热输入影响,扫描焊+修饰焊焊缝沿厚度方向分为重熔区、正火区、回火区,因此后续主要针对扫描焊+修饰焊焊接接头组织进行分析。
AF1410钢电子束扫描焊+修饰焊焊接接头热影响区由浅腐蚀区和深腐蚀区组成,分别对应完全正火区和A1~A3线(600~800℃)之间的两相区[9],热处理前、后组织分别如图1(d)、(e)所示。浅腐蚀区为板条马氏体(M)单相区;深腐蚀区为过时效区,组织较粗大,M发生分解,形成沿晶界分布的白色逆转奥氏体(Ar),在随后的冷却过程中保留至室温,Ar易造成焊接接头热影响区软化,力学性能下降。但AF1410钢电子束焊接接头热影响区极窄(本试验宽度0.9~1.4mm),远小于高Co-Ni超高强度钢C250 (H=5.5mm)传统焊接接头的宽度[10],缩小了超高强度钢焊接接头力学性能薄弱区域存在的范围。热处理后,热影响区的深、浅腐蚀区在光学显微镜下难以辨别,显微组织为板条M+极少量Ar。
AF1410钢扫描焊+修饰焊接头焊缝区热处理前、后组织如图2所示。热处理前,焊缝区均由柱状晶组成,晶界附近为白色残留奥氏体(A),晶内为M。在修饰焊时,重熔区金属受热熔化,熔池四周温差小,温度梯度远大于扫描焊,柱状晶更易于大量形核,且无规律地交替长大,具体表现为心部结晶线消失,晶粒细化,柱状晶直径远小于正、回火区。而晶粒尺寸越大,晶界面积越小,所以,正火区、回火区晶界面积较小,加剧了焊缝组织的不均匀性,造成晶界附近残留A含量较多。对晶界残留A进行EDS能谱分析,发现仅Mo、Cr元素在晶界的含量高于晶内,晶界Cr、Mo元素的富集,也利于马氏氏体转变温度Ms的降低和焊缝金属快速凝固过程中残留A的形成。
热处理后,焊缝区残留A消失,为板条状M+少量Ar,组织不均匀性明显消除,但仍呈初始焊接态柱状晶形貌。更多研究进一步表明AF1410等高钴镍钢经时效后存在与基体共格、尺度在纳米级的强化相M2C[11-12]。
2.2 显微硬度
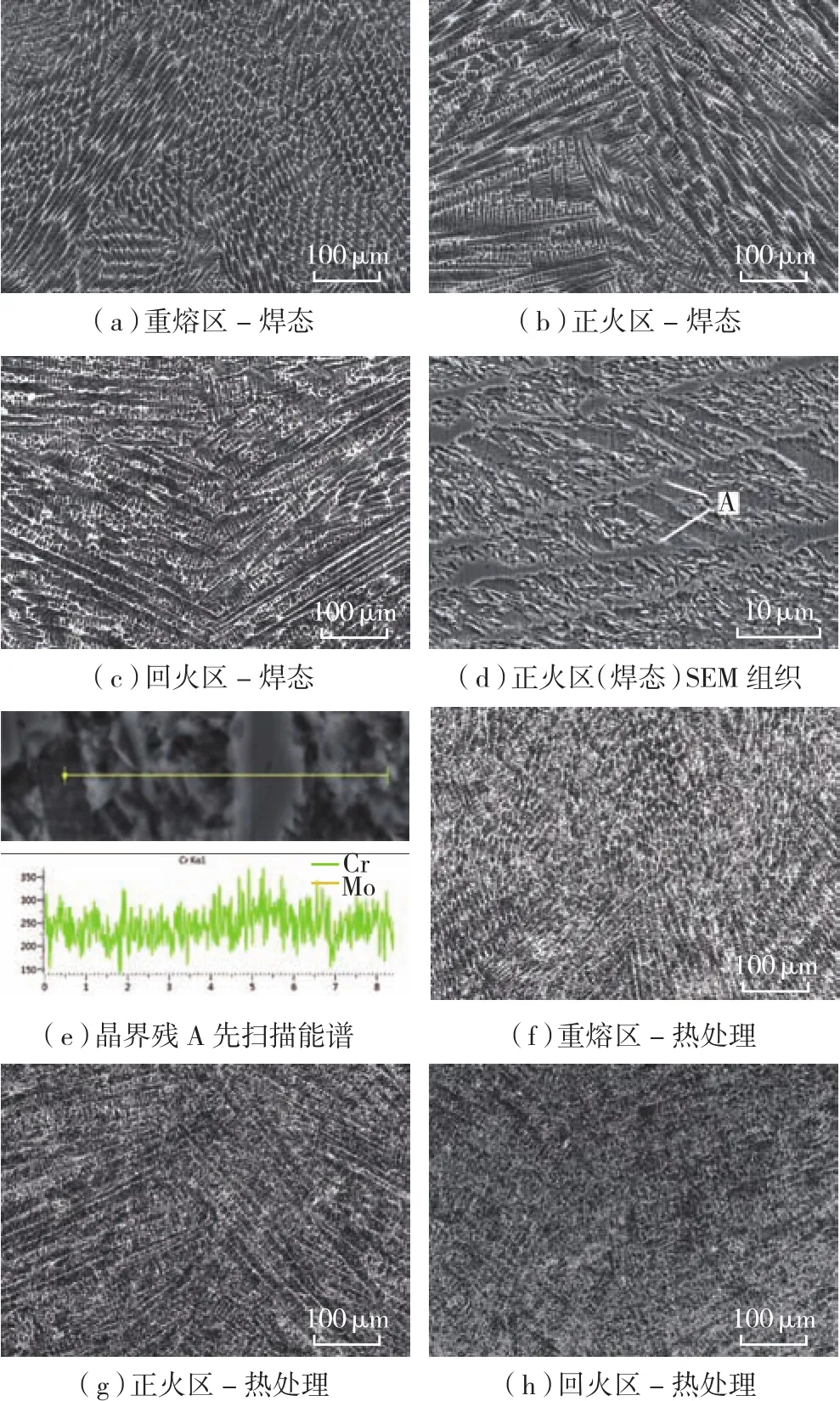
图2 AF1410钢偏转扫描焊+修饰焊焊缝区组织Fig.2 Microstructures of AF1410 steel oscillated EBW with cosmetic welding in weld zone

图3 AF1410钢扫描焊焊接接头显微硬度分布Fig.3 Microhardness of oscillated EBW welding joint of AF1410 steel
AF1410钢电子束扫描焊接头(Ⅰ)、扫描焊+修饰焊接头 (Ⅱ )在 1.2mm(重熔区 )、2.5mm(正火区 )、4mm(回火区 )熔深处显微硬度分别如图3(a)、(b)、(c)所示。
热处理前,两种AF140钢工艺接头显微硬度具有相同变化趋势,即均从母材区约325HV水平开始迅速增至浅腐蚀区的峰值硬度,再缓慢过渡到焊缝区硬度水平。但两种接头中部、下部显微硬度值差异明显:受修饰焊时热输入影响,接头Ⅱ热影响区硬度普遍低于接头Ⅰ,软化现象明显;焊缝Ⅱ正火区、回火区的显微硬度明显高于重熔区和Ⅰ焊缝,表明正、回火区有碳化物的析出,其对显微硬度的硬化效果比残留A对显微硬度的影响软化效果更大,总体表现为显微硬度值的提高。结合修饰焊接时焊缝各区温度变化及AF1410钢相图[13],可初步推断正、回火区碳化物分别为M2C、F3C,但仍需进一步观察证实。
热处理后,接头Ⅰ、Ⅱ不同区域的显微硬度值无明显差异,均高于焊接态硬度(底部例外)。接头Ⅱ母材、热影响区和焊缝区的显微硬度均值分别为543.9HV、543.4HV和544.8HV,说明热处理后接头各区组织趋于均匀,这对力学性能具有积极作用,但热影响区靠近焊缝一侧的硬度略低。

表3 扫描焊+修饰焊焊接接头拉伸、冲击性能
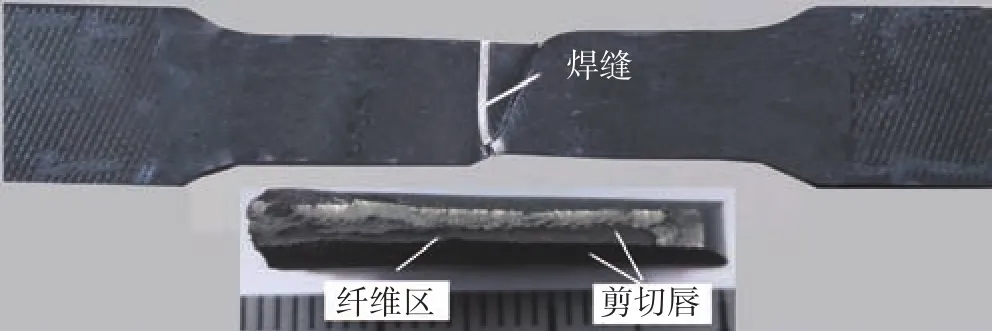
图4 扫描焊+修饰焊焊试样室温拉伸失效宏观形貌Fig.4 Macromorphology of tensile failure fracture of oscillated EBW with cosmetic welding joint
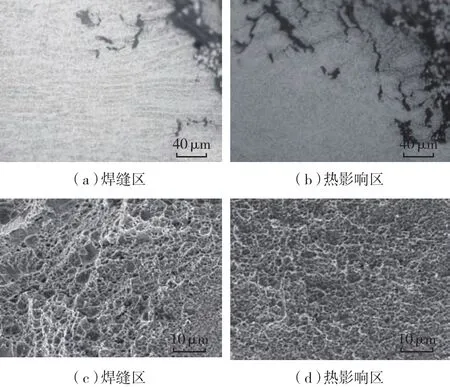
图5 扫描焊+修饰焊焊接接头断口组织Fig.5 Fracture of oscillated EBW with cosmetic welding joint
2.3 拉伸、冲击性能试验
对热处理后的AF1410钢母材、扫描焊+修饰焊焊接接头进行室温拉伸和冲击试验,测试结果见表3。
焊缝冲击韧性均值为67J/cm2,达到了母材的75%。接头室温断后伸长率均值达到了12.3%,接头拉伸抗拉强度和屈服强度均值分别为1542MPa和1721MPa,分别达到了母材98%和94%,基本与母材相当。接头室温拉伸断裂位置及断口宏观形貌如图4所示,断口两侧面有强烈塑性变形痕迹,拉伸断裂位置源于焊缝热影响区,裂纹沿试样边缘约60°方向穿过焊缝并扩展至另一侧的母材。接头断口均由中部暗灰色纤维区和边缘剪切唇构成,纤维区表面粗糙,占断口横截面面积大于剪切唇。
AF140钢扫描焊+修饰焊接头室温拉伸失效后断口在光学显微镜和扫描电镜下图像如图5所示。由光学显微组织可以看出,焊缝区、热影响区均为穿晶断裂。断口附近,柱状晶(焊缝区)在拉应力作用下沿轴向延伸变形,距断口越近,变形程度加剧,还有少量贯穿柱状晶的细小裂纹;热影响区晶粒形变则不明显,裂纹尺寸较大、数目多,说明热影响区拉伸强度较低,在应力作用下,显微孔洞更易聚合、长大,形成裂纹。由图5 (c)、(d)观察分析,断口在焊缝区、热影响区均为大小不等的等轴韧窝,但前者韧窝较大且深,并伴有较大的韧性剪切撕裂纹,在拉伸时需比热影响区消耗更大塑性变形能。综上所述,可以推断焊缝区室温拉伸性能优于热影响区,并表现出良好塑性和较高强度。
3 结论
(1)AF1410钢扫描焊+修饰焊焊接接头焊缝表面成形质量比扫描焊接头好,热影响区深、浅腐蚀区分别为M+少量逆转A、M;焊缝区为M+少量残留A,修饰焊后,分为重熔区、正火区、回火区,重熔区晶粒细化,晶界附近残留A含量较少,正火区、回火区较多。
(2)热处理后,接头组织不均匀性得到改善,各区均为板条M+极少量Ar,显微硬度均值也基本持平,平均抗拉强度达到了母材的98%以上,热影响区为室温拉伸性能弱区,失效裂纹沿大约60°方向贯穿整个接头。
参 考 文 献
[1]古田, 金建军, 钟平, 等. 航空用高强韧钢16Co14Ni10 Cr2Mo[J]. 材料工程, 1996(5): 7-10.
GU Tian, JIN Jianjun, ZHONG Ping, et al. A high-strength, hightoughness steel 16Co14Ni10Cr2Mo used in aviation[J]. Journal of Materials Engineering, 1996(5): 7-10.
[2]袁培柏. 超高强度钢16Co14Ni10Cr2Mo真空热处理工艺[J].航空制造技术, 1998(2): 32-34.
YUAN Peibai. Vacuum heat treatment of super strength steel 16Co14Ni10Cr2Mo[J]. Aeronautical Manufacturing Technology, 1998(2):32-34.
[3]苏斌, 金建军, 王晓震, 等.时效对高Co-Ni航空超高强度钢性能影响的机理研究[J]. 热处理技术与装备, 2008, 29(3): 16-21.
SU Bin, JIN Jianjun, WANG Xiaozhen, et al. The effect mechanism on the mechanical properties of high Co-Ni aeronautical ultra-high strength steel[J]. Heat Treatment Technology and Equipment, 2008, 29(3): 16-21.
[4]樊兆宝, 安绍孔, 王英健, 等. 马氏体沉淀硬化不锈钢的焊接工艺[J].电焊机, 2009, 39(11): 81-85.
FAN Zhaobao,AN Shaokong,WANG Yingjian, et al. Welding technology of martensitic deposit hardening stainless steel[J]. Electric Welding Machine, 2009, 39(11): 81-85.
[5]陈国庆, 张秉刚, 冯吉才. 电子束焊接在航空航天工业中的应用[J]. 航空制造技术, 2011(11): 42-45.
CHEN Guoqing, ZHANG Binggang, FENG Jicai. Application of electron beam welding technology in aerospace industry[J]. Aeronautical Manufacturing Technology, 2011(11): 42-45.
[6]KAH P, PIRINEN M, SUORANTA R, et al. Welding of ultra high strength steels[J]. Advanced Materials Research, 2004, 849: 357-365.
[7]韩鹏, 毛智勇, 王西昌, 等. AF1410钢母材及电子束焊接接头预腐蚀疲劳对比研究[J]. 航空制造技术, 2013(10): 88-91.
HAN Peng, MAO Zhiyong, WANG Xichang, et al. Comparative study on pre-corrosion fatigue of base material and electron beam joint for AF1410 steel[J]. Aeronautical Manufacturing Technology, 2013(10): 88-91.
[8]余伟, 韩鹏, 吴冰. 预腐蚀对AF1410电子束焊接头疲劳性能的影响[J]. 航空制造技术, 2010(20): 86-88.
YU Wei, HAN Peng, WU Bing. Influence of pre-corrosion on fatigue property of AF1410 EBW joint[J]. Aeronautical Manufacturing Technology,2010(20): 86-88.
[9]MURTY S V S N, RAO G S, VENEUGOPAL A, et al. Metallurgical analysis of defects in the weld joints of large-sized maraging steel rocket motor casing[J]. Metallography Microstructure & Analysis, 2014, 3(6): 433-447.
[10]TARIQ F, BALOCH R A, AHMED B, et al. Investigation into microstructures of maraging steel 250 weldments and effect of post-weld heat treatments[J]. Journal of Materials Engineering and Performance, 2010,19(2): 264-273.
[11]张国栋, 袁鸿, 王金雪, 等. 焊后热处理对AF1410钢电子束焊接接头组织及性能的影响[J]. 热加工工艺, 2015, 44(13): 205-207.
ZHANG Guodong, YUAN Hong, WANG Jinxue, et al. Influence of PWHT on microstructure and mechanical properties of electron beam welded joints of AF1410 steel[J]. Hot Working Technology, 2015, 44(13):205-207.
[12]梁锦奎, 王六定, 李志, 等. AerMet100钢有效晶粒细化与逆转变奥氏体稳定性的提高[J]. 材料热处理学报, 2010, 31(50): 57-60.
LIANG Jinkui, WANG Liuding, LI Zhi, et al. Refinement of effective grain and enhancement of reverted austenite stability for AerMet 100 steel[J]. Transactions of Materials and Heat Treatment, 2010, 31(50): 57-60.
[13]LEE Y J, LEE I K, WU S C, et al. Effect of post-weld heat treatment on microstructure and mechanical properties of electron beam welded flow formed maraging steel weldment[J]. Science and Technology of Welding and Joining, 2007, 12(3): 226-273.
猜你喜欢
失效分析与预防(2021年3期)2021-08-08
航空制造技术(2020年11期)2020-07-01
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年11期)2018-11-23
中国特种设备安全(2018年2期)2018-03-14
制造技术与机床(2017年3期)2017-06-23
科技创新与应用(2016年5期)2016-10-21
中国新技术新产品(2016年6期)2016-05-14
中国塑料(2016年7期)2016-04-16
