多塔连续精馏法分离生物柴油中单酯
2017-05-10 06:59:34刘巧云石昌富张伟明
中国油脂 2017年4期
刘巧云,石昌富,张伟明,张 聪
(1.常州工程职业技术学院 制药与环境工程学院,江苏 常州 213164; 2. 江苏悦达卡特新能源有限公司,江苏 常州 213102; 3.常州工程职业技术学院 化学与材料工程学院,江苏 常州 213164)
多塔连续精馏法分离生物柴油中单酯
刘巧云1,石昌富2,张伟明2,张 聪3
(1.常州工程职业技术学院 制药与环境工程学院,江苏 常州 213164; 2. 江苏悦达卡特新能源有限公司,江苏 常州 213102; 3.常州工程职业技术学院 化学与材料工程学院,江苏 常州 213164)
通过多塔连续精馏分离工艺,实现了生物柴油(混合脂肪酸甲酯)中单酯之间的分离,获得的C16、C18单酯纯度均为96.5%以上、C20单酯纯度为86.5%以上,C16、C18、C20 3种单酯总收率为92%以上,有效地开发了生物柴油下游高附加值产品,为生物柴油产业的发展提供了有价值的参考数据和技术支撑,有利于提升行业利润。
生物柴油;单酯;多塔连续精馏;分离
生物柴油,以动植物油脂、餐饮废弃油脂或工程微藻等为原料与小分子甲醇(或乙醇)经酯交换反应制得,故又称混合脂肪酸甲酯(或乙酯),是一种环保、可再生的石油替代能源和重要的有机化工中间体[1-2]。国内主要以废弃油脂为原料生产生物柴油,该生物柴油主要由C14~C22的脂肪酸酯混合而成,此外还含有少量水分、甲醇、游离脂肪酸、重油、甘油等杂质,其中C16、C18酯和C20酯属于高级脂肪酸酯,具有稳定性好、溶解性好、无腐蚀性、易生物降解、环境友好等优点,可生产出高级润滑剂、皂基洗涤剂、工业溶剂、聚氯乙烯增塑剂和表面活性剂等高附加值产品,在化工、食品、医药、皮革等行业用途广泛[3-4]。
生物柴油中单酯的分离方法有:减压精馏法[5-7]、尿素包合法[8-10]、分子蒸馏法[11-12]、超临界流体萃取法[13]、有机溶剂萃取法、柱层析法、低温结晶法、吸附分离法、色谱分离法、脂肪酯水解法等[14-15],其中以减压精馏法最有效,工业生产中应用最广[16-17]。
本文以废弃油脂(酸值(KOH)120 mg/g)制得的生物柴油为原料,采用高真空设施通过多塔连续精馏,降低了生物柴油的沸点,避免了生物柴油中甲酯裂解、氧化和色泽深等问题,将生物柴油中C16、C18、C20甲酯进行了分离,获得了纯度较高的C16、C18、C20甲酯,增加了产品附加值,提升了行业利润。
1 材料与方法
1.1 实验材料
废弃油脂(酸值(KOH)120 mg/g)制得的粗生物柴油(粗脂肪酸甲酯),主要成分为0.2%的甲醇、0.3%的甘油、1%的C14以下脂肪酸甲酯、28%的C16脂肪酸甲酯、60%的C18脂肪酸甲酯、10%的C20脂肪酸甲酯(江苏悦达卡特新能源有限公司提供)。
GC-2010气相色谱仪(日本岛津公司);脱轻塔,C16、C18、C20精馏塔(定制,丹阳同泰化工机械有限公司);原料泵(靖江飞翔泵业);再沸泵(武进第一热油泵厂);冷凝器(定制,丹阳同泰化工机械有限公司);收集罐(定制,丹阳同泰化工机械有限公司);真空机组(无锡市四方真空设备有限公司)。
1.2 实验方法
1.2.1 生物柴油的制备及C16 、C18、 C20脂肪酸甲酯的分离
以废弃油脂(酸值(KOH)120 mg/g)为原料,经酯化、酯交换两步反应制得粗生物柴油(粗脂肪酸甲酯),通过卧式沉降槽沉降分离大量甘油及皂(脂肪酸钠),然后通过碟式离心机进一步分离粗生物柴油内的皂,使皂含量小于0.05%,然后通过泵输送到精馏车间原料罐,再由输送泵输送至原料预热器,通过原料预热器将物料温度提升至180~190℃,然后进入脱轻塔,通过塔釜再沸器进一步加热至温度190~200℃,控制塔顶绝对压力0.50~0.80 kPa,温度130~150℃,塔顶采出料为C14以下脂肪酸甲酯、微量甲醇等轻组分,塔釜物料通过过料泵输送至C16精馏塔。来自脱轻塔的物料,通过C16精馏塔塔釜再沸器进一步加热至温度200~210℃,控制塔顶绝对压力0.40~0.60 kPa,温度150~160℃,塔顶采出料为C16脂肪酸甲酯,塔釜物料通过过料泵输送至C18精馏塔。来自C16精馏塔的物料,通过C18精馏塔塔釜再沸器进一步加热至温度210~220℃,控制塔顶绝对压力0.40~0.60 kPa,温度160~170℃,塔顶采出料为C18脂肪酸甲酯,塔釜物料通过过料泵输送至C20精馏塔。来自C18精馏塔的物料,通过C20精馏塔釜再沸器进一步加热至温度220~230℃,控制塔顶绝对压力0.40~0.60 kPa,温度180~190℃,塔顶采出料为C20及以上脂肪酸甲酯,塔釜物料为重油,通过出料泵输送到重油储罐。生产工艺流程如图1所示。
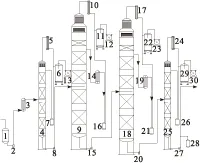
注:1.原料罐;2.原料泵;3.原料预热器;4.脱轻塔;5.冷凝器;6.缓冲罐;7.轻组分收集罐;8.过料泵;9.C16精馏塔;10.冷凝器;11.缓冲罐;12.真空泵;13.真空泵;14.冷凝器;15.过料泵;16.C16收集罐;17.冷凝器;18.C18精馏塔;19.冷凝器;20.过料泵;21.C18收集罐;22.缓冲罐;23.真空泵;24.冷凝器;25.C20精馏塔;26.C20收集罐;27.出料泵;28.重油储罐;29.缓冲罐;30.真空泵。
图1 生产工艺流程
1.2.2 C16、C18、C20单酯纯度及总收率的测定
采用气相色谱法测定C16、C18、C20单酯的纯度。色谱条件:色谱柱为Waters柱(30 m×0.53 mm×1.0 μm);柱温250℃;进样温度280℃,FID检测器温度280℃; 柱前压0.06 MPa;进样量1 μL,分流比1∶50。C16、C18、C20甲酯的含量按内标法计算(内标物C17甲酯)。
总收率=3种单酯产品的总质量/粗生物柴油的质量×100%
1.2.3 产品质量分析
生物柴油产品及C16、C18、C20 3种单酯产品检测参照GB/T 20828—2015。
2 结果与讨论
2.1 C16、C18、C20单酯纯度及总收率
经气相色谱法检测多次实验后单酯产品,得到C16单酯纯度大于等于96.5%、C18单酯纯度大于等于96.5%、C20单酯纯度大于等于86.5%,3种单酯总收率大于等于92%。其中,C20甲酯产品中,除主要含有C20甲酯外,还含有少量C16甲酯、C18甲酯等,其脂肪酸甲酯的总纯度为大于等于96.5%,符合生物柴油中对甲酯含量要求,可以以生物柴油出售。
2.2 产品质量
本实验得到的单酯产品经常州市产品质量监督检验所检测,其关键指标均已达到生物柴油标准,结果见表1。

表1 多塔连续精馏的3种单酯产品指标
3 结 论
通过4个单塔组成的多塔连续精馏分离工艺,实现了生物柴油(混合脂肪酸甲酯)中单酯之间的分离,获得的C16、C18单酯纯度均为96.5%以上、C20单酯纯度为86.5%以上,C16、C18、C20 3种单酯总收率为92%以上,有效地开发了生物柴油下游高附加值产品,为生物柴油产业的发展提供了有价值的参考数据和技术支撑,符合生物柴油生产发展“工艺连续化、自动化、规模化”的要求,具有生产效率高、原料适应性广等特点,有利于提升行业利润。
[1] 李逸, 王潮岗, 胡章立. 利用基因工程技术提高微藻油脂含量的研究进展[J]. 生物技术通报, 2015, 31(3): 70-81.
[2] 刘巧云, 石昌富, 俞建君,等. 高酸值废弃油脂加压制备生物柴油的研究[J]. 中国油脂, 2014, 39 (8): 61-63.
[3] 刘朋, 蒋剑春, 陈水根,等. 高酸值废弃油脂制备生物柴油的预酯化[J]. 化工进展, 2015, 34(8): 3015-3018, 3064.
[4] 贾朝辉. 生物柴油及其精细化工产品分析方法研究[D]. 贵阳:贵州大学, 2011.
[5] 叶活动. 生物柴油连续精馏装置: CN101033411A[P]. 2007-09-12.
[6] 方名红, 王利生. 生物柴油的减压蒸馏分割[J]. 化工学报, 2008, 59 (1): 106-110.
[7] 侯钧. 减压条件下棕榈酸甲酯和硬脂酸甲酯汽液相平衡的研究[D]. 天津:天津大学, 2012.
[8] 王车礼, 田刚. 从废弃油脂生物柴油中分离不饱和脂肪酸甲酯[J]. 化工进展, 2008, 27(11): 1829-1831.
[9] 陈苗, 马美湖, 杨湄, 等. 尿素包合法分离棕榈油甲酯化产物中C16和C18脂肪酸甲酯[J]. 化工进展, 2010, 29(3): 526-530.
[10] 王惠惠. 生物柴油的制备及尿素包合法分离其中棕榈酸甲酯的研究[D]. 天津: 天津大学, 2012.
[11] 胡伟, 李湘洲, 吴志平. 分子蒸馏法分离油茶籽油油酸乙酯工艺研究[J]. 中国油脂, 2011, 36(8) : 49-52.
[12] 车怀智, 魏冰. 分子蒸馏法α-亚麻酸乙酯的中试制备[J]. 陕西科技大学学报(自然科学版), 2009, 27(5): 68-71.
[13] LIONG K K, WELLS P A, FOSTER N R. Diffusion of fatty acid esters in supercritical carbon dioxide[J]. Ind Eng Chem Res, 1992, 31(1): 390-399.
[14] 杨运财. 脂肪酸甲酯混合物的分离及其溶解性能研究[D]. 杭州:浙江工业大学, 2008.
[15] 余国艳. 脂肪酸甲酯混合物的分离研究[D]. 杭州:浙江工业大学, 2011.
[16] 罗凯, 李京楠, 仇涛, 等. 一种生产生物柴油的技术工艺及关键制备装置:CN103242966A[P]. 2013-08-14.
[17] 计建炳, 聂勇, 徐之超, 等. 一种基于多层蒸发的生物柴油连续精馏系统和工艺:CN102604665A[P]. 2012-07-25.
·广告·
Separation of monoester from biodiesel by multi-tower continuous distillation
LIU Qiaoyun1, SHI Changfu2, ZHANG Weiming2, ZHANG Cong3
(1. Institute of Pharmaceutical and Environmental Engineering, Changzhou Vocational Institute of Engineering, Changzhou 213164,Jiangsu, China; 2.Jiangsu Yueda Kate New Energy Co.,Ltd., Changzhou 213102,Jiangsu,China; 3.Institute of Chemical and Material Engineering, Changzhou Vocational Institute of Engineering, Changzhou 213164,Jiangsu,China)
The separation of monoester from biodiesel (mixed fatty acid methyl ester) was realized by a process of multi-tower continuous distillation. The purities of C16 and C18 monoesters were above 96.5%,and the purity of C20 monoester was above 86.5%,besides, the total yield of C16, C18 and C20 monoesters was more than 92%. The downstream products of biodiesel with high additional value were developed effectively. The research provided valuable reference data and technical support for the development of biodiesel industry,and it was beneficial to improve the profit of the industry.
biodiesel;monoester;multi-tower continuous distillation;separation
2016-09-18;
2016-12-23
2015年江苏省产学研前瞻性联合研究项目(BY2015032-01);江苏高校品牌专业建设工程资助项目(PPZY2015B178)
刘巧云(1971),女,教授,研究方向为油脂、化工及医药中间体(E-mail)1771716099@qq.com。
TQ645;TK63
A
1003-7969(2017)04-0069-03
猜你喜欢
江苏安全生产(2022年5期)2022-06-16 07:51:28
云南化工(2020年11期)2021-01-14 00:50:52
食品科学(2016年15期)2016-11-14 12:37:37
制冷技术(2016年4期)2016-08-21 12:40:24
化工进展(2015年3期)2015-11-11 09:07:41
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:26
中国当代医药(2015年10期)2015-03-01 02:02:39
海军医学杂志(2015年2期)2015-02-27 13:47:35
食品与发酵工业(2014年1期)2014-12-16 08:02:22
分析化学(2014年4期)2014-10-24 21:15:14