航空发动机整机数控安装多轴调姿方法及其应用*
2017-05-16 01:54盛贤君
航空制造技术 2017年11期
高 航,宋 强,刘 国,盛贤君,赵 哲
(1.大连理工大学机械工程学院,大连 116024;2. 航空工业沈阳飞机工业(集团)有限公司,沈阳 110850;3. 大连理工大学电气工程学院,大连 116024;4. 中国航发沈阳发动机研究所,沈阳 110015)
飞机制造是一项技术难度大、过程非常复杂的的工程,在现代飞机制造中,装配已经占到了整个飞机制造周期中总工作量的一半以上。由于飞机零部件尺寸大、结构精密复杂、数量繁多[1],装配环节的自动化程度一直处于较低的水平,劳动密集且耗时耗力的装配工作已经成为提高飞机制造质量和效率、降低成本的最大障碍[2]。在智能制造的背景下,随着数字化测量、室内GPS等在飞机装配中的应用[3-4],以数字化、柔性化为特征的自动化装配技术对于保证装配质量、提高生产效率有着重大意义,已成为飞机制造业发展的必然趋势[5-7]。
航空发动机是飞机动力系统的核心,发动机安装在飞机装配中占有重要地位,安装质量对飞机性能有着很大影响。如图1所示,航空发动机具有体积重量大、结构精密复杂、安装间隙小等特点,且表面布满复杂的管路,安装轨迹复杂,使得高质量、高效率的发动机安装成为飞机装配中最大的难点之一。目前国内普遍采用手工模式进行航空发动机的安装作业,其主要存在以下几个方面的问题。
(1)自动化程度低:在整个发动机安装过程中,只能依靠人力对发动机的位置姿态反复进行手动调整,且不能多轴联动调整,耗时耗力,劳动强度大。
(2)调姿精度低:发动机的位置姿态调整过程中没有精准的伺服控制,只能依靠人的操作经验,没有精确的测量与反馈,只能依靠人的目视观察,精度低,可靠性差,且容易磕碰发动机。
(3)安装效率低:发动机的安装需要多人协同观察和操作,且容易发生误操作和返工,安装一台发动机需要数个小时。国内的航空发动机手工安装模式仍处于比较低的技术水平,而国外飞机制造公司如洛克希德·马丁、波音、空客等,都在航空发动机安装中应用了自动化安装方法和装备,大大提高了发动机安装的质量和效率。
在航空发动机自动化安装领域,国内也开展了一些针对性研究,李洋等[8]比较了发动机的传统安装过程和数字化安装过程,并提出激光辅助测量的方法;魏晓彪等[9]设计了一种发动机自动化安装设备;陈志英等[10]研究了发动机安装的路径规划,并提出了“探测-分析-运动-探测”的工艺流程;赵长辉等[11]对国外多种航空发动机安装车产品实例进行了分析。
本文作者在已有前期研究基础上,研制了具有六轴调姿安装功能的航空发动机数控安装架车,应用基于视觉监测的航空发动机数控安装方法,进行了航空发动机安装的现场应用验证试验。

图1 F-35战斗机发动机整机安装Fig.1 Aeroengine installation of F-35 fighter
航空发动机数控安装多轴调姿平台
1 航空发动机安装动作要求和调姿分析
图2所示为国内某型航空发动机安装轨迹示意图,理论上为一近似梯形折线轨迹。由于发动机和安装舱的结构特点以及初始位姿的随机性和不确定性,在航空发动机的安装过程中,需要在沿安装舱轴线的竖直剖面内,对发动机的俯仰姿态进行实时调整。
在图2中,点O1和点O2是航空发动机轴线上两点,其所在圆截面为安装过程中的支承截面,因此航空发动机的安装轨迹可以简化为点O1和点O2的运动轨迹,点划线AB-BCCD为发动机安装过程中点O1和点O2所走过的路径,从点O1和点O2所处位置分析,发动机在安装过程中的俯仰姿态变化经历了以下4个阶段:
(1)发动机首先以抬头姿态进入安装舱,且随着发动机的推进,抬头角度逐渐增加,直到点O2与点B重合(此时点O1尚未到达点A位置);
(2)发动机继续推进,在点O1到达点A位置前,发动机向前平移,抬头角度不变;
(3)当点O1到达点A位置后,点O2到达点C位置前,发动机抬头角度逐渐减小;
(4)当点O2到达点C位置后,发动机抬头角度继续减小,但下降速率比前一阶段更快,最后以低头姿态安装到位。
由此可见,航空发动机的实际安装轨迹,是比较复杂的驼峰形曲线。对航空发动机理论安装轨迹,雷海峰等[12]已经进行了比较充分的研究,并给出了理论安装轨迹的数学模型。
在航空发动机安装前和安装过程中,要能够始终保证航空发动机与机身安装舱的轴心对准,这是发动机成功安装的必要条件。
如图3所示,发动机与安装舱的轴心对准包括两个方面:一是发动机前端中心与安装舱外轮廓中心的位置对准;二是发动机轴线与安装舱轴线的偏摆角度对准。前者包括发动机前端中心与安装舱外轮廓中心的水平偏移量Δy和竖直偏移量Δz,后者包括发动机轴线与安装舱轴线的水平偏摆角度Δθ1和竖直偏摆角度Δθ2。
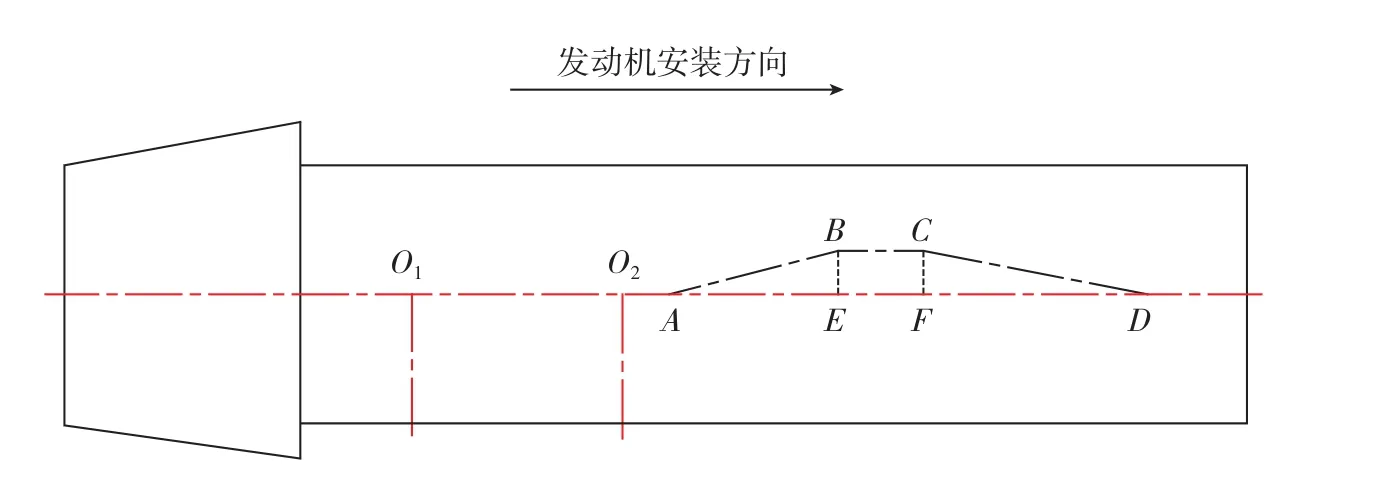
图2 某航空发动机安装轨迹Fig.2 Trajectory of aeroengine installation
除了俯仰姿态调整和轴心对准,在航空发动机的安装中,还需要对其绕轴线的转动进行调整,以及向机身安装舱内的推进。
通过以上分析,得知为了实现发动机的高效精准安装,航空发动机数控安装应能够实现对发动机6个空间自由度的位置姿态的精准调整,应能够在发动机安装过程中对发动机位置姿态进行实时监测和反馈控制。
2 航空发动机数控安装多轴调姿平台
按照功能划分,研制的航空发动机数控安装架车包括两大部分:多轴调姿平台和行走底盘车,如图4所示。其中多轴调姿平台作为数控安装架车执行发动机数控安装作业的主要机构,有6个空间自由度,根据安装需要可以多轴联动控制,负责航空发动机在安装过程中的位置姿态调整和推进;行走底盘车由电力驱动,并带有液压支腿,负责航空发动机的短途转运和安装前的初始对准,安装过程中由液压支腿进行承载。
多轴调姿平台包括:发动机夹具、平移机构、转台机构、升降俯仰机构,其中平移机构实现发动机垂直于轴心方向的水平偏移,转台机构实现发动机的水平偏摆,承载框架与底盘导轨配合实现发动机沿轴线方向的推进,而发动机其余3个自由度的调整依靠多轴调姿平台的升降俯仰机构来实现。
升降俯仰机构需要实现发动机的竖直偏移、竖直偏摆和沿轴线转动等3个自由度的调整,采用了4组“人字形”连杆独立驱动的方案,每组“人字形”连杆顶部均采用关节轴承的连接方式,4组“人字形”连杆共同支撑转台机构底板。对其空间自由度进行分析,以验证其是否能够满足3个自由度的要求。
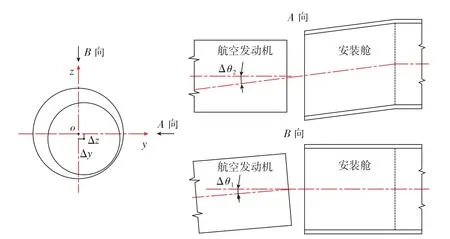
图3 航空发动机轴心对准示意图Fig.3 Schematic diagram of axis alignment for aeroengine

图4 航空发动机数控安装架车Fig.4 NC installation vehicle for aeroengine
从机构学方面考虑,升降俯仰机构有6个移动副、12个转动副、4个球面低副和1个球面高副,对应的自由度数分别为 1、1、3、5,根据已有空间自由度公式进行计算[13-16]:
式中,W为机构的空间自由度;Pz为机构运动副自由度总和;λ为机构的多余自由度数目;N为空间的封闭环数目。
所有运动副自由度总和为:

4个球面低副(关节轴承)在所在两个平面内的转动(4个自由度)与对应转动副或球面高副功能重复,属于多余自由度,球面高副只对转台底板起到辅助支撑作用,且确定一个平面只需要3个点,其沿竖直轴的转动和3个轴向的移动(4个自由度)也属于多余自由度,因此升降俯仰机构的多余自由度共有8个,即λ=8;机架上两点之间通过多个连杆连接即构成一个封闭环,因此在升降俯仰机构中,一共有8个封闭环,即N=8;将以上数据代入空间自由度计算式中,可得到升降俯仰机构自由度:

可见,升降俯仰机构有3个自由度,能够实现发动机的竖直移动、竖直偏摆和沿轴线转动的调整。
航空发动机位置姿态监测系统
在航空发动机的安装过程中,需要对其位置姿态进行实时在线监测并做出反馈调整,为实现这一功能,采用了研制的多视觉监测系统[17]。
多视觉监测系统包括5个部分:圆环标靶、监视摄像头、监测平台、主机、辅助监视摄像头,其中,圆环标靶固定在航空发动机前端,与发动机前端同心,起到确定发动机位置和姿态的作用;监视摄像头固定在安装舱的多个检修口,在发动机安装过程中起到辅助监视作用;监测平台放置在安装舱前端(靠近飞机进气口一侧),将固定在发动机前端的圆环标靶和安装舱轮廓进行图像采集,并将采集结果传输到主机;采用多个辅助监视摄像头,安装在机身适当的位置或窗口,用于辅助监控发动机进入机身后与侧壁的间隙大小等。主机是整个系统的大脑,将采集到的图像进行处理比对,计算出发动机相对于安装舱的位置姿态偏差。
图5所示为航空发动机数控安装场景示意图,多视觉监测系统与航空发动机数控安装架车的数控系统连接,在发动机安装过程中将计算出的发动机位置姿态偏差反馈给架车数控系统,由其控制多轴数控调姿平台,对发动机的位置姿态进行实时精准调控,推进发动机向机身内安装,直至发动机安装到位。此外,在数控安装过程中,操作者可以根据需要切换至非自动模式,通过数控手麦或数控指令调整发动机的位置姿态,使其满足安装要求。
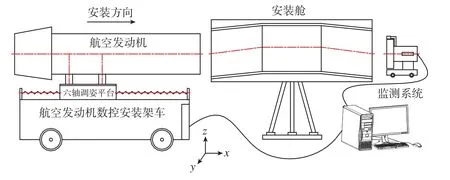
图5 航空发动机数控安装示意图Fig.5 Schematic diagram for NC installation of aeroengine
航空发动机数控安装验证试验
为了验证研制的航空发动机多轴数控安装架车的可行性,联合某飞机制造企业,进行了多次生产现场的航空发动机安装应用验证试验。
如图6所示为航空发动机数控安装试验流程,主要包括轴心对准和安装推进,两个过程都包含“监测-反馈-调整”的机制。
航空发动机与机身安装舱的轴心对准,包括初始对准和精对准。首先进行架车与机身的初始对准,驱动架车至发动机安装工位,架车前端有定位环,调整架车的位置和角度,当定位环与机身安装舱特定位置的外圆轮廓对齐时,使发动机相对于安装舱的偏差处于可调范围内,即完成了架车与机身的初始对准,将液压支腿放下,整个发动机安装过程中由液压支腿承载架车和发动机的重量。
在轴心精对准过程中,架车数控系统利用多视觉监测系统的反馈信息,控制多轴调姿平台调整发动机的位置姿态,如图7所示,系统程序中设置了允许误差,包括水平偏移允许误差Δy0,竖直偏移允许误差Δz0,水平偏摆角度允许误差Δθ10和竖直偏摆角度允许误差Δθ20,当发动机的4个位置姿态偏差全部控制在允许误差范围内时,即完成了发动机与安装舱的轴心对准,然后进入发动机的推进安装作业。
在发动机通过数控系统操控缓慢推进安装过程中,多视觉监测系统对发动机的位置姿态进行在线实时监测,并将结果反馈到航空发动机数控安装架车的数控系统,如图8所示,当发动机位置姿态偏差在误差范围内时,安装过程持续进行;当发动机位置姿态偏差超出了误差范围时,发动机安装工作将暂停,由多轴数控调姿平台对发动机位置姿态进行调整,直到符合误差范围要求,继续执行安装工作,直至发动机安装到位。
在发动机安装验证试验过程中,同时对发动机安装架车沿各轴的发动机位置、姿态调整精度进行了检测,其中沿X轴、Y轴、Z轴直线运动的位置精度采用激光干涉仪进行检测;而绕X轴、Y轴、Z轴的姿态精度等不便于应用激光干涉仪的检测项目,则在轴线两侧布置两台百分表,利用两台百分表的示值差,推算出绕轴线的偏摆角度。将检测结果与数控系统、多视觉监测系统的结果进行对比,即可得出发动机安装的位置、姿态精度能否满足要求。
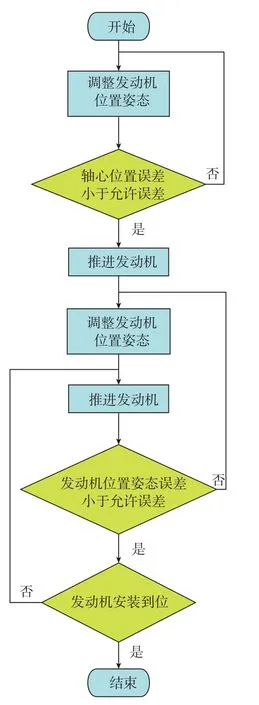
图6 航空发动机数控安装试验流程Fig.6 Flow chart for NC installation of aeroengine
多次试验结果表明,所采用的航空发动机数控安装方法及其装备,操作轻便,精度高,使航空发动机整机安装效率提高了1倍以上,位置操控精度可以控制在0.2mm以内,姿态操控精度控制在20'以内,能够对发动机的安装过程进行有效监测,避免了安装过程中发动机外缘与机身发动机舱的磕碰。
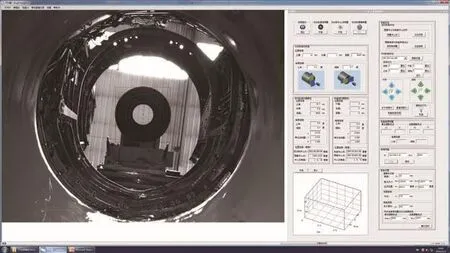
图7 航空发动机的位姿监测系统界面Fig.7 Interface of attitude monitoring for aeroengine
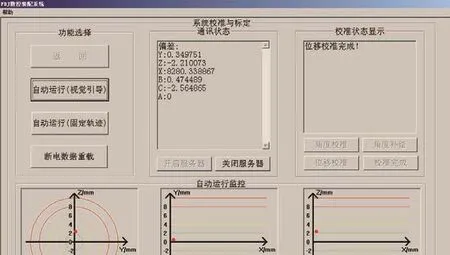
图8 发动机数控安装系统界面Fig.8 Interface of system for aeroengine NC installation
结论
(1)研制的航空发动机数控安装架车及其多轴调姿方法和平台,具有多轴精确调姿功能和自动化程度高等特点,多轴调姿平台能够实现发动机5个空间自由度的姿态调整,加之与行走底盘车上导轨的配合实现发动机的前向推进,满足了发动机6自由度的安装调姿要求;
(2)多次安装试验表明,采用研制的多轴数控安装架车进行飞机发动机安装,操作轻便平稳、精度高,航空发动机整机安装效率可提高1倍以上,位置操控精度能够控制在0.2mm以内,姿态操控精度控制在20'以内;
(3)应用多视觉监测系统,在航空发动机数控安装过程中,对其位置姿态进行实时监测与反馈,不仅能够提高发动机安装的精度和效率,而且能够有效避免安装过程中发动机外缘与机身发动机舱的磕碰;
(4)本文研制的多轴数控调姿平台,可推广应用到其他航空航天领域高端装备大部段的对接装配,显著提高其对准安装精度和效率。
参 考 文 献
[1]季青松,陈军,范斌,等.大型飞机自动化装配技术的应用与发展[J]. 航空制造技术 , 2014(1/2): 75-78.JI Qingsong,CHEN Jun,FAN Bin, et al. Application and development of automatic assembly technology for large aircraft[J].Aeronautical Manufacturing Technology, 2014(1/2): 75-78.
[2]任晓华.新型飞机自动化装配技[J]. 航空制造技术 , 2005(12): 32-35.REN Xiaohua. New aircraft automated assembly technology[J].Aeronautical Manufacturing Technology, 2005(12): 32-35.
[3]邹爱丽,王亮,李东升,等.数字化测量技术及系统在飞机装配中的应用[J]. 航空制造技术 , 2011(21): 72-75.ZOU Aili,WANG Liang,LI Dongsheng,et al. Application of digital measuring system in aircraft assembly[J]. Aeronautical Manufacturing Technology, 2011(21): 72-75.
[4]陈登海.基于室内GPS的飞机数字化水平测量技术研究[D]. 南京:南京航空航天大学,2010.
CHEN Denghai. Technology research of aircraft digital horizontal measurement based on indoor GPS[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2010.
[5]蒋红宇,王宇波.飞机自动化装配 技术的 发展 [J]. 航空 制造技 术 , 2012(22): 73-76.JIANG Hongyu,WANG Yubo. Development of aircraft auto-assembly technology[J].Aeronautical Manufacturing Technology, 2012(22): 73-76.
[6]邹冀华,刘志存,范玉青.大型飞机部件数字化对接装配技术研究 [J]. 计算机集成制造系统 , 2007, 13(7): 1367-1373.ZOU Jihua, LIU Zhicun, FAN Yuqing. Large-size airplane parts digital assembly technology[J]. Computer Integrated Manufacturing Systems, 2007, 13(7): 1367-1373.
[7]许国康.大型飞机自动化装配技 术 [J].航空学报 , 2008, 29(3): 734-740.XU Guokang. Automatic assembly technology for large aircraft[J]. Acta Aeronautica et Astronautica Sinica, 2008, 29(3): 734-740.
[8]李洋,谢曦鹏.飞机发动机数字化对接安装工艺研究[J]. 装备制造技术, 2013(9): 90-92.LI Yang,XIE Xipeng. Research on aeroengine digital assembly technology[J].Equipment Manufacturing Technology, 2013(9): 90-92.
[9]魏晓彪.大型飞机发动机安装方法及装备研究[D]. 杭州:浙江大学,2014.WEI Xiaobiao. Technology research of method and equipment for large aircraft engine mounting[D]. Hangzhou: Zhejiang University, 2014.
[10]陈志英,张冶.航空发动机在飞机短舱内安装的路径规划研究[J]. 航空发动机, 2004, 30(3): 5-7.CHEN Zhiying,ZHANG Ye. Study on planning for aeroengine installation paths in nacelles[J]. Aeroengine, 2004, 30(3): 5-7.
[11]赵长辉,刘屹巍,段洪伟,等.发动机安装车技术分析[J]. 航空制造技术, 2016(22): 58-65.ZHAO Changhui, LIU Yiwei, DUAN Hongwei, et al. Analysis of engine trailer technology[J]. Aeronautical Manufacturing Technology, 2016(22): 58-65.
[12]GAO H,LEI H,ZHAO Z, et al.The large aero-engine NC installation method and its multi-axial position adjustment platform design[C]//2013 IEEE International Symposium on Assembly and Manufacturing.North Carolina:IEEE Computer Society,2013.
[13]王德伦,高媛.机械原理[M]. 北京:机械工业出版社,2011.WANG Delun,Gao Yuan. Theory of machines and mechanisms[M]. Beijing: Mechanical Industry Press, 2011.
[14]杨廷力,沈惠平,刘安心 , 等 . 机构自由度公式的基本形式、自由度分析及其物理内 涵 [J].机械工 程 学 报 , 2015,51(13): 69- 80.YANG Tingli, SHEN Huiping, LIU Anxin, et al. Review of the formulas for degrees of freedom in the past ten years [J].Journal of Mechanical Engineering, 2015,51(13): 69-80.
[15]欧阳富,刘彦华,等.关于重新建立空间机构自由度计算公式的探索[J]. 机械工程学报 , 2003, 39(1): 60-64.OUYANG Fu,LIU Yanhua,et al. Exploration on rebuilding the calculating formula of degree of freedom of space mechanism[J]. Journal of Mechanical Engineering, 2003, 39(1): 60-64.
[16]卫江.4-UPU并联机构自由度计算及其运动学分析[J].机械制造与自动化, 2013, 42(6): 181-185.WEI Jiang. Degree of freedom calculation and kinematic analysis of the 4-UPU parallel mechanism [J]. Machine Building & Automation, 2013, 42(6): 181-185.
[17]WANG J,SHENG X,JIANG T, et al. Study on aircraft engine installation system based on automated docking technology[C]. 2015 28th IEEE Canadian Conference on Electrical and Computer Engineering. Canada: Institute of Electrical and Electronics Engineers Inc, 2015.
猜你喜欢
装备制造技术(2020年11期)2021-01-26
房地产导刊(2020年12期)2021-01-14
房地产导刊(2020年12期)2021-01-14
学生天地(2020年3期)2020-08-25
顺德职业技术学院学报(2020年2期)2020-07-10
汽车观察(2018年9期)2018-10-23
中国自行车(2018年8期)2018-09-26
当代陕西(2018年12期)2018-08-04
中国惯性技术学报(2017年1期)2017-06-09
探测与控制学报(2015年4期)2015-12-15